You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Air Travel Creates More Problems Than BenefitsDocument2 pagesAir Travel Creates More Problems Than BenefitsFung Jia YongNo ratings yet
- Department of Education: Financial ReportDocument6 pagesDepartment of Education: Financial Reportchinn rabanes legaspiNo ratings yet
- Electronic Centralised Aircraft MonitorDocument2 pagesElectronic Centralised Aircraft Monitors parasdNo ratings yet
- Colour Standards SansDocument8 pagesColour Standards Sanskeagan_xtcNo ratings yet
- Strategic Supply Chain ManagementDocument16 pagesStrategic Supply Chain ManagementKknow Ddrug100% (3)
- Fullrun Truck Tyre Catalogue PDFDocument17 pagesFullrun Truck Tyre Catalogue PDFjonathan ortizNo ratings yet
- Nueva EcijaDocument2 pagesNueva Ecijaclaude terizlaNo ratings yet
- MU288 Slides 5Document5 pagesMU288 Slides 5John Paul CabreraNo ratings yet
- Emea Cat Mo Wheel Bearings Catmo1802 2018-2019 en HQDocument1,164 pagesEmea Cat Mo Wheel Bearings Catmo1802 2018-2019 en HQJharomar BatacNo ratings yet
- Ibau-Hamburg 1Document10 pagesIbau-Hamburg 1belleblackNo ratings yet
- Overvoltage Protection in Railway ABBDocument32 pagesOvervoltage Protection in Railway ABBJavierNo ratings yet
- CementDocument40 pagesCementanteid3100% (1)
- The Best Auto-Car of UK. December 2012Document188 pagesThe Best Auto-Car of UK. December 2012Myat Tun OoNo ratings yet
- R4a 51Document4 pagesR4a 51marneilrivera96No ratings yet
- Multi Wing Product Overview 2013Document12 pagesMulti Wing Product Overview 2013dharmeswarNo ratings yet
- Position PaperDocument4 pagesPosition Paperapi-272872105No ratings yet
- CV - Sturmheit Peter - Generic - July 2021Document12 pagesCV - Sturmheit Peter - Generic - July 2021Peter SturmheitNo ratings yet
- ZGTMB Z Driver Takaful e Hailing Flyer Eng BM Ho 220819Document2 pagesZGTMB Z Driver Takaful e Hailing Flyer Eng BM Ho 220819fadzli_ismailNo ratings yet
- SCM - An OverviewDocument50 pagesSCM - An OverviewPooja NagleNo ratings yet
- Hobart - Air Warfare DestroyerDocument13 pagesHobart - Air Warfare DestroyerhindujudaicNo ratings yet
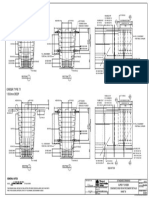
- Girder Type T3: Section 1 - Elevation Section 2Document1 pageGirder Type T3: Section 1 - Elevation Section 2Bo ĐoànNo ratings yet
- RC Pier DelbennaDocument25 pagesRC Pier DelbennaEngineeri TadiyosNo ratings yet
- Hilux 2015 Brochure PDFDocument12 pagesHilux 2015 Brochure PDFIdris Ahmad67% (3)
- SCSH Individual WritingDocument5 pagesSCSH Individual WritingAsyraf AzimNo ratings yet
- CESTest CertificateDocument1 pageCESTest CertificatericoNo ratings yet
- Procedure For LSMGO & ULSFO Change-OverDocument7 pagesProcedure For LSMGO & ULSFO Change-OverGauravNo ratings yet
- CASE-1 Hindustan MotorsDocument3 pagesCASE-1 Hindustan MotorsSiddhartha DeshmukhNo ratings yet
- Nortech Trinity - Dredging OpportunityDocument8 pagesNortech Trinity - Dredging OpportunityNORTECH TRINITYNo ratings yet
- Lesson 7 Cell MembraneDocument3 pagesLesson 7 Cell MembraneThea MillanesNo ratings yet
- En-10079 Definition of Steel ProductsDocument44 pagesEn-10079 Definition of Steel ProductshugocoimbraNo ratings yet