You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- EG3409 Davit InspectionDocument10 pagesEG3409 Davit InspectionqaqcpipemanNo ratings yet
- Ams 2449 - 2004Document12 pagesAms 2449 - 2004Ehab HarbNo ratings yet
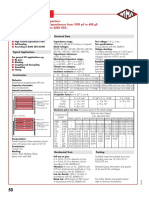
- Capacitores Poliester 100nfDocument13 pagesCapacitores Poliester 100nfThiago Felipe Soares GonçalvesNo ratings yet
- Maintenance Flare Step by StepDocument8 pagesMaintenance Flare Step by Steppandu_prabowo_jatiNo ratings yet
- Codix 553Document2 pagesCodix 553Carlos RodrigoNo ratings yet
- Method Statement - Ground Floor SlabDocument8 pagesMethod Statement - Ground Floor SlabHannaFouadNo ratings yet
- En 12245 2002 02 PDFDocument48 pagesEn 12245 2002 02 PDFjarugaacNo ratings yet
- Pfisterer Surge Arresters 11kV 33kV MV HV Medium High Voltage ArrestersDocument4 pagesPfisterer Surge Arresters 11kV 33kV MV HV Medium High Voltage Arrestersricosa00No ratings yet
- Pumy-P60nkmu Techservice Och502b 05-13Document114 pagesPumy-P60nkmu Techservice Och502b 05-13Marco RualesNo ratings yet
- NatSteel - Grade 600 RebarDocument7 pagesNatSteel - Grade 600 RebarSoe Minn SettNo ratings yet
- Core Exper Es: Innovation & SolutionDocument4 pagesCore Exper Es: Innovation & SolutionDaxesh PatelNo ratings yet
- Olin Epoxy Resins BrochureDocument12 pagesOlin Epoxy Resins BrochureMuhammad ZikryNo ratings yet
- Project: Coal conversion Project for BMIC in Asyut - Egypt Firefighting System ManualDocument23 pagesProject: Coal conversion Project for BMIC in Asyut - Egypt Firefighting System ManualMugurelVasilescuNo ratings yet
- TX200 Series Industrial Robots: TS TX RX / TX TPDocument3 pagesTX200 Series Industrial Robots: TS TX RX / TX TPAnonymous v7GtpvLlNo ratings yet
- FXD Duplex Pump Specs & Performance RatingsDocument2 pagesFXD Duplex Pump Specs & Performance RatingsJonas Chaki MetelinNo ratings yet
- Guide to Hydraulic Transients for Liquids AnalysisDocument39 pagesGuide to Hydraulic Transients for Liquids AnalysisjvatsanNo ratings yet
- Astm D 785Document6 pagesAstm D 785IngJGMNo ratings yet
- HAAS VR11B MillOperManualDocument292 pagesHAAS VR11B MillOperManuallastowlNo ratings yet
- PolymersDocument33 pagesPolymersΕυαγγελία ΜητροπούλουNo ratings yet
- Sno Pro Diagnostic Troubleshooting Guide 72 520 1Document72 pagesSno Pro Diagnostic Troubleshooting Guide 72 520 1papamatt100% (1)
- PRODUCT DATA SHEET Sika®Chapdur®Document3 pagesPRODUCT DATA SHEET Sika®Chapdur®Thamizhanban RNo ratings yet
- Unit 1: Classification of Cost ContentDocument14 pagesUnit 1: Classification of Cost ContentSimon MollaNo ratings yet
- Drainage Pumps for Construction and Floodwater ProjectsDocument4 pagesDrainage Pumps for Construction and Floodwater ProjectsNatalia GarciaNo ratings yet
- Ad. and Disad. of AutomationDocument4 pagesAd. and Disad. of AutomationKumar Buddhi PrakashNo ratings yet
- Astm B561Document2 pagesAstm B561Rul MoralesNo ratings yet
- Vivapur: Preliminary Data SheetDocument1 pageVivapur: Preliminary Data SheetMARIBEL ROMERONo ratings yet
- 10 Minute Variable CapacitorDocument7 pages10 Minute Variable Capacitorgigi_shmenNo ratings yet
- Cornell Pump Company Refrigerant Pump 1.5CBHDocument2 pagesCornell Pump Company Refrigerant Pump 1.5CBHJavier AffifNo ratings yet
- 05-NEWJCM Brochure 2016Document8 pages05-NEWJCM Brochure 2016RAVI SHANKARNo ratings yet
- STABURAGS NBU 12-300 KP 017062 PI GB enDocument2 pagesSTABURAGS NBU 12-300 KP 017062 PI GB enmuhammad saputraNo ratings yet