You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- How Will Climate Change Affect The Cairns Region?Document2 pagesHow Will Climate Change Affect The Cairns Region?kurabyqld100% (1)
- Ucc3941 5Document20 pagesUcc3941 5kurabyqldNo ratings yet
- 0115Document7 pages0115kurabyqldNo ratings yet
- Azeez SramlimitsDocument4 pagesAzeez SramlimitskurabyqldNo ratings yet
- P578Document1 pageP578Anonymous 0YEApBuZINo ratings yet
- Pronouns EnglishDocument13 pagesPronouns EnglishMihai AlexxNo ratings yet
- Low Frequency CapacitorsDocument3 pagesLow Frequency CapacitorskurabyqldNo ratings yet
- Features Description: Ltc3536 1A Low Noise, Buck-Boost DC/DC ConverterDocument28 pagesFeatures Description: Ltc3536 1A Low Noise, Buck-Boost DC/DC ConverternevdullNo ratings yet
- RHPZ, A Two Way Control PathDocument11 pagesRHPZ, A Two Way Control PathkurabyqldNo ratings yet
- APL 2009 RateequationanalysisDocument3 pagesAPL 2009 RateequationanalysiskurabyqldNo ratings yet
- 0217Document1 page0217kurabyqldNo ratings yet
- 15 Thomsen ISSCC 2000Document2 pages15 Thomsen ISSCC 2000kurabyqldNo ratings yet
- Logicworks4 TutorialDocument10 pagesLogicworks4 TutorialAbdullah HasanNo ratings yet
- JAP1998 Nonvolatilememory Ac NitrogendopedDocument5 pagesJAP1998 Nonvolatilememory Ac NitrogendopedkurabyqldNo ratings yet
- NanoMat12 Optional Paper 01bDocument6 pagesNanoMat12 Optional Paper 01bkurabyqldNo ratings yet
- ECE 304: Iterative Design of Feedback Network: SchematicDocument6 pagesECE 304: Iterative Design of Feedback Network: SchematickurabyqldNo ratings yet
- Fully DepletedDocument4 pagesFully DepletedkurabyqldNo ratings yet
- Apl 2002 Electronic CharacDocument3 pagesApl 2002 Electronic CharackurabyqldNo ratings yet
- Integrator's Time ConstantsDocument2 pagesIntegrator's Time ConstantskurabyqldNo ratings yet
- 13.1 A Fully-Integrated Single-Chip SOC For BluetoothDocument3 pages13.1 A Fully-Integrated Single-Chip SOC For BluetoothkurabyqldNo ratings yet
- Abstract ISSCC2011 SC2 AbstractDocument1 pageAbstract ISSCC2011 SC2 AbstractkurabyqldNo ratings yet
- 30 Bollati JSSC 2001Document11 pages30 Bollati JSSC 2001kurabyqldNo ratings yet
- Analysis and Optimization of Accumulation-Mode Varactor For RFDocument2 pagesAnalysis and Optimization of Accumulation-Mode Varactor For RFkurabyqldNo ratings yet
- 65 Caprio ElecLett 1973Document2 pages65 Caprio ElecLett 1973kurabyqldNo ratings yet
- Abstract ISSCC2011 SC1 AbstractDocument1 pageAbstract ISSCC2011 SC1 AbstractkurabyqldNo ratings yet
- New F820 Survival Magnesium Flint Fire Steel Starter Start StickDocument4 pagesNew F820 Survival Magnesium Flint Fire Steel Starter Start StickkurabyqldNo ratings yet
- 2 Kinget CICC 2008Document6 pages2 Kinget CICC 2008kurabyqldNo ratings yet
- Transactions Briefs: Improved Switched Tuning of Differential Cmos VcosDocument4 pagesTransactions Briefs: Improved Switched Tuning of Differential Cmos VcoskurabyqldNo ratings yet
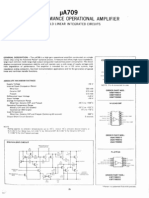
- 709 Op AmpDocument7 pages709 Op AmpWuttichai KiamNo ratings yet
- PLCC Lightbar Modules (IP67) - Eng - v2Document0 pagesPLCC Lightbar Modules (IP67) - Eng - v2kurabyqldNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 2011 WednesdayDocument123 pages2011 WednesdaykarthikkandaNo ratings yet
- Main Catalogue 9 Transformerer Power SupplyDocument12 pagesMain Catalogue 9 Transformerer Power SupplyRadu Fabian FishyNo ratings yet
- Open Elective BTech 2nd Yr 2023 24 v2Document19 pagesOpen Elective BTech 2nd Yr 2023 24 v2bhaivarun65No ratings yet
- VBG08H-E: Ignition Coil Driver Power I.CDocument34 pagesVBG08H-E: Ignition Coil Driver Power I.CAngel VelasquezNo ratings yet
- Pic12f1572 40001723CDocument308 pagesPic12f1572 40001723CAnonymous 3GwpCKNo ratings yet
- Iot Based Smart Solar Street Light Battery/Panel Fault DetectionDocument6 pagesIot Based Smart Solar Street Light Battery/Panel Fault DetectionEmmanuel AjibolaNo ratings yet
- Java RingDocument12 pagesJava RingMegha OmshreeNo ratings yet
- Atmel AVRDocument13 pagesAtmel AVRAnonymous E4Rbo2sNo ratings yet
- Miller Thunderbolt XL AC-DCDocument2 pagesMiller Thunderbolt XL AC-DCMphilipT100% (1)
- Simulation of Solar Powered Water Pumping System Using Induction Motor PDFDocument4 pagesSimulation of Solar Powered Water Pumping System Using Induction Motor PDFInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- WWW - Manaresults.co - In: Linear Ic ApplicationsDocument1 pageWWW - Manaresults.co - In: Linear Ic Applicationst chinnaNo ratings yet
- Tda 7339Document12 pagesTda 7339Giovanni Carrillo VillegasNo ratings yet
- Intrinsic Semiconductor: Free Electrons HolesDocument7 pagesIntrinsic Semiconductor: Free Electrons HolesSyed Zubair ZahidNo ratings yet
- Plastic MemoryDocument18 pagesPlastic Memorykrishan jangirNo ratings yet
- Microwave Engineering MCC121, 7.5hec, 2014: Passive DevicesDocument47 pagesMicrowave Engineering MCC121, 7.5hec, 2014: Passive DevicesBruno AlvimNo ratings yet
- Low-Power Economy Bicmos Current-Mode PWMDocument26 pagesLow-Power Economy Bicmos Current-Mode PWMmigsayalNo ratings yet
- Panasonic DMR Eh60pcDocument82 pagesPanasonic DMR Eh60pcdioporcasso0% (1)
- TI - PCB Design Guidelines For 0.5mm Package-On-PackageDocument32 pagesTI - PCB Design Guidelines For 0.5mm Package-On-Packagesanjeevsoni64No ratings yet
- AM2837 V0.3 EngDocument9 pagesAM2837 V0.3 Engjuanito35731057No ratings yet
- Shilin Sc3Document200 pagesShilin Sc3Christian JacoboNo ratings yet
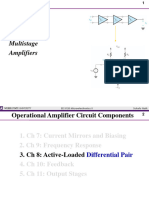
- Chapter 8 Differential and Multistage Amplifiers Ee 3120 Microelectronics IIDocument22 pagesChapter 8 Differential and Multistage Amplifiers Ee 3120 Microelectronics IIswagat656No ratings yet
- Au/Sn Solder Alloy and Its Applications in Electronics PackagingDocument7 pagesAu/Sn Solder Alloy and Its Applications in Electronics PackagingTeguh Yassi Akasyah PutraNo ratings yet
- BGA's, LGA's, QFN/DFN's - Oh My, Can Traditional DFM SurviveDocument54 pagesBGA's, LGA's, QFN/DFN's - Oh My, Can Traditional DFM SurvivemrbustaNo ratings yet
- Irf640n PDFDocument12 pagesIrf640n PDFLeonel Antonio100% (1)
- Analysis of Corona Discharge and Earth Fault 0N 33Kv OverheadlineDocument3 pagesAnalysis of Corona Discharge and Earth Fault 0N 33Kv Overheadlinem.a.hadiNo ratings yet
- 100 RFME 2 MarksDocument11 pages100 RFME 2 MarksdhanarajNo ratings yet
- 02journalpublication PortableSmartPhoneChargerUsingHumanMechanicalEnergyDocument7 pages02journalpublication PortableSmartPhoneChargerUsingHumanMechanicalEnergyjohn Anand PaulNo ratings yet
- Basic Insulation & Power Factor Theory ExplainedDocument17 pagesBasic Insulation & Power Factor Theory ExplainedNeelakandan Masilamani100% (2)
- 74HC73Document19 pages74HC73S. ChavesNo ratings yet
- Westinghouse Ds and DSL Low Voltage Power Circuit Breakers and Cell PartsDocument28 pagesWestinghouse Ds and DSL Low Voltage Power Circuit Breakers and Cell PartsRodney PimentaNo ratings yet