You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Pneumatic TestDocument28 pagesPneumatic TestLiLy NanaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- SIEC-COMPANY PROFILE - Bag FilterDocument11 pagesSIEC-COMPANY PROFILE - Bag FilterMahendra RathoreNo ratings yet
- FENET Budapest Feb2005 DLE DesignByAnalysis MackenzieDocument38 pagesFENET Budapest Feb2005 DLE DesignByAnalysis MackenziePedro Dominguez Dominguez100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- SIEC-Bag FilterDocument13 pagesSIEC-Bag FilterMahendra RathoreNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- FM2005 WangZD 1Document6 pagesFM2005 WangZD 1Mahendra RathoreNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- SWIFT INDIA - Bag FilterDocument11 pagesSWIFT INDIA - Bag FilterMahendra RathoreNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Thermo Structural Analysis and Optimization of Reactant Column of Pressure Vessel by Using Finite Element AnalysisDocument8 pagesThermo Structural Analysis and Optimization of Reactant Column of Pressure Vessel by Using Finite Element AnalysisMahendra RathoreNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Lecture Slides Chapter 5Document28 pagesLecture Slides Chapter 5Mahendra RathoreNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Pneumatic TestDocument28 pagesPneumatic TestLiLy NanaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- ANSYS Tips and ANSYS TricksDocument74 pagesANSYS Tips and ANSYS Tricksjulio1114No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Pressure Vessel Design in ANSYSDocument5 pagesPressure Vessel Design in ANSYSRohan KarandeNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- API 934 Minutes Stress Eng ATT EDocument27 pagesAPI 934 Minutes Stress Eng ATT EMahendra RathoreNo ratings yet
- Assess STRCT IntegritySESDocument18 pagesAssess STRCT IntegritySESTRYcnrlNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Modelling Residual Stress and Phase Transformation in Steel WeldsDocument29 pagesModelling Residual Stress and Phase Transformation in Steel WeldsMahendra RathoreNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Delayed Coker Drum CrackingDocument26 pagesDelayed Coker Drum Crackingash1968No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Coked FailureDocument43 pagesCoked FailureMahendra Rathore100% (2)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Thermo Structural Analysis and Optimization of Reactant Column of Pressure Vessel by Using Finite Element AnalysisDocument8 pagesThermo Structural Analysis and Optimization of Reactant Column of Pressure Vessel by Using Finite Element AnalysisMahendra RathoreNo ratings yet
- 1 PBDocument9 pages1 PBMahendra RathoreNo ratings yet
- 4 - A S SahneyDocument26 pages4 - A S SahneyMahendra RathoreNo ratings yet
- Code Drum Under Thermal-Mechanical Loadings: Step1Document1 pageCode Drum Under Thermal-Mechanical Loadings: Step1Mahfujur RahmanNo ratings yet
- Techniques For Joining 1 CR - Mo Steels: Examples Are Presented That Simplify The Complex Welding of Cr-Mo SteelsDocument4 pagesTechniques For Joining 1 CR - Mo Steels: Examples Are Presented That Simplify The Complex Welding of Cr-Mo Steelsramadoss_alwar7307No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 4 - A S SahneyDocument26 pages4 - A S SahneyMahendra RathoreNo ratings yet
- Coke Drum SpecDocument33 pagesCoke Drum SpecMahendra Rathore100% (1)
- 1 PBDocument9 pages1 PBMahendra RathoreNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- FemtextDocument24 pagesFemtextMahendra RathoreNo ratings yet
- FemtextDocument24 pagesFemtextMahendra RathoreNo ratings yet
- Coking Tower Life ImprovementDocument25 pagesCoking Tower Life ImprovementMahendra RathoreNo ratings yet
- Delayed Coking InnovationsDocument19 pagesDelayed Coking InnovationsJavier Lopez100% (2)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Coke Tower DesignDocument14 pagesCoke Tower DesignMahendra Rathore100% (1)
- Caleffi Manifold DistributionDocument44 pagesCaleffi Manifold Distributione-ComfortUSANo ratings yet
- Analysis of Laterally Loaded Piles Based On P-Y ProceduresDocument25 pagesAnalysis of Laterally Loaded Piles Based On P-Y ProceduresHITENDRA KUMAR SONKARNo ratings yet
- IPPL BrochureDocument8 pagesIPPL BrochuretoharshaNo ratings yet
- T Bar Led BrochureDocument49 pagesT Bar Led BrochureMonica RayosNo ratings yet
- Steel Metal Product Supplier Provider All Product Grade ListDocument20 pagesSteel Metal Product Supplier Provider All Product Grade ListPRAVINNo ratings yet
- Column Design BS 8110.1985Document114 pagesColumn Design BS 8110.1985aries pambudiNo ratings yet
- Single Line Spec Sheet s-sc-sps-00509-0 4-17Document2 pagesSingle Line Spec Sheet s-sc-sps-00509-0 4-17Pablo VargasNo ratings yet
- Operating Instructions Air Conditioner: Model No. Indoor Unit Outdoor UnitDocument8 pagesOperating Instructions Air Conditioner: Model No. Indoor Unit Outdoor UnitCosmic VibrationNo ratings yet
- CAEA v15 ANSYS Composite DamageDocument24 pagesCAEA v15 ANSYS Composite DamageDavid MartinsNo ratings yet
- Press Tool Operation and FunctionsDocument25 pagesPress Tool Operation and Functionsjagan89% (9)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
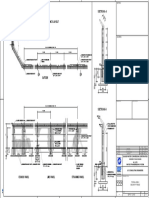
- QP10-Q-612 Rev0 Typical SSD-1 Security FenceDocument1 pageQP10-Q-612 Rev0 Typical SSD-1 Security Fencenawajha0% (1)
- Thermal Performance Analysis On Staggered Finned Absorber Solar Air HeaterDocument12 pagesThermal Performance Analysis On Staggered Finned Absorber Solar Air HeaterTJPRC PublicationsNo ratings yet
- PFP by MorganDocument20 pagesPFP by Morgansajid aslamNo ratings yet
- 5.0 Fabrication-8 PDFDocument1 page5.0 Fabrication-8 PDFRohit KambleNo ratings yet
- Brochure Trust Single LayerDocument8 pagesBrochure Trust Single LayerPaulo DiasNo ratings yet
- AFBAD2A10971Document10 pagesAFBAD2A10971Samuel NkereuwemNo ratings yet
- Electrical Properties of Lead Solder AlloyDocument9 pagesElectrical Properties of Lead Solder AlloyVedant PrustyNo ratings yet
- Choice of Rail WheelsDocument4 pagesChoice of Rail WheelsMahmut KarataşNo ratings yet
- Price ScheduleDocument9 pagesPrice SchedulePlofang BlokangNo ratings yet
- Corrosion Resistance of MiTek Metal ConnectorsDocument4 pagesCorrosion Resistance of MiTek Metal ConnectorsEduardo Depiné TarnowskiNo ratings yet
- Internal Arc Test PDFDocument5 pagesInternal Arc Test PDFsaravanaplusNo ratings yet
- Iso 5817Document34 pagesIso 5817ElenaGozunovaNo ratings yet
- Camesa EMC CatalogDocument40 pagesCamesa EMC CatalogRoger DenegriNo ratings yet
- Bio FiberDocument2 pagesBio FiberGelina HernandezNo ratings yet
- Settlement of A Large Raft FoundationDocument1 pageSettlement of A Large Raft Foundationsb1966No ratings yet
- Mix Designs: #106, Mao Tse Tung BLVD, Khan Chamkamorn, Phnom Penh, Cambodia Tel: + (855-23) 958 958, M: + (855-67) 555 721Document1 pageMix Designs: #106, Mao Tse Tung BLVD, Khan Chamkamorn, Phnom Penh, Cambodia Tel: + (855-23) 958 958, M: + (855-67) 555 721Vorn Ra VuthNo ratings yet
- Pressure Relief Valves Operating Instructions: Supplemental ProtectionDocument2 pagesPressure Relief Valves Operating Instructions: Supplemental ProtectionlorenzoNo ratings yet
- Asphalt Quality Control PlanDocument27 pagesAsphalt Quality Control PlanHassoub Abdul Shafy Hassoub100% (1)
- Engineering Material: Assignment # 01Document3 pagesEngineering Material: Assignment # 01Hussain AliNo ratings yet
- Comparison Carrier vs. McQuayDocument2 pagesComparison Carrier vs. McQuayPradeep SukumaranNo ratings yet
- Quantum Physics for Beginners: Simple Illustrated Guide to Discover with Practical Explanations the Paradoxes of the Life and Universe Reconsidering RealityFrom EverandQuantum Physics for Beginners: Simple Illustrated Guide to Discover with Practical Explanations the Paradoxes of the Life and Universe Reconsidering RealityRating: 2 out of 5 stars2/5 (1)
- How to Teach Nature Journaling: Curiosity, Wonder, AttentionFrom EverandHow to Teach Nature Journaling: Curiosity, Wonder, AttentionRating: 4.5 out of 5 stars4.5/5 (3)
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- Lower Secondary Science Workbook: Stage 8From EverandLower Secondary Science Workbook: Stage 8Rating: 5 out of 5 stars5/5 (1)
- How Do Cell Phones Work? Technology Book for Kids | Children's How Things Work BooksFrom EverandHow Do Cell Phones Work? Technology Book for Kids | Children's How Things Work BooksNo ratings yet
- STEM Labs for Physical Science, Grades 6 - 8From EverandSTEM Labs for Physical Science, Grades 6 - 8Rating: 3.5 out of 5 stars3.5/5 (6)