Professional Documents
Culture Documents
CNC
Uploaded by
Gaby RodriguezOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
CNC
Uploaded by
Gaby RodriguezCopyright:
Available Formats
El Tigre, Junio del 2013
Introduccin Actualmente existe un ambiente de grandes expectativas e incertidumbre. Mucho de esto se da por los rpidos cambios de la tecnologa actual, pues estos no permiten asimilarla en forma adecuada de modo que es muy difcil sacar su mejor provecho. Tambin surgen cambios rpidos en el orden econmico y poltico los cuales en sociedades como la nuestra (pases en desarrollo) inhiben el surgimiento de soluciones autctonas o propias para nuestros problemas ms fundamentales. El control numrico se puede definir de una forma genrica como un dispositivo de automatizacin de una mquina que, mediante una serie de instrucciones codificadas (el programa), controla su funcionamiento. Desde los orgenes del control numrico todos los esfuerzos se han encaminado a incrementar la productividad, precisin, rapidez y flexibilidad de las mquinas-herramienta. Su uso ha permitido la mecanizacin de piezas muy complejas, especialmente en la industria aeronutica, que difcilmente se hubieran podido fabricar de forma manual Cada programa establece un determinado proceso a realizar por la mquina,con lo que una misma mquina puede efectuar automticamente procesos distintos sin ms que sustituir su programa de trabajo Surge la necesidad de adecuar nuestras industrias a fin de que puedan satisfacer el reto de los prximos aos. Una opcin o alternativa frente a esto es la reconversin de las industrias introduciendo el elemento de la automatizacin. Sin embargo se debe hacerse en la forma ms adecuada de modo que se pueda absorber gradualmente la nueva tecnologa en un tiempo adecuado; todo esto sin olvidar los factores de rendimiento de la inversin y capacidad de produccin. Las maquinas herramienta de control numrico configuran una tecnologa de fabricacin que de la mano de la microelectrnica, la automtica y la informtica industrial ha experimentado en los ltimos aos un desarrollo acelerado y una plena incorporacin a los procesos productivos.
Descripcin del Control numrico computarizado El control numrico computarizado es un sistema
de automatizacin de mquinas herramienta que son operadas mediante comandos programados en un medio de almacenamiento, en
comparacin con el mando manual mediante volantes o palancas. Basadas en las mquinas existentes con motores modificados cuyos mandos se accionaban automticamente siguiendo las instrucciones dadas en un sistema de tarjeta perforad. Estos servomecanismos inciales se desarrollaron rpidamente con equipos analgicos y digitales. En una mquina CNC, a diferencia de una mquina convencional o manual, una computadora controla la posicin y velocidad de los motores que accionan los ejes de la mquina. Gracias a esto, puede hacer movimientos que no se pueden lograr manualmente como crculos, lneas diagonales y figuras complejas tridimensionales. Las mquinas CNC son capaces de mover la herramienta al mismo tiempo en los tres ejes para ejecutar trayectorias tridimensionales como las que se requieren para el maquinado de complejos moldes y troqueles como se muestra en la imagen. En una mquina CNC una computadora controla el movimiento de la mesa, el carro y el husillo. Una vez programada la mquina, sta ejecuta todas las operaciones por s sola, sin necesidad de que el operador est manejndola. Esto permite aprovechar mejor el tiempo del personal para que sea ms productivo.
Bases para la programacin del sistema numrico computarizado
Se pueden utilizar dos mtodos, la programacin manual y la programacin automtica. Programacin manual
En este caso, el programa pieza se escribe nicamente por medio de razonamientos y clculos que realiza un operario. El programa de
mecanizado comprende todo el conjunto de datos que el control necesita para la mecanizacin de la pieza. Al conjunto de informaciones que corresponde a una misma fase del mecanizado se le denomina bloque o secuencia, que se numeran para facilitar su bsqueda. Este conjunto de informaciones es interpretado por el intrprete de rdenes. Una secuencia o bloque de programa debe contener todas las funciones geomtricas, funciones mquina y funciones tecnolgicas del mecanizado. De tal modo, un bloque de programa consta de varias instrucciones. El comienzo del control numrico ha estado caracterizado por un desarrollo anrquico de los cdigos de programacin. Cada constructor utilizaba el suyo particular. Posteriormente, se vio la necesidad de normalizar los cdigos de programacin como condicin indispensable para que un mismo programa pudiera servir para diversas mquinas con tal de que fuesen del mismo tipo. Los caracteres ms usados comnmente, regidos bajo la norma DIN 66024 y 66025 son, entre otros, los siguientes: *A B C: rotaciones alrededor de los ejes principales. *D E: rotaciones alrededor de ejes secundarios. *F: velocidad de avance de la herramienta. G: es la direccin correspondiente a las funciones preparatorias. Se utilizan para informar al control de las caractersticas de las funciones de mecanizado, como por ejemplo, forma de la trayectoria, tipo de correccin de herramienta, parada temporizada, ciclos automticos, programacin absoluta y relativa, etc. La funcin G va seguida de un nmero de dos cifras que permite programar hasta 100 funciones preparatorias diferentes. *I J K: coordenadas de centros de crculos * M: es la direccin correspondiente a las funciones auxiliares o complementarias. Se usan para indicar a la mquina herramienta que se deben realizar operaciones tales como parada programada, rotacin del husillo a derechas o a izquierdas, cambio de til, etc.
N: es la direccin correspondiente al nmero de bloque o secuencia. Esta direccin va seguida normalmente de un nmero de tres o cuatro cifras. En el caso del formato N03, el nmero mximo de bloques que pueden programarse es 1000 (N000 hasta N999). *P Q R: desplazamiento segn direcciones terciarias *S: velocidad de rotacin de la herramienta *T: es la direccin correspondiente al nmero de herramienta. Va seguido de un nmero de cuatro cifras en el cual los dos primeros indican el nmero de herramienta y los dos ltimos el nmero de correccin de la misma *U V W: desplazamiento en las direcciones secundarias. X, Y, Z: son las direcciones correspondientes a las cotas segn los ejes X, Y, Z de la mquina herramienta (Y planos cartesianos). Dichas cotas se pueden programar en forma absoluta o relativa, es decir, con respecto al cero pieza o con respecto a la ltima cota
Programacin automtica
En este caso, los clculos los realiza un computador, a partir de datos suministrados por el programador dando como resultado el programa de la pieza en un lenguaje de intercambio llamado APT que posteriormente ser traducido mediante un post-procesador al lenguaje
mquina adecuado para cada control. Por esta razn recibe el nombre de CAM (Computer Aided Machining o Mecanizado Asistido por
Computadora).
Orgenes En principio, contrariamente a lo que se pudiera pensar, el Control Numrico de Mquinas Herramientas no fue concebido para mejorar los procesos de fabricacin, sino para dar solucin a problemas tcnicos surgidos a consecuencia de] diseo de piezas cada vez ms difciles de mecanizar. En esta poca las computadoras estaban en sus inicios y eran
tan grandes que el espacio ocupado por la computadora era mayor que el de la mquina. En 1942, la "Bendix Corporation" tiene problemas con la fabricacin de una leva tridimensional para el regulador de una bomba de inyeccin para motores de avin. El perfil tan especial de dicha leva es prcticamente imposible de realizar con mquinas comandadas
manualmente. La dificultad provena de combinar los movimientos del til simultneamente segn varios ejes de coordenadas, hallando el perfil deseado. Se acord entonces confiar los clculos a una mquina automtica que definiera gran nmero de puntos de la trayectoria, siendo el til conducido sucesivamente de uno a otro. En 1947, Jhon Parsons, constructor de hlices de helicpteros, americano, concibe un mando automtico. La idea de utilizar cartas perforadas (comportando las coordenadas de los ejes de los agujeros) en un lector que permitiera traducir las seales de mando a los dos ejes. En esta poca, la U.S. Air Force estaba preocupada con la fabricacin de estructuras difciles de trabajar por copiado susceptibles de ser modificadas rpidamente. Gracias a su sistema, Parsons obtiene un contrato y el apoyo del Massachusetts Institute of Technologie. El Gobierno americano apoya la iniciativa para el desarrollo de una fresadora de tres ejes en contorneado mandado por control digital. En 1953, despus de cinco aos de puesta a punto, el M.I.T. utiliza por primera vez la apelacin de "Numerical Control" En 1956, la U.S.A.F. hace un pedido de 170 mquinas de Control Numrico a tres grandes Constructores Americanos: Cincinnati Milling Machine Company, Giddin & Levis, Kearney & Trecker. Paralelamente a esta evolucin, ciertos constructores se interesan por el desarrollo de mquinas ms simples para trabajos, tales como taladrado, mandrinado y punteado, que no requieren ningn movimiento continuo, pero s un posicionamiento preciso.
De esta forma se ha visto que la necesidad industrial de la aeronutica fue la que cre la demanda de sistemas continuos complejos. El paso de complejos a simples revolucion los procesos de fabricacin. En 1960, tambin en el M.I.T. se realizaron las primeras demostraciones de Control Adaptable (un perfeccionamiento del Control Numrico que permite, adems, la autorregulacin de las condiciones de trabajo de las mquinas). A finales de 1968 tuvieron lugar los primeros ensayos de Control Numrico Directo (DNC). En general, el incremento en la utilizacin de mquinas
herramientas con CN se debe a que un gran nmero de problemas, que se consideraban bien resueltos por los mtodos de trabajo clsicos, que pueden tener una respuesta ventajosa desde el punto de vista tcnico mediante la utilizacin de dichas mquinas.
Fases de programacin La programacin de una mquina herramienta de control numrico consiste en elaborar y codificarla informacin necesaria para mecanizar una pieza en un lenguaje que la mquina sepa interpretar. El proceso puede descomponerse en tres etapas: 1. PREPARACIN DEL TRABAJO. 2. CODIFICACIN DEL PROGRAMA. 3. PRUEBA Y PUESTA A PUNTO. La etapa de preparacin del trabajo es similar a la correspondiente del mecanizado convencional. A partir de las caractersticas de la pieza a obtener, de los medios de produccin disponibles, de sus caractersticas y posibilidades, se define una secuencia de operaciones elementales, definiendo en cada una de ellas las herramientas a utilizar y los utillajes necesarios. Se precisa tambin conocer las tcnicas de mecanizacin. 1. La preparacin del trabajo
Es fundamental para el programador tener un conocimiento exacto de las prestaciones que le ofrece tanto el control como la mquina herramienta. Las prestaciones que ofrece un control son muy variables, dependiendo de la complejidad y sofisticacin de la mquina herramienta que gobierna. El control de un centro de mecanizado con cambio automtico de piezas y herramientas precisar unas caractersticas muy superiores al CN de una taladradora. El control de un torno es diferente del de una fresadora de 5 ejes y un CN convencional tiene poco que ver con un CNC. Dentro de la preparacin del trabajo se puede establecer un planteo de cmo y qu secuencias deber seguir el proceso para poder realizar el mecanizado de una forma segura y rpida. Definicin del proceso: Conocidos los elementos de fabricacin disponibles, la definicin del proceso de mecanizacin puede dividirse en las siguientes etapas:
*Estudio del plano de la pieza a fabricar. *Anlisis de las operaciones elementales. *Seleccin de las herramientas. *Definicin de las condiciones tcnicas de mecanizado. * Diseo de utillajes. * Secuenciacin de las fases de trabajo. En la fase de estudio del plano, el preparador se informa de las caractersticas de las piezas a fabricar: material, dimensiones, cotas, tolerancias, acabados superficiales, etc., datos todos ellos que determinan las mquinas a utilizar. En la fase de anlisis de las operaciones elementales, el programador descompone las superficies a mecanizar en tramos correspondientes a las trayectorias que las herramientas pueden seguir. En general slo son lineales y circulares, sobre superficies planas o de revolucin. Este estudio geomtrico implica la definicin de las cotas de
los puntos inicio y final de cada tramo, as como el centro en las circulares. En la fase de seleccin de mquina se estudia qu operaciones pueden efectuarse en cada una delas mquinas disponibles, intentando disminuir al mximo el nmero de cambios de mquina y de atadas dela pieza. En la fase de seleccin de herramientas se eligen las ms adecuadas para cada operacin en funcin de las caractersticas de la misma y de las tolerancias y acabados superficiales deseados. En la fase de seleccin y diseo del utillaje se estudia, en general, el centraje y fijacin de la pieza sobre la mquina, procurando disponer de] mximo de caras y superficies libres para mecanizado y
procedimientos flexibles, precisos y rpidos de fijacin. En las fases de definicin de caractersticas tcnicas de mecanizado se establecen las velocidades de avance, profundidad de pasada y velocidad de corte adecuadas al material de la pieza segn la mquina herramienta utilizada, para obtener los ciclos de mecanizado ms cortos compatibles con la calidad exigida. En la fase de secuenciacin de operaciones se establece el orden en que se mecanizarn las distintas fases dibujando en cada caso un croquis de la zona a mecanizar, las herramientas y fijaciones utilizadas y los parmetros tcnicos de fabricacin. Terminada la definicin del proceso y conocidos los medios a utilizar y las operaciones a efectuar, el programador puede empezar a codificar. En general, esta fase de codificaciones es la que recibe el nombre de programacin del control numrico.
2. Codificacin del programa En la fase de codificacin se transcribe toda la informacin, segn los smbolos y reglas de sintaxis de un lenguaje comprensible por la mquina un soporte que el control pueda leer. Se precisa conocer las reglas del lenguaje que facilita el fabricante de la mquina en su manual.
3. Prueba y puesta a punto En la fase de prueba y puesta punto del programa se comprueba que en realidad la mquina ejecuta las operaciones previstas y se obtiene la pieza con la forma y acabado deseados. Segn el procedimiento utilizado se puede efectuar una simulacin previa del mecanizado antes de efectuar aprueba sobre la mquina. Si los medios disponibles no permiten efectuar esta simulacin, la prueba se realiza en vaco o con un material muy blando para evitar que los posibles errores de programacin daen la pieza o la mquina. En un proceso iterativo de prueba y modificacin se obtiene finalmente el programa correcto.
Sistema de referencia Sistema de referencia o marco de referencia es un conjunto de convenciones usadas por un observador para poder medir la posicin y otras magnitudes fsicas de un sistema fsico y de mecnica. Las trayectorias medidas y el valor numrico de muchas magnitudes son relativas al sistema de referencia que se considere, por esa razn, se dice que el movimiento es relativo. Sin embargo, aunque los valores numricos de las magnitudes pueden diferir de un sistema a otro, siempre estn relacionados por relaciones matemticas tales que permiten a un observador predecir los valores obtenidos por otro observador. El sistema de referencia Tambin es un conjunto de coordenadas
espacio-tiempo que se requiere para poder determinar la posicin de un punto en el espacio. Un sistema de referencia puede estar situado en el ojo de un observador. El ojo puede estar parado o en movimiento.
PUNTO DE REFERENCIA Una mquina dirigida por control numrico, necesita tener definidos los siguientes puntos de origen y de referencia: Cero mquina o punto de origen de la mquina. Es fijado por el constructor como el origen del sistema de coordenadas de la mquina.
Cero pieza o punto de origen de la pieza. Es el punto de origen que se fija para la programacin de las medidas de la pieza, puede ser elegido libremente por el programador y su referencia con el cero mquina se fija mediante el decalaje de origen. Punto de referencia. Es un punto de la mquina fijado por el fabricante sobre el que se realiza la sincronizacin del sistema. El control se posiciona sobre este punto, en lugar de desplazarse hasta el origen de la mquina, tomando entonces, las cotas de referencia que estn definidas mediante el parmetro mquina de los ejes "REFVALUE". Datos de la herramienta CNC Panel de control: la aparicin del CNC ha hecho posible la introduccin de datos de una manera ms cmoda mediante el uso de otros perifricos conectados al CN. Uno de ellos es el panel de control que han incorporado la mayor parte de los CN modernos. Este panel de control lleva incorporado un teclado y una serie de selectores y pulsadores que abarcan todas las informaciones codificadas necesarias para la programacin. Este panel se emplea para realizar modificaciones. Sobre los programas introducidos previamente en memoria, para programar a pie de mquina y para controlar y verificar el funcionamiento de la mquina-herramienta. Bsicamente, en la programacin a pie de' mquina se trata de introducir el programa a travs de un teclado funcional incorporado en el equipo o conectado al mismo de modo que su uso pueda ser compartido por varios CN. El inconveniente que presenta la programacin a pie de mquina es que se consume tiempo-mquina en el tecleo (entre 20 y 30 minutos normalmente) y que se suelen producir errores. Tales inconvenientes han quedado solucionados en parte por la posibilidad de que disfrutan los CN modernos de introduccin de programas mientras la mquina est trabajando (modo "background") y la de deteccin automtica de errores de sintaxis y geomtricos en los datos. La interaccin que permite el uso del teclado del panel de control permite la fcil correccin de programas, la introduccin de correctores de herramientas, su uso en trabajos normalmente reservados a mquinas convencionales con alto grado de interactividad hombre-mquina
(matricera) y el control total de la mquina desde un puesto centralizado. Como inconvenientes principales de la programacin a pie de. Mquina se encuentran el que todava debe disponerse de documentos en papel con el programa, en un ambiente de taller poco propicio para su manejo y la limitacin de memoria de los CN, que requiere la carga y descarga de programas en produccin de series cortas, por saturacin de su capacidad de almacenamiento. Comunicacin con ordenador externo: consiste en la transmisin y recepcin de programas entre un ordenador externo y el Control Numrico de una o varias mquinas-herramienta. La comunicacin se realiza a travs de un cable de conexin usando, normalmente, la norma RS-232C, de modo que el desarrollo y almacenamiento de los programas se efecta utilizando los recursos del ordenador ms aptos que los del CN. Este tipo de tcnica conocida con el nombre de Control Numrico Directo (CND, o ONC en ingls) permite no slo la carga y descarga de programas de una manera mucho ms rpida y fiable que los mtodos anteriores, sino que, adems, permite la gestin de las MHCN desde un puesto no situado en taller, para realizar labores de control y gestin de datos de produccin de varias mquinas, la edicin y correccin de programas en un teclado. Ms ergonmico que el del CN y la conexin de sistemas de diseo y generacin automtica de programas de mecanizado (CAO/CAM). El impacto que provoca el uso de ordenadores externos a la propia mquina ha sido un paso fundamental hacia la fbrica del futuro, con el objetivo de conseguir una planificacin de la fabricacin automatizada. El coste de un sistema DNC depender del tipo de ordenador externo utilizado y del nmero de mquinas que deseen conectarse. La configuracin tpica necesita: un ordenador personal tipo PC compatible, una impresora, el programa de comunicaciones y el cable de conexin.
Funciones auxiliar.
Las funciones auxiliares ms utilizadas son;
*Paro de programa *Paro condicional del programa *Final de programa *Giro del cabezal a derechas *Giro del cabezal a izquierdas *Paro del cabezal *Cambio de herramienta *Refrigerante. On *Refrigerante off *Fin de programa y reseteo de variables retorno al origen del programa
Programacin Avance y Giro del Cabezal. En el programa de mecanizado se pueden introducir como parmetros la velocidad de giro de cabezal porta piezas, el avance de los carros longitudinal y transversal y las cotas de ejecucin de la pieza. La mquina opera a velocidades de corte y avance muy superiores a los tornos convencionales por lo que se utilizan herramientas de metal duro o de cermica para disminuir la fatiga de materiales. -Velocidad de giro del cabezal: Este dato est en funcin de las caractersticas del material, del grado de mecanizado que se desee y del tipo de herramienta que se utilice. El programa permite adaptar cada momento la velocidad de giro a la velocidad ms conveniente. Se representa por la letra (S) y puede expresarse como velocidad de corte o revoluciones por minuto del cabezal. -Avance de trabajo. Hay dos tipos de avance para los carros, uno de ellos muy rpido, que es el avance de aproximacin o retroceso al punto de partida, y otro que es el avance de trabajo. Este tambin est en funcin del tipo de material, calidad de mecanizado y grado de acabado superficial. El programa permite adaptar cada momento el avance que
sea ms conveniente. Se representa por la letra (F) y puede expresarse en milmetros por revolucin o milmetros de avance por minuto.
Otro factor importante a determinar es que todo programa debe indicar el lugar de posicin que se ha elegido para referenciar la pieza que se llama "cero pieza". A partir del cero pieza se establece toda la geometra del programa de mecanizado. El control numrico es una mquina herramienta que nos ayuda en el mecanizado de piezas en
metalmecnica SH.
Correctores CNC. Correctores. Se podra decir que gracias a ellos podemos manipular las variaciones de medida que se presentan en las piezas debido al desgaste de la herramienta, o a otros factores. Y como no, gracias a ellos podemos programar con compensaciones del radio de la herramienta y de longitud de la herramienta. En la figura de abajo se puede ver una tabla de correctores de un control FAGOR 8055M. Cada corrector se designa con letra de D seguido de un nmero.
Como se observa en la figura, cada corrector tiene almacenados una serie de datos, que son el radio de la herramienta R, la longitud L, el desgaste del radio I, el desgaste en longitud K. Con estos parmetros, nosotros podemos efectuar la calibracin de las herramientas y tambin podemos controlar las posibles variaciones de medida que se presenten
en las piezas. Ni que decir tiene, que cada corrector lo asociaremos con una herramienta. Por ejemplo, nosotros podemos determinar de antemano antes de la preparacin de la mquina, que la herramienta T1 ir con el corrector D1, la T2 con el D2 y as sucesivamente. Para que esta tabla de correctores entre en juego, deberemos utilizar la compensacin de la longitud de la herramienta (G43), y la compensacin del radio de la herramienta (G41 y G42) a la hora de realizar nuestro programa. Por lo tanto ya tenemos una vaga idea de lo que es un corrector. En la siguiente entrada nos centraremos en la calibracin de las herramientas utilizando esta misma tabla.
Programacin ISO. Un bloque programado en lenguaje ISO puede estar compuesto por: Funciones preparatorias (G) Cotas de los ejes (X.C) Velocidad de avance (F) Velocidad del cabezal (S) N herramienta (T) N corrector (D) Funciones auxiliares (M)
Funciones preparatorias. Las funciones preparatorias se programan mediante la letra G seguida de hasta tres cifras (G0 -G319). Se programan siempre al comienzo del cuerpo del bloque y sirven para determinar la geometra y condiciones de trabajo del CNC. Tabla de funciones G empleadas en el CNC. Funcin M D V G00 Significado Apartado
*? * Posicionamiento rpido 6.1
G01 * ? * Interpolacin lineal 6.2 G02 * * Interpolacin circular derechas 6.3
G03 * * Interpolacin circular izquierdas 6.3 G04 Temporizacin/Detencin de la preparacin de bloques 7.1 / 7.2 G05 * ? * Arista matada 7.3.2 G06 * Centro circunferencia en coordenadas absolutas 6.4 G07 * ? Arista viva 7.3.1 G08 * Circunferencia tangente a trayectoria anterior 6.5 G09 * Circunferencia por tres puntos 6.6 G10 * * Anulacin de imagen espejo 7.5 G11 * * Imagen espejo en X 7.5 G12 * * Imagen espejo en Y 7.5 G13 * * Imagen espejo en Z 7.5 G14 * * Imagen espejo en las direcciones programadas 7.5 G15 * * Eje C 6.15 G16 * * Seleccin plano principal por dos direcciones 3.2 G17 * ? * Plano principal X-Y y longitudinal Z 3.2 G18 * ? * Plano principal Z-X y longitudinal Y 3.2 G19 * * Plano principal Y-Z y longitudinal X 3.2 G20 Definicin lmites inferiores zonas de trabajo 3.8.1 G21 Definicin lmites superiores zonas de trabajo 3.8.1 G22 * Habilitacin/deshabilitacin zonas de trabajo 3.8.2 G28 * * Selecciona el segundo cabezal o conmutacin de ejes 5.4 / 7.8 G29 * * Selecciona el cabezal principal o conmutacin de ejes 5.4 / 7.8 G30 * * Sincronizacin de cabezales (desfase) 5.5 G32 * * Avance F como funcin inversa del tiempo 6.17 G33 * * Roscado electrnico 6.12 G34 Roscado de paso variable 6.14 G36 * Redondeo de aristas 6.10 G37 * Entrada tangencial 6.8 G38 * Salida tangencial 6.9 G39 * Achaflanado 6.11 G40 * * Anulacin de compensacin radial 8.2.6 G41 * * Compensacin radial herramienta a la izquierda 8.2.3
G41 N * * Deteccin de colisiones 8.3 G42 * * Compensacin radial herramienta a la derecha 8.2.3 G42 N * * Deteccin de colisiones 8.3 G45 * * Control tangencial (G45) 6.18 G50 * * Arista matada controlada 7.3.3 G51 * * Look-Ahead 7.4 G52 * Movimiento contra tope 6.16 G53 * Programacin respecto al cero mquina 4.3 G54 * * Traslado de origen absoluto 1 4.4.2 G55 * * Traslado de origen absoluto 2 4.4.2 G56 * * Traslado de origen absoluto 3 4.4.2Manual de programacin G57 * * Traslado de origen absoluto 4 4.4.2 G58 * * Traslado de origen aditivo 1 4.4.2 G59 * * Traslado de origen aditivo 2 4.4.2 G60 * Ciclo fijo de taladrado / roscado en la cara de refrentado 9.13 G61 * Ciclo fijo de taladrado / roscado en la cara de cilindrado 9.14 G62 * Ciclo fijo de chavetero en la cara de cilindrado 9.15 G63 * Ciclo fijo de chavetero en la cara de refrentado 9.16 G66 * Ciclo fijo de seguimiento de perfil 9.1 G68 * Ciclo fijo de desbastado en el eje X 9.2 G69 * Ciclo fijo de desbastado en el eje Z 9.3 G70 * ? * Programacin en pulgadas 3.3 G71 * ? Programacin en milmetros 3.3 G72 * * Factor de escala general y particulares 7.6 G74 * Bsqueda de referencia mquina 4.2 G75 * Movimiento con palpador hasta tocar 10.1 G76 * Movimiento con palpador hasta dejar de tocar 10.1 G77 * * Acoplo electrnico de ejes 7.7.1 G77S * * Sincronizacin de cabezales 5.5 G78 * * Anulacin del acoplo electrnico 7.7.2 G78S * * Anulacin de la sincronizacin de cabezales 5.5 G81 * Ciclo fijo de torneado de tramos rectos 9.4
G82 * Ciclo fijo de refrentado de tramos rectos 9.5 G83 * Ciclo fijo de taladrado 9.6 G84 * Ciclo fijo de torneado de tramos curvos 9.7 G85 * Ciclo fijo de refrentado de tramos curvos 9.8 G86 * Ciclo fijo de roscado longitudinal 9.9 G87 * Ciclo fijo de roscado frontal 9.10 G88 * Ciclo fijo de ranurado en el eje X 9.11 G89 * Ciclo fijo de ranurado en el eje Z 9.12 G90 * ? Programacin absoluta 3.4 G91 * ? * Programacin incremental 3.4 G92 Preseleccin de cotas / Limitacin velocidad del cabezal 4.4.1 G93 Preseleccin del origen polar 4.5 G94 * ? Avance en milmetros (pulgadas) por minuto 5.2.1 G95 * ? * Avance en milmetros (pulgadas) por revolucin 5.2.2 G96 * * Velocidad de corte constante 5.3.1 G97 * * Velocidad de giro del cabezal en RPM 5.3.2 G145 * * Desactivacin temporal del control tangencial 6.19 G151 * ? Programacin de las cotas del eje X en dimetros. 3.5 G152 * ? Programacin de las cotas del eje X en radios. 3.5 G159 * Traslados de origen absolutos 4.4.2 G233 * Retirada de ejes en roscado ante una parada 6.13 La M significa MODAL, es decir, que una vez programada, la funcin G permanece activa mientras no se programe otra G incompatible, se ejecute M02, M30, EMERGENCIA, RESET o se apague y encienda el CNC. La letra D significa POR DEFECTO, esto es, que sern asumidas por el CNC en el momento del encendido, despus de ejecutarse M02, M30 o despus de una EMERGENCIA o RESET. En los casos que se indica con ? se debe interpretar que el POR DEFECTO de estas funciones G, depende de la personalizacin de los parmetros mquina generales del CNC.
La letra V significa que la funcin G se visualiza, en los modos de ejecucin y simulacin, junto a las condiciones en que se est realizando el mecanizado.
Velocidad de avance F La velocidad de avance de mecanizado puede ser seleccionada por programa, mantenindose activa mientras no se programe otra. Se representa con la letra F y segn se est trabajando enG94 o G95 se programar en mm/minuto (pulgadas/minuto) o en mm/revolucin (pulgadas/revolucin). Su formato de programacin es 5.5, es decir 5.4 si se programa en milmetros y 4.5 si se programa en pulgadas. El avance de trabajo mximo de la mquina, que estar limitado en cada eje por el parmetro mquina de ejes "MAXFEED", puede ser programado utilizando el cdigo F0 o bien asignando a la F el valor correspondiente.
Avance en mm/min. o pulgadas/minuto (G94) A partir del momento en que se programa el cdigo G94, el control entiende que los avances programados mediante F5.5, lo son en mm/minuto o pulgadas/minuto. Si el desplazamiento corresponde a un eje rotativo, el CNC interpretar que el avance se encuentra programado en grados/minuto. Si se realiza una interpolacin entre un eje rotativo y un eje lineal, el avance programado se tomar en mm/minuto o pulgadas/minuto y el desplazamiento del eje rotativo, que se program en grados, se considerar que se encuentra programado en milmetros o pulgadas. .
La relacin entre la componente de avance del eje y el avance F programado ser la misma que existe entre el desplazamiento del eje y el desplazamiento resultante programado.
Avance en mm/revolucin o pulgadas/revolucin (G95) A partir del momento en que se programa el cdigo G95, el control entiende que los avances programados mediante F5.5, lo son en mm/revolucin o pulgadas/revolucin. Esta funcin no afecta a los desplazamientos rpidos (G00) que siempre se realizarn en mm/minuto o pulgadas/minuto. Tampoco se aplicar a los desplazamientos que se efecten en modo manual, inspeccin de herramienta, etc. La funcin G95 es modal, es decir, una vez programada se mantiene activa hasta que se programe G94. En el momento del encendido, despus de ejecutarse M02, M30 o despus de una EMERGENCIA o RESET, el CNC asume la funcin G94 o G95 segn est personalizado el parmetro mquina general "IFEED". Movimientos manuales en G95.Si el eje a mover en JOG no pertenece al plano activo, el movimiento se realiza en mm/minuto, por lo que no es necesario programar una S en el cabezal. Adems, si algn eje del plano es el eje Y, tampoco es necesario programar la S para realizar movimientos en JOG en cualquier eje, sea del plano o no. Esto es especialmente interesante en el caso de ejes auxiliares, lunetas y contrapuntos, ya que en estos casos la S no tiene influencia
Velocidad de giro del cabezal (S) Mediante el cdigo S5.4 se programa directamente la velocidad de giro del cabezal en revoluciones/minuto (G97) o en metros/minuto (pies/minuto si se trabaja en pulgadas) si se est en la modalidad de velocidad de corte constante (G96). El valor mximo viene limitado por los parmetros mquina del cabezal "MAXGEAR1, MAXGEAR2, MAXGEAR3 y MAXGEAR4",
dependiendo en cada caso de la gama de cabezal seleccionada. Tambin es posible limitar este valor mximo por programa, utilizando la funcin G92 S5.4.
La velocidad de giro S programada puede variarse desde el PLC, o por va DNC, o bien mediante las teclas de SPINDLE "+" y "-" del Panel de Mando del CNC. Esta variacin de velocidad se realizar entre los valores mximo y mnimo fijados por los parmetros mquina del cabezal "MINSOVR" y "MAXSOVR". El paso incremental asociado a las teclas de SPINDLE "+" y "-" del Panel de Mando del CNC para variar la S programada, estar fijado por el parmetro mquina del cabezal "SOVRSTEP". Cuando se ejecutan las funciones G33 (roscado electrnico), G34 (roscado de paso variable), G86 (ciclo fijo de roscado longitudinal) o G87 (ciclo de roscado frontal), no se permite modificar la velocidad programada, trabajando al 100% de la S programada.
Velocidad de corte constante (G96) Cuando se programa G96 el CNC entiende que la velocidad de cabezal programada mediante S5.4 lo es en metros/minuto o pies/minuto y el torno comienza a trabajar en la modalidad de velocidad de corte constante. Se recomienda programar la velocidad del cabezal S5.4 en el mismo bloque en que se programa la funcin G96, debiendo seleccionarse la gama de cabezal correspondiente (M41, M42, M43, M44) en el mismo bloque o en uno anterior. Si en el bloque en que se programa la funcin G96 no se programa la velocidad de cabezal S5.4, el CNC asume como velocidad de cabezal la ltima con la que se trabaj en la modalidad de
Velocidad de corte constante.
Si no se programa la velocidad del cabezal y no existe ninguna previa o no se encuentra seleccionada la gama de cabezal correspondiente el CNC mostrar el error correspondiente.
La funcin G96 es modal, es decir, una vez programada se mantiene activa hasta que se programe G97. En el momento del encendido, despus de ejecutarse M02, M30 o despus de una EMERGENCIA o RESET, el CNC asume la funcin G97. Velocidad de giro del cabezal en r.p.m. (G97)
Cuando se programa G97 el CNC entiende que la velocidad de cabezal programada mediante S5.4 lo es en revoluciones/minuto. Si en el bloque en que se programa G97 no se programa la velocidad de cabezal S5.4, el CNC asume como velocidad programada, la velocidad a la que en ese momento est girando el cabezal. La funcin G97 es modal, es decir, una vez programada se mantiene activa hasta que se programe G96. En el momento del encendido, despus de ejecutarse M02, M30 o despus de una EMERGENCIA o RESET, el CNC asume la funcin G97. Seleccin de cabezal (G28, G29) El modelo torno puede disponer de 2 cabezales, cabezal principal y segundo cabezal. Ambos cabezales pueden ser operativos a la vez, pero nicamente se podr tener control sobre uno de ellos. Dicha seleccin se hace mediante las funciones G28 y G29. G28: Selecciona el segundo cabezal. G29: Selecciona el cabezal principal. Una vez seleccionado el cabezal deseado se podr actuar sobre el mismo desde el teclado del CNC o mediante las funciones: M3, M4, M5, M19 S**** G33, G34, G94, G95, G96, G97 Ambos cabezales pueden trabajar el lazo abierto o lazo cerrado. Como eje C nicamente puede trabajar el cabezal principal. Las funciones G28 y G29 son modales e incompatibles entre s. Las funciones G28 y G29 deben programarse solas en el bloque, no pudiendo existir ms informacin en ese bloque.
Sincronizacin de cabezales (G30, G77S, G78S) La funcin G77S permite sincronizar los cabezales (principal y segundo) en velocidad, y la funcin G78S anular la sincronizacin. Programar siempre G77S y G78S puesto que las funciones G77, G78 son para acoplo y desacoplo de ejes. Cuando estn los cabezales sincronizados en velocidad, el segundo cabezal gira a la misma velocidad que el principal. La funcin G77S puede ejecutarse en cualquier momento, lazo abierto (M3, M4) o lazo cerrado (M19), incluso los cabezales pueden tener gamas diferentes. La salida general "SYNSPEED (M5560)" estar a nivel alto siempre que los cabezales estn sincronizados (misma velocidad). Cuando se anula la sincronizacin (G78S) el segundo cabezal recupera la velocidad y estado previos (M3, M4, M5, M19) y el cabezal principal contina en el estado actual. Si durante la sincronizacin se programa una S superior a la mxima permitida, el CNC aplica la mxima permitida en sincronizacin. Cuando se anula la sincronizacin, ya no existe lmite y el cabezal principal asumir la velocidad programada. Estando los cabezales sincronizados en velocidad, funcin G77S activa, la funcin G30 permite sincronizar los cabezales en posicin y fijar un desfase entre ellos, de forma que el segundo cabezal debe seguir al cabezal principal manteniendo dicho desfase. Formato de programacin: G30 D 359.9999 (desfase en grados)
Nmero de herramienta (T) y corrector (D) La funcin T permite seleccionar la herramienta y la funcin D permite seleccionar el corrector asociado a la misma. Cuando se definen ambos parmetros, el orden de programacin es T D. Utilizacin de las funciones T y D Las funciones T y D pueden programarse solas o juntas, tal y como se indica en este ejemplo:
T5 D18 Selecciona la herramienta 5 y asume las dimensiones del corrector 18. D22 Sigue seleccionada la herramienta 5 y se asumen las dimensiones del corrector 22. T3 Selecciona la herramienta 3 y asume las dimensiones del corrector asociado a dicha herramienta. Cuando se dispone de torreta portaherramientas, es habitua l utilizar ms herramientas que posiciones tiene la torreta. Por lo que una misma posicin de la torreta debe ser utilizada por ms de una herramienta. En estos casos se deben programar las funciones "T" y "D". La funcin "T" hace referencia a la posicin de la torreta y la funcin "D" a las dimensiones de la herramienta que est colocada en dicha posicin. As, por ejemplo, el programar T5 D23 significa que se desea seleccionar la posicin de torreta 5 y que el CNC debe tener en cuenta las dimensiones y geometras indicadas en las tablas de correctores y geometras para el corrector 23. Cuando se dispone de un brazo portaherramientas con 2 cuchillas tambin se deben programar las funciones "T" y "D". La funcin "T" hace referencia al brazo y la funcin "D" a las dimensiones de la cuchilla. As se podr programar T1 D1 o T1 D2, en funcin de con cual de las 2 cuchillas se desee trabajar.
Funcin auxiliar (M) Las funciones auxiliares se programan mediante el cdigo M4, permitindose programar hasta 7funciones auxiliares en un mismo bloque. Cuando en un bloque se ha programado ms de una funcin auxiliar, el CNC las ejecuta correlativamente al orden en que han sido programadas. El CNC dispone de una tabla de funciones M con "NMISCFUN" (parmetro mquina general) componentes, especificndose por cada elemento: El nmero (0-9999) de la funcin auxiliar M definida.
El nmero de la subrutina que se desea asociar a dicha funcin auxiliar. Un indicador que determina si la funcin M se efecta antes o despus del movimiento del bloque en que est programada. Un indicador que determina si la ejecucin de la funcin M det iene o no la preparacin de los bloques. Un indicador que determina si la funcin M se efecta o no , despus de la ejecucin de la subrutina asociada. Un indicador que determina si el CNC debe o no esperar a la seal AUX END (seal de M ejecutada, proveniente del PLC), para continuar la ejecucin del programa. Si al ejecutar una funcin auxiliar M, esta no se encuentra definida en la tabla de funciones M, la funcin programada se ejecutar al principio del bloque y el CNC esperar la seal AUX END para continuar la ejecucin del programa. Algunas de las funciones auxiliares tienen asignadas un significado interno en el CNC. Si al ejecutarse la subrutina asociada de una funcin auxiliar "M", existe un bloque que contenga la misma "M", se ejecutar sta pero no la subrutina asociada. M00. Parada de programa Cuando el CNC lee en un bloque el cdigo M00, interrumpe el programa. Para reanudar el mismo hay que dar nuevamente la orden MARCHA. Se recomienda personalizar esta funcin en la tabla de funciones M, de forma que se ejecute al final del bloque en que est programada. M01. Parada condicional del programa Idntica a M00, salvo que el CNC slo la tiene en cuenta si la seal M01 STOP proveniente del PLC se encuentra activa (nivel lgico alto).
M02. Final de programa Este cdigo indica final de programa y realiza una funcin de "Reset general" del CNC (Puesta en condiciones iniciales). Tambin ejerce la funcin de M05. Se recomienda personalizar esta funcin en la tabla de funciones M, de forma que se ejecute al final del bloque en que est programada. M30. Final de programa con vuelta al comienzo. Idntica la M02 salvo que el CNC vuelve al primer bloque del programa. M03. Arranque del cabezal a derechas (sentido horario) Este cdigo significa arranque del cabezal a derechas. Se recomienda personalizar esta funcin en la tabla de funciones M, de forma que se ejecute al comienzo del bloque en que est programada.
M04. Arranque del cabezal a izquierdas (sentido anti-horario) Este cdigo indica arranque del cabezal a izquierdas. Se recomienda personalizar esta funcin en la tabla de funciones M, de forma que se ejecute al comienzo del bloque en que est programada. M05. Parada del cabezal Se recomienda personalizar esta funcin en la tabla de funciones M, de forma que se ejecute al final del bloque en que est programada. 74
M06. Cdigo de cambio de herramienta Si el parmetro mquina general "TOFFM06" (indicativo de centro de mecanizado) se encuentra activo, el CNC gestionar el cambiador de herramientas y actualizar la tabla correspondiente al almacn de herramientas. Se recomienda personalizar esta funcin en la tabla de funciones M, de forma que se ejecute la subrutina correspondiente al cambiador de herramientas instalado en la mquina.
M19. Parada orientada del cabezal El CNC permite trabajar con el cabezal en lazo abierto (M3, M4) y con el cabezal en lazo cerrado (M19). Para poder trabajar en lazo cerrado es necesario disponer de un captador rotativo (encder) acoplado al cabezal de la mquina. Cuando se desea pasar de lazo abierto a lazo cerrado, se debe ejecutar la funcin M19 o M19 S5.5. El CNC actuar del siguiente modo: Si el cabezal dispone de micro de referencia, efecta la bsqueda del micro de referencia mquina con la velocidad de giro indicada en el parmetro mquina del cabezal "REFEED1". A continuacin, efecta la bsqueda de la seal del sistema de captacin, con la velocidad de giro indicada en el parmetro mquina del cabezal "REFEED2".Y por ltimo se posiciona en el punto definido mediante S5.5. Si el cabezal no dispone de micro de referencia, efecta la bsqueda de la seal del sistema de captacin, con la velocidad de giro indicada en el parmetro mquina del cabezal "REFEED2".
Conclusin Como se pudo ver a lo largo de esta investigacin dimos a conocer la programacin CNC adems de que pudimos comprender que hay ciertas funciones que son primordiales conocer antes de que el operario pueda realizar cualquier trabajo que ste desee. Los ciclos fijos son comandos de mucha ayuda para el usuario ya que te ahorran cierta complejidad al momento de programar, adems de que el poder cambiar de herramienta en plena programacin hace mas fcil el poder realizar trabajos que nos tomaran das incluso semanas. Ya las mquinas herramientas han sido utilizadas por el hombre para lograr resolver ciertos tipos de problemas, tan sencillos como la perforacin de una tabla de madera o tan complejos como la fabricacin de una pieza o elemento mecnico, existiendo siempre una relacin directa entre el humano y la mquina.
Bibliografa
http://www.frlp.utn.edu.ar/mecanica/Materias/CNCMH/ClaseDemo.PDF http://html.rincondelvago.com/control-numerico-computarizado.html http://es.wikipedia.org/wiki/Control_num%C3%A9rico#Programaci.C3.B3n _en_el_control_num.C3.A9rico http://www.monografias.com/trabajos14/manufaccomput/manufaccomput. shtml#INCONTROL http://www.fagorautomation.com/downloads/manuales/es/man_8055t_prg. pdf
You might also like
- Francisco 3Document16 pagesFrancisco 3Gaby RodriguezNo ratings yet
- Francisco 3Document16 pagesFrancisco 3Gaby RodriguezNo ratings yet
- Computacion Fer.Document20 pagesComputacion Fer.Gaby RodriguezNo ratings yet
- Computacion Fer.Document20 pagesComputacion Fer.Gaby RodriguezNo ratings yet
- Bachiller Maria RodriguezDocument20 pagesBachiller Maria RodriguezGaby RodriguezNo ratings yet
- Bachiller Maria RodriguezDocument26 pagesBachiller Maria RodriguezGaby RodriguezNo ratings yet
- Origen y EvoluciónDocument16 pagesOrigen y EvoluciónGaby RodriguezNo ratings yet
- República Bolivariana de Venezuel1Document25 pagesRepública Bolivariana de Venezuel1Gaby RodriguezNo ratings yet
- Soberania y Seguridad AgroalimentariaDocument1 pageSoberania y Seguridad AgroalimentariaGaby RodriguezNo ratings yet
- Infrmatika AplikadaDocument27 pagesInfrmatika AplikadaGaby RodriguezNo ratings yet
- Diagrama de ParetoDocument7 pagesDiagrama de ParetoHazuki Linlin SanNo ratings yet
- Concepto de EticaDocument1 pageConcepto de EticaGaby RodriguezNo ratings yet
- Fluid OosDocument11 pagesFluid OosIrving Ayaquica GarciaNo ratings yet
- Diagrama de ParetoDocument7 pagesDiagrama de ParetoHazuki Linlin SanNo ratings yet
- CNCDocument29 pagesCNCGaby RodriguezNo ratings yet
- ALimentacionDocument11 pagesALimentacionGaby RodriguezNo ratings yet
- Agentes Quimicos y MecanicosDocument7 pagesAgentes Quimicos y MecanicosYndira RamirezNo ratings yet
- Requerimiento URGENTE I-2010Document15 pagesRequerimiento URGENTE I-2010Felipe Rene AucailleNo ratings yet
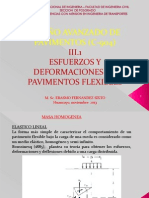
- III.1 Esfuerzos y Deformaciones en Pavimentos FlexiblesDocument36 pagesIII.1 Esfuerzos y Deformaciones en Pavimentos FlexiblesHector Salcedo100% (2)
- GA-PL-02 Plan de Gestión Integral de Residuos V5Document19 pagesGA-PL-02 Plan de Gestión Integral de Residuos V5Arturo LNo ratings yet
- Tipos de ImpresiónDocument11 pagesTipos de ImpresiónmicoNo ratings yet
- Linea de AduccionDocument6 pagesLinea de AduccionLeo McNo ratings yet
- MeserisDocument3 pagesMeserisalexander bracamonteNo ratings yet
- HOJAS DE PROCESO Prensa de BancoDocument23 pagesHOJAS DE PROCESO Prensa de BancoNadia CondeNo ratings yet
- Pisos y AzulejosDocument36 pagesPisos y AzulejosJosé Eduardo Leandro VitalNo ratings yet
- Presentacion Brainstorming Lluvia de Ideas Doodle BlancoDocument16 pagesPresentacion Brainstorming Lluvia de Ideas Doodle BlancoErick RengifoNo ratings yet
- Itemizado de Valores Bases para Proyectos de ConstrucciónDocument6 pagesItemizado de Valores Bases para Proyectos de ConstrucciónDiego PalleroNo ratings yet
- Visita Técnica Guiada A Laboratorio de Estructuras de La Universidad Tecnológica de Los Andes (Utea)Document86 pagesVisita Técnica Guiada A Laboratorio de Estructuras de La Universidad Tecnológica de Los Andes (Utea)julian valverde caballeroNo ratings yet
- Planta de Procesamiento de AbsorcionDocument4 pagesPlanta de Procesamiento de AbsorcionElver EscobarNo ratings yet
- Residuos OrganicosDocument24 pagesResiduos OrganicosDeybid Diaz TorricoNo ratings yet
- Inspeccion de Una Maquina SoldadoraDocument5 pagesInspeccion de Una Maquina SoldadoraRenato Torreblanca RamosNo ratings yet
- Inmobiliaria Buenos AiresDocument4 pagesInmobiliaria Buenos AiresalexsantosNo ratings yet
- Actividad 1. Ciclo de Refrigeracion.Document4 pagesActividad 1. Ciclo de Refrigeracion.jezmar lamontNo ratings yet
- Enlace Metalico 2023Document26 pagesEnlace Metalico 2023Oliverio RojasNo ratings yet
- Diseño Del Controlador de Temperatura Sobre El Papel Liner Al Ingreso Del Single Y Double Glue Machine en Empaques Industriales Colombianos S.ADocument128 pagesDiseño Del Controlador de Temperatura Sobre El Papel Liner Al Ingreso Del Single Y Double Glue Machine en Empaques Industriales Colombianos S.ADavidNo ratings yet
- Aceites y Grasas Lubricantes Aditivos para Carter y Transmision FdsDocument3 pagesAceites y Grasas Lubricantes Aditivos para Carter y Transmision FdsVanessa Becerra CamargoNo ratings yet
- Lata de AluminioDocument9 pagesLata de Aluminiodaniela100% (1)
- Memoria Calculo Espesores TuberiasDocument13 pagesMemoria Calculo Espesores TuberiasLuis GonzalezNo ratings yet
- CatalogoCocina 2 PDFDocument160 pagesCatalogoCocina 2 PDFklausNo ratings yet
- Muro Diafragma de ConcretoDocument10 pagesMuro Diafragma de ConcretoJuancar1osNo ratings yet
- Taller de Mantenimiento de CamionesDocument3 pagesTaller de Mantenimiento de CamioneselvisNo ratings yet
- Tuberias Durman para Sistema RCIDocument53 pagesTuberias Durman para Sistema RCIEdwin QuicenoNo ratings yet
- 8vo Diagrama de Flujo de Quimica SanitariaDocument4 pages8vo Diagrama de Flujo de Quimica SanitariaMiguel Angel PeñaNo ratings yet
- Layout o Distribución de Planta Por Procesos PDFDocument10 pagesLayout o Distribución de Planta Por Procesos PDFccasa20100% (1)
- Espesificaciones TecnicasDocument11 pagesEspesificaciones TecnicasmayorickNo ratings yet
- Tarea 6Document16 pagesTarea 6francisco lopezNo ratings yet