You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Basics of Harmonics in Electrical SystemsDocument3 pagesBasics of Harmonics in Electrical Systemsavandetq15No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- And-Tips - Aspx#Q3 What Is The Difference Between The Opaque Tappi Dirt Chart and The Transparent Tappi Dirt Chart?Document51 pagesAnd-Tips - Aspx#Q3 What Is The Difference Between The Opaque Tappi Dirt Chart and The Transparent Tappi Dirt Chart?Govinda RajNo ratings yet
- Calibration - The Definition: Calibration of Pyrometers Using Black BodyDocument5 pagesCalibration - The Definition: Calibration of Pyrometers Using Black Bodyavandetq15No ratings yet
- Calculation of Cable ResistanceDocument1 pageCalculation of Cable Resistanceavandetq15No ratings yet
- Basics of Transformer RatingsDocument2 pagesBasics of Transformer Ratingsavandetq15No ratings yet
- Checklist For Selecting and Order An Electric MotorDocument2 pagesChecklist For Selecting and Order An Electric Motoravandetq15No ratings yet
- 01 Paper Machine Steam & Condensate Systems PDFDocument47 pages01 Paper Machine Steam & Condensate Systems PDFMiguel Angel Mendoza Suazo88% (8)
- Types of Earthing Systems Used in Electrical InstallationsDocument4 pagesTypes of Earthing Systems Used in Electrical Installationsavandetq15No ratings yet
- Stock Preparation PresentationDocument83 pagesStock Preparation PresentationvivekbhuchemNo ratings yet
- Internship Report PM6-LINEDocument42 pagesInternship Report PM6-LINEabduslam57% (7)
- The Basic of Crowning Industrial RollersDocument8 pagesThe Basic of Crowning Industrial RollersJuan Carlos CárdenasNo ratings yet
- Papermaking: SCA Publication Papers Technical SupportDocument16 pagesPapermaking: SCA Publication Papers Technical SupportKarina Dewi OktavianiNo ratings yet
- Best Practice Manual - DryersDocument43 pagesBest Practice Manual - DryersPradipta Kumar MohantyNo ratings yet
- AC Motor Duty Cycle Types As Per IEC StandardsDocument2 pagesAC Motor Duty Cycle Types As Per IEC Standardsavandetq15100% (2)
- Tappi TIP 0404-63 PDFDocument25 pagesTappi TIP 0404-63 PDFmd ibrahimNo ratings yet
- Papermaking ProcessDocument29 pagesPapermaking ProcessKrizel Ashley Guzman100% (1)
- Thermal Properties of Cable PolymersDocument1 pageThermal Properties of Cable Polymersavandetq15No ratings yet
- Common Causes of Battery FailuresDocument2 pagesCommon Causes of Battery Failuresavandetq15No ratings yet
- Common Ingress Protection (IP) Ratings For Electric MotorsDocument2 pagesCommon Ingress Protection (IP) Ratings For Electric Motorsavandetq15No ratings yet
- Basics of Electrical Lighting Design IDocument3 pagesBasics of Electrical Lighting Design Iavandetq15No ratings yet
- Basic Battery TerminologyDocument3 pagesBasic Battery Terminologyavandetq15No ratings yet
- Basics of Coaxial Cables Used in Electronic and Computer SystemsDocument7 pagesBasics of Coaxial Cables Used in Electronic and Computer Systemsavandetq15No ratings yet
- Basic Parts of a Three Phase (3-Փ) Squirrel Cage Induction MotorDocument2 pagesBasic Parts of a Three Phase (3-Փ) Squirrel Cage Induction Motoravandetq15No ratings yet
- Automation Weekly Report enDocument1 pageAutomation Weekly Report enavandetq15No ratings yet
- Sj7 Star Official Manual 2018 - v1.21 - enDocument23 pagesSj7 Star Official Manual 2018 - v1.21 - enavandetq15No ratings yet
- Ampacity Correction Factors For All CablesDocument1 pageAmpacity Correction Factors For All Cablesavandetq15No ratings yet
- Ampacity of A ConductorDocument2 pagesAmpacity of A Conductoravandetq15No ratings yet
- AC Resistance of A ConductorDocument3 pagesAC Resistance of A Conductoravandetq15No ratings yet
- AC Motor Name Plate - Terms & MeaningsDocument2 pagesAC Motor Name Plate - Terms & Meaningsavandetq15No ratings yet
- I.Personal Information: Curriculum VitaeDocument3 pagesI.Personal Information: Curriculum Vitaeavandetq15No ratings yet
- As-Found and As-Left Documentation During CalibrationDocument3 pagesAs-Found and As-Left Documentation During Calibrationavandetq15No ratings yet
- Basics of A Five Point CalibrationDocument2 pagesBasics of A Five Point Calibrationavandetq15No ratings yet
- The Control and Manipulation of Data Allows The Actual Status of An Action To Be Reported For Example How Many Cars Are Currently in The Car Park?Document3 pagesThe Control and Manipulation of Data Allows The Actual Status of An Action To Be Reported For Example How Many Cars Are Currently in The Car Park?avandetq15No ratings yet
- Automated Calibrations: Calibration Solenoid ValvesDocument3 pagesAutomated Calibrations: Calibration Solenoid Valvesavandetq15No ratings yet
- Sjcam Sj7 StarDocument17 pagesSjcam Sj7 Staravandetq15No ratings yet
- Vnt19 Instrument ListDocument9 pagesVnt19 Instrument Listavandetq15No ratings yet
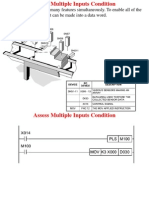
- The Sensor Array Checks Many Features Simultaneously. To Enable All of The Data To Be Easily Handled, It Can Be Made Into A Data WordDocument3 pagesThe Sensor Array Checks Many Features Simultaneously. To Enable All of The Data To Be Easily Handled, It Can Be Made Into A Data Wordavandetq15No ratings yet
- To Do List: NO. Task Detail TaskDocument12 pagesTo Do List: NO. Task Detail Taskavandetq15No ratings yet
- Sjcam Sj7 StarDocument17 pagesSjcam Sj7 Staravandetq15No ratings yet
- (A-B) Mini-Encyclopedia of Papermaking Wet-End ChemistryDocument5 pages(A-B) Mini-Encyclopedia of Papermaking Wet-End ChemistryAhmed AsforaNo ratings yet
- JKReportDocument16 pagesJKReportKavya SindalNo ratings yet
- Form Guide GBDocument109 pagesForm Guide GBMilić FilipovićNo ratings yet
- Designing of Forming Fabric Considering Paper Making AspectsDocument6 pagesDesigning of Forming Fabric Considering Paper Making AspectsLev BNo ratings yet
- ITC Limited, PSPD, BhadrachalamDocument25 pagesITC Limited, PSPD, BhadrachalamdishkuNo ratings yet
- Behind The Scenes A Comparison Guide For Potlatch PapersDocument25 pagesBehind The Scenes A Comparison Guide For Potlatch PapersSappiETCNo ratings yet
- Dokumen - Tips Tappi 0502 17 Papermaker FormulaDocument19 pagesDokumen - Tips Tappi 0502 17 Papermaker FormulaKhanittha HomdangNo ratings yet
- Learning Assignment 1Document3 pagesLearning Assignment 1notengofffNo ratings yet
- Empaque EuropaDocument28 pagesEmpaque EuropaJerald Dipas Kaito SoraNo ratings yet
- SPBDocument6 pagesSPBNareshkumar PanduranganNo ratings yet
- Modeling and Control of The Paper Machine Drying Section: Slätteke, OlaDocument253 pagesModeling and Control of The Paper Machine Drying Section: Slätteke, OlaEduardo GuidoNo ratings yet
- Minimizing Variations On The Yankee Dryer: Magnus Högman Valmet ABDocument55 pagesMinimizing Variations On The Yankee Dryer: Magnus Högman Valmet ABApitNo ratings yet
- A Paper Sculpture Foundation Guide For ArtistsDocument30 pagesA Paper Sculpture Foundation Guide For ArtistsIva MandicNo ratings yet
- BTG Product DigestDocument26 pagesBTG Product DigestRam KumarNo ratings yet
- Feltest Whitepaper - Correct Felt Permeability (ENG)Document6 pagesFeltest Whitepaper - Correct Felt Permeability (ENG)Engr. Waqar AliNo ratings yet
- Improving Paper Mill Productivity Using Thermal Imagers: Mahesh S KotianDocument33 pagesImproving Paper Mill Productivity Using Thermal Imagers: Mahesh S Kotianrajeevtyagi41No ratings yet
- Paper Machine Boil Out SpargerDocument1 pagePaper Machine Boil Out SpargerKelly RobertsNo ratings yet
- 11 Voith (2020 - 08 - 15 14 - 09 - 52 UTC)Document43 pages11 Voith (2020 - 08 - 15 14 - 09 - 52 UTC)Robert TirtawigoenaNo ratings yet
- Industrial Economics and Entrepreneurship Development Creative Assignment OnDocument15 pagesIndustrial Economics and Entrepreneurship Development Creative Assignment OnDynamic bhagwanNo ratings yet
- Industrial Project ReportDocument28 pagesIndustrial Project ReporteiribooksNo ratings yet
- WWW LinnmachineryDocument3 pagesWWW LinnmachineryavgpaulNo ratings yet