You might also like
- Bar ScheduleDocument2 pagesBar SchedulearctusharNo ratings yet
- Latest WSH Requirements On Safe Lifting Operation - MR SatishkumarDocument22 pagesLatest WSH Requirements On Safe Lifting Operation - MR SatishkumarThanThanscc100% (1)
- SSB03 ActionsDocument64 pagesSSB03 Actionsanil97232No ratings yet
- DBST MSDocument8 pagesDBST MSKrishan RodrigoNo ratings yet
- Surface PreparationDocument13 pagesSurface PreparationDacher Daniel100% (1)
- Vermiculite Construction BrochureDocument3 pagesVermiculite Construction BrochuredanielNo ratings yet
- Mastertop 290: Iron Aggregate Hardener For Concrete FloorsDocument3 pagesMastertop 290: Iron Aggregate Hardener For Concrete FloorsFrancois-No ratings yet
- 07a BoQDocument15 pages07a BoQDean KoortzenNo ratings yet
- BCA Advisory Notes On ERSS PDFDocument23 pagesBCA Advisory Notes On ERSS PDFsusan87No ratings yet
- List of BS CodesDocument33 pagesList of BS CodesRaj ChavanNo ratings yet
- Concrete Masonry Vol3 Cavity Walls 240 290Document64 pagesConcrete Masonry Vol3 Cavity Walls 240 290wearplayNo ratings yet
- Steel Plate Analysis by Finite ElementsDocument8 pagesSteel Plate Analysis by Finite ElementssupperpainintheneckNo ratings yet
- 5628 3 2001 PDFDocument133 pages5628 3 2001 PDFhz135874No ratings yet
- General Building Spec.Document20 pagesGeneral Building Spec.Barry Daniel Saunders0% (1)
- Quensh Culvert Replacement Method Statement PDFDocument41 pagesQuensh Culvert Replacement Method Statement PDFSi NanNo ratings yet
- Part 6 Analysis and Design of Purlins W PDFDocument17 pagesPart 6 Analysis and Design of Purlins W PDFCalvin TehNo ratings yet
- Jisg 3112.2010Document2 pagesJisg 3112.2010Mani MaNo ratings yet
- Lintel BeamDocument3 pagesLintel BeamJosephNo ratings yet
- Epoxy Floor Coating: Description FeaturesDocument2 pagesEpoxy Floor Coating: Description FeaturesRayon 9No ratings yet
- Numerical List SABSDocument1,143 pagesNumerical List SABSJason GlassNo ratings yet
- Hilti Anchors SystemsDocument60 pagesHilti Anchors Systemsrotciv132709No ratings yet
- ConRepair 04 JurcemNonshirk GP Ed01Document2 pagesConRepair 04 JurcemNonshirk GP Ed01Tuntun Tat0% (1)
- Spec's For Steel StructureDocument11 pagesSpec's For Steel StructureAburvarajNo ratings yet
- Bolt Grip Length PDFDocument1 pageBolt Grip Length PDFmatthewwalls4386100% (2)
- Timber PilingDocument12 pagesTimber PilingendardeepNo ratings yet
- Myburgh Minimum 2018 PDFDocument155 pagesMyburgh Minimum 2018 PDFWaseemah SarangeNo ratings yet
- Bawana BOQDocument28 pagesBawana BOQSasi Kiran VundamatlaNo ratings yet
- BS 5450 (1977) - Specification For Sizes of Hardwoods and Methods of MeasurementDocument8 pagesBS 5450 (1977) - Specification For Sizes of Hardwoods and Methods of Measurementsamitha505No ratings yet
- Bolting NewDocument6 pagesBolting Newsam_roy124No ratings yet
- BCA Circular On GlassDocument6 pagesBCA Circular On GlassSiYing LaiNo ratings yet
- Marriot Grand Ballroom Concrete Works: Project Title: Contract Package No. 02Document9 pagesMarriot Grand Ballroom Concrete Works: Project Title: Contract Package No. 02Imho TepNo ratings yet
- Check Dams SE-4: Description and PurposeDocument5 pagesCheck Dams SE-4: Description and PurposeAziz Khan KakarNo ratings yet
- BS8666 Rebar Bends and ShapesDocument6 pagesBS8666 Rebar Bends and ShapesShalz JagnarineNo ratings yet
- St-006 - Block Wall Restraint Details and Lintel Schedule Sheet-1Document1 pageSt-006 - Block Wall Restraint Details and Lintel Schedule Sheet-1MØhãmmed ØwięsNo ratings yet
- Wind Load CalculationDocument19 pagesWind Load CalculationIgnatius SamrajNo ratings yet
- ManholesDocument20 pagesManholesA.K.A. HajiNo ratings yet
- Astm D5199-01Document4 pagesAstm D5199-01thaiduyduc123No ratings yet
- Structural AnalysisnewDocument6 pagesStructural AnalysisnewJunith Jay CalinawanNo ratings yet
- Structural SteelDocument6 pagesStructural SteelKevin VargheseNo ratings yet
- Australia Government Intumescent Paint ApplicationDocument14 pagesAustralia Government Intumescent Paint Applicationdevangmajithia100% (2)
- Footing Design As Per AstmDocument102 pagesFooting Design As Per AstmZankar R ParikhNo ratings yet
- Bentonite Powder SpecDocument1 pageBentonite Powder SpecSanthoshKumarSharmaCHNo ratings yet
- Guide To The Specification & Application of Screeds: The Resin Flooring AssociationDocument16 pagesGuide To The Specification & Application of Screeds: The Resin Flooring Associationmoizm53100% (1)
- Tarmac - BSEN 206 Guide 0209Document2 pagesTarmac - BSEN 206 Guide 0209Franklin TwumasiNo ratings yet
- Sikadur 732Document2 pagesSikadur 732Hafidh Roiy100% (1)
- Welding enDocument54 pagesWelding enyohanes_ongNo ratings yet
- Cop On Access For External Maintenance 2021Document34 pagesCop On Access For External Maintenance 2021Ck ManNo ratings yet
- Notes For Workings Near GTP - 0714Document5 pagesNotes For Workings Near GTP - 0714lim kang haiNo ratings yet
- Us Navy Practical Guide Flame Bending PipeDocument102 pagesUs Navy Practical Guide Flame Bending PipeBrian DohertyNo ratings yet
- Estimating Guide For Woven Mesh GabionsDocument3 pagesEstimating Guide For Woven Mesh GabionsJayson TeeNo ratings yet
- BS 6076.1996Document19 pagesBS 6076.1996Yaser Al ShabasyNo ratings yet
- Cat Ladder Sketch-DetailDocument1 pageCat Ladder Sketch-DetailIsmailNassarNo ratings yet
- Minimum Steel Reinforcement in Concrete and Clear Cover RequirementsDocument3 pagesMinimum Steel Reinforcement in Concrete and Clear Cover RequirementsMuhammadIqbalMughalNo ratings yet
- Fink TrussDocument4 pagesFink TrussJommel GonzalesNo ratings yet
- AD 431 - Column Web Panel Strengthening, June 2019Document1 pageAD 431 - Column Web Panel Strengthening, June 2019symon ellimacNo ratings yet
- Intumescent Adhesion StudyDocument58 pagesIntumescent Adhesion StudyPeter ThomsonNo ratings yet
- S15 - Structural SteelworkDocument33 pagesS15 - Structural SteelworkChe Abdul Roni MustafaNo ratings yet
- Steel SpecDocument14 pagesSteel SpecTOM YEENo ratings yet
- Standard Specification For Hot Dip GalvanizingDocument4 pagesStandard Specification For Hot Dip GalvanizingNuzul Furqony100% (1)
- FACTORIES AND MACHINERY AMD 2006 ActA1268bm PDFDocument28 pagesFACTORIES AND MACHINERY AMD 2006 ActA1268bm PDFGnabBangNo ratings yet
- Lifting Lug Calculation PDFDocument5 pagesLifting Lug Calculation PDFGnabBangNo ratings yet
- Commercial Vehicles Types TiresF2018L01517 PDFDocument51 pagesCommercial Vehicles Types TiresF2018L01517 PDFGnabBangNo ratings yet
- HIRARC GuideLine From DOSHDocument34 pagesHIRARC GuideLine From DOSHMohd Hadri50% (2)
- SI Spects Cidb 2Document33 pagesSI Spects Cidb 2rowatersNo ratings yet
- Guideline For Preparing A Traffic Management PlanDocument2 pagesGuideline For Preparing A Traffic Management Planmira0604No ratings yet
- Earthworks COntent PageDocument1 pageEarthworks COntent PageGnabBangNo ratings yet
- Scaffold TestDocument28 pagesScaffold TestAbdulSamadNo ratings yet
- Checklist - Intrepretation of CIU Test - NoRDocument7 pagesChecklist - Intrepretation of CIU Test - NoRGnabBangNo ratings yet
- UCS DolomiteDocument15 pagesUCS Dolomiteranjeevkumar100% (2)
- Rock SlopePresesntationDocument75 pagesRock SlopePresesntationJpver10000% (1)
- Citra Suct Ractangular - Over - Head - Water - Tank - (Complete)Document44 pagesCitra Suct Ractangular - Over - Head - Water - Tank - (Complete)GnabBangNo ratings yet
- JKR Schedule of Unit RatesDocument50 pagesJKR Schedule of Unit RatesCheng75% (28)
- Osha FS-3760Document2 pagesOsha FS-3760samNo ratings yet
- Offshore Oil and Gas Industry - Abbreviations and AcronymsDocument40 pagesOffshore Oil and Gas Industry - Abbreviations and Acronymsmadonnite3781No ratings yet
- Certificate of Compliance and Completion CCC - CFO - PSPDocument3 pagesCertificate of Compliance and Completion CCC - CFO - PSPGnabBangNo ratings yet
- Design and Performance of Tubular Steel ScaffoldingDocument16 pagesDesign and Performance of Tubular Steel ScaffoldingGnabBang100% (1)
- Pile Test Loading CycleDocument1 pagePile Test Loading CycleGnabBangNo ratings yet
- Warranty FormatDocument1 pageWarranty FormatSEC Machines100% (1)
- RC PilesDocument4 pagesRC Pileshasif21No ratings yet
- Checklist - Rock Toe - NoRDocument4 pagesChecklist - Rock Toe - NoRGnabBangNo ratings yet
- Rubble Masonry RetWall SpecsDocument1 pageRubble Masonry RetWall SpecsGnabBangNo ratings yet
- Specification For Rock ExcavationDocument12 pagesSpecification For Rock ExcavationGnabBangNo ratings yet
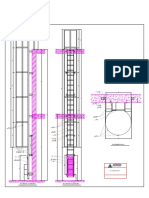
- Steel Tower For SignboardDocument1 pageSteel Tower For SignboardGnabBangNo ratings yet
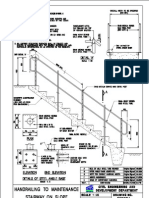
- Handrailing For Maintenance Stairway Hong Kong Ic2103jDocument1 pageHandrailing For Maintenance Stairway Hong Kong Ic2103jGnabBangNo ratings yet
- Nusa INtan STP - slopESDocument14 pagesNusa INtan STP - slopESGnabBangNo ratings yet
- Staircase CollDocument1 pageStaircase CollGnabBangNo ratings yet
- Tech Proposal - KTA PumpsDocument1 pageTech Proposal - KTA PumpsGnabBangNo ratings yet
- Steel Tower For SignboardDocument1 pageSteel Tower For SignboardGnabBangNo ratings yet
- Cut-Off Drain Details Hong Kong Ic2401fDocument1 pageCut-Off Drain Details Hong Kong Ic2401fGnabBangNo ratings yet
- HP Error CodesDocument12 pagesHP Error Codesingmar_sNo ratings yet
- Linux 2Document12 pagesLinux 2Kishan GohelNo ratings yet
- Packaging ZPanel PackagesDocument2 pagesPackaging ZPanel PackagesronifebriantoNo ratings yet
- DT301Document18 pagesDT301Antonio PalomoNo ratings yet
- Samsung WQHD 32 SD850 Manual PDFDocument114 pagesSamsung WQHD 32 SD850 Manual PDFwbsmithiiNo ratings yet
- Tadano GR 1600XL 2 PDFDocument14 pagesTadano GR 1600XL 2 PDFAsad Mohammad RafiqueNo ratings yet
- Ne40e v800r0220c00spc600 Release NotesDocument49 pagesNe40e v800r0220c00spc600 Release NotesLuan BenatoNo ratings yet
- Ex 11Document10 pagesEx 11Siam HasanNo ratings yet
- Myfreelap Scenarios: Freelap Sa Av. Daniel Jeanrichard 2 Ch-2114 Fleurier +41 (0) 32 861 52 42 Contact@Freelap - CHDocument6 pagesMyfreelap Scenarios: Freelap Sa Av. Daniel Jeanrichard 2 Ch-2114 Fleurier +41 (0) 32 861 52 42 Contact@Freelap - CHAnonymous 3BBuadJXr2No ratings yet
- Schoumaker 2012Document30 pagesSchoumaker 2012Cathy HuNo ratings yet
- Devices and The InternetDocument5 pagesDevices and The InternetTôiLàHíNo ratings yet
- Panametrics Model 35, 35DL, 35HP, 35DLHP Ultrasonic Precision Thickness GagesDocument166 pagesPanametrics Model 35, 35DL, 35HP, 35DLHP Ultrasonic Precision Thickness GagesLaurence Beasley0% (1)
- AakashDocument3 pagesAakashAakashParanNo ratings yet
- IT 240 Week 2 Assignment LAN Topologies (1) Coursehero 2Document4 pagesIT 240 Week 2 Assignment LAN Topologies (1) Coursehero 2kwong811No ratings yet
- Flash Code Circuit Index 466EDocument5 pagesFlash Code Circuit Index 466EclaudioNo ratings yet
- PLBALDocument26 pagesPLBALJonathan Ruiz DakerNo ratings yet
- HC238 DatasheetDocument7 pagesHC238 DatasheetPablojkbNo ratings yet
- Cjoy Operator Terminal Hardware Module DescriptionDocument16 pagesCjoy Operator Terminal Hardware Module Descriptionedi2805No ratings yet
- Service Manual: "!?$LU CODocument84 pagesService Manual: "!?$LU COantomullerNo ratings yet
- Nl6448ac30 06Document1 pageNl6448ac30 06Руслан МайбородаNo ratings yet
- Delta 2000Document144 pagesDelta 2000ovais_aijazNo ratings yet
- ASTM E18-05 AP Note Rockwell Hardness and Rockwell Superficical HardnessDocument4 pagesASTM E18-05 AP Note Rockwell Hardness and Rockwell Superficical HardnessAsif RazaNo ratings yet
- CS168 Midterm s12Document8 pagesCS168 Midterm s12Shan LuNo ratings yet
- 2 Lesson Plan in TLE Grade 9 - CHS JULYDocument9 pages2 Lesson Plan in TLE Grade 9 - CHS JULYReynald ManzanoNo ratings yet
- MCRNC Architecture and ConfigurationsDocument65 pagesMCRNC Architecture and Configurationskone mounaNo ratings yet
- Manual Horno Troxler NTO Oven Operation ManualDocument154 pagesManual Horno Troxler NTO Oven Operation ManualgonchowNo ratings yet
- Sahameter Case Study PDFDocument2 pagesSahameter Case Study PDFsapiencecorpNo ratings yet
- The Beginner's Guide To EffectsDocument10 pagesThe Beginner's Guide To EffectsAnda89% (9)
- Aspire 1410 1680Document129 pagesAspire 1410 1680alexgrtNo ratings yet
- VESDA Programmer ManualDocument6 pagesVESDA Programmer ManualtmaiNo ratings yet