You might also like
- FI 02 00 15 00 Questionário de Avaliação de FornecedoresDocument1 pageFI 02 00 15 00 Questionário de Avaliação de FornecedoresInspetor Soldagem0% (1)
- FI 02 00 15 00 Questionário de Avaliação de FornecedoresDocument1 pageFI 02 00 15 00 Questionário de Avaliação de FornecedoresInspetor Soldagem0% (1)
- ASME B16-5 TraduzidaDocument438 pagesASME B16-5 TraduzidaAndr100% (5)
- ABNT NBR 17505-2 - Armazenamento de Líquidos InflamáveisDocument8 pagesABNT NBR 17505-2 - Armazenamento de Líquidos InflamáveisMarcus Vinícius Cabral33% (3)
- NBR 5580Document6 pagesNBR 5580Inspetor Soldagem100% (1)
- NBR 16239.2013 - Projeto de Estruturas de Aço e de Estruturas Mistas de Aço e Concreto de Edificações Com Perfis TubularesDocument93 pagesNBR 16239.2013 - Projeto de Estruturas de Aço e de Estruturas Mistas de Aço e Concreto de Edificações Com Perfis TubularesRicardo Thiessen89% (9)
- NBR 16325-1 PDFDocument44 pagesNBR 16325-1 PDFDouglas Rodrigo Ribeiro100% (2)
- NBR 15708-6 de 04.2014 - Indústrias Do Petróleo e Gás Natural - Perfis Pultrudados - Parte 6 - Escada Tipo MarinheiroDocument22 pagesNBR 15708-6 de 04.2014 - Indústrias Do Petróleo e Gás Natural - Perfis Pultrudados - Parte 6 - Escada Tipo MarinheiroClaudio Silva0% (1)
- Abnt NBR 8800Document20 pagesAbnt NBR 8800Fábio Fernandes58% (12)
- Serpentina para Tanque Memorial de CalculoDocument20 pagesSerpentina para Tanque Memorial de CalculoInspetor Soldagem67% (3)
- Abnt - NBR 5580 Abnt - Tubos de Aco Carbono para Usos Comuns Na Conducao de FluidosDocument6 pagesAbnt - NBR 5580 Abnt - Tubos de Aco Carbono para Usos Comuns Na Conducao de FluidosFSLeivas90% (10)
- NBR NM Iso 7 1 PDFDocument10 pagesNBR NM Iso 7 1 PDFkirlaniano100% (1)
- NBR 5648 - Sistemas Prediais de Agua Fria - Tubos E Conexoes de PVC 6 3 PN 750 Kpa Com Junta SoldDocument13 pagesNBR 5648 - Sistemas Prediais de Agua Fria - Tubos E Conexoes de PVC 6 3 PN 750 Kpa Com Junta Soldmotta_cimtec100% (1)
- NBR 7480 2007 PDFDocument17 pagesNBR 7480 2007 PDFStefano Campi100% (2)
- NBR 10897 2020 Proteção Contra Incêndio Por Chuveiro AutomáticoDocument130 pagesNBR 10897 2020 Proteção Contra Incêndio Por Chuveiro AutomáticoRodrigo RezendeNo ratings yet
- NBR 12021 MB 3357 - Efluentes Gasosos em Dutos e Chamines de Fontes Estacionarias - Determinacao de Dioxido de Enxofre Trioxido de Enxofre e Nevoas de Acido SulDocument8 pagesNBR 12021 MB 3357 - Efluentes Gasosos em Dutos e Chamines de Fontes Estacionarias - Determinacao de Dioxido de Enxofre Trioxido de Enxofre e Nevoas de Acido SulLucas Martins100% (1)
- NBR 5590 PDFDocument19 pagesNBR 5590 PDFglobaldis67% (3)
- NBR 7821 - Tanques Soldados para Armazenamento de Petróleo e DerivadosDocument118 pagesNBR 7821 - Tanques Soldados para Armazenamento de Petróleo e DerivadosTiago Paiva100% (10)
- Norma Brasileira: Abnt NBR 15708-2Document9 pagesNorma Brasileira: Abnt NBR 15708-2Adaiuton Kwiatkowski100% (1)
- 1 - Ongep2fut12xucew4qkffqrl7 PDFDocument13 pages1 - Ongep2fut12xucew4qkffqrl7 PDFVitor Pereira100% (2)
- NBR 13714 - Sistema de Hidrantes e Mangotinhos e AcessóriosDocument25 pagesNBR 13714 - Sistema de Hidrantes e Mangotinhos e AcessóriosCassio Bresolin Arar100% (1)
- ABNT NBR 7675 Conexoes de Ferro Fundido Ductil PDFDocument37 pagesABNT NBR 7675 Conexoes de Ferro Fundido Ductil PDFFelipe ArceNo ratings yet
- Dimensionamento de estruturas de aço constituídas por perfis formados a frioDocument93 pagesDimensionamento de estruturas de aço constituídas por perfis formados a frioErijohnson Ferreira100% (2)
- Peças de Inserção entre FlangesDocument16 pagesPeças de Inserção entre Flangesestradeiro0% (1)
- NBR 14464 - Sistemas para Distribuicao de Gas Combustivel para Redes Enterradas - Tubos E ConexoeDocument11 pagesNBR 14464 - Sistemas para Distribuicao de Gas Combustivel para Redes Enterradas - Tubos E Conexoeengenheiromarcelo0100% (1)
- NBR 8261 - Perfil Tubular Estrutural de Aco Carbono Formado A Frio - 1Document7 pagesNBR 8261 - Perfil Tubular Estrutural de Aco Carbono Formado A Frio - 1ropmachado0% (2)
- NBR 5598 - Eletroduto Rigido de Aco Carbono Revestido Com Rosca NBR 6414Document6 pagesNBR 5598 - Eletroduto Rigido de Aco Carbono Revestido Com Rosca NBR 6414Daniel GonçalvesNo ratings yet
- Noçoes Basicas de Tubos de Aço CarbonoDocument7 pagesNoçoes Basicas de Tubos de Aço CarbonoPedroNo ratings yet
- N 2247Document16 pagesN 2247corerioNo ratings yet
- Ciencias Dos Materiais Lista de Exercicios - CompressDocument25 pagesCiencias Dos Materiais Lista de Exercicios - CompressMarcos OliveiraNo ratings yet
- Determinação da umidade de solos por métodos de estufa, fogareiro e speedy testDocument14 pagesDeterminação da umidade de solos por métodos de estufa, fogareiro e speedy testBárbaraNo ratings yet
- Tubos de aço para condução de fluidosDocument19 pagesTubos de aço para condução de fluidosDiogo Oliveira100% (6)
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEFrom EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo ratings yet
- Dimensionamento de elementos e ligações em estruturas de açoFrom EverandDimensionamento de elementos e ligações em estruturas de açoNo ratings yet
- NBR 5590 PDFDocument36 pagesNBR 5590 PDFmatheus100% (4)
- NBR 7675Document37 pagesNBR 7675Scaramouche Sualk100% (2)
- NBR 5590 Tubos de Aco Carbono para Conducao de Fluidos 1 PDFDocument19 pagesNBR 5590 Tubos de Aco Carbono para Conducao de Fluidos 1 PDFFábio Hisayuki Tanaka Yamashita100% (1)
- NBR 12712 - 2002 - Projeto de Sistemas de Transmissão e Distribuição de Gás CombustívelDocument78 pagesNBR 12712 - 2002 - Projeto de Sistemas de Transmissão e Distribuição de Gás Combustívelcjaraujo100% (1)
- NBR 15156Document24 pagesNBR 15156Izabela Silva100% (3)
- N 0115Document125 pagesN 0115sabrunoNo ratings yet
- NBR 15803Document39 pagesNBR 15803leandropessi100% (2)
- NBR 5599 (Set 1995) - Tubos de Aço-Carbono de Precisão, Com CosturaDocument9 pagesNBR 5599 (Set 1995) - Tubos de Aço-Carbono de Precisão, Com CosturaYuri Bahia de VasconcelosNo ratings yet
- NBR 6943 PB 110 - Conexoes de Ferro Fundido Maleavel Com Rosca NBR Nm-Iso 7-1 para TubulacoesDocument34 pagesNBR 6943 PB 110 - Conexoes de Ferro Fundido Maleavel Com Rosca NBR Nm-Iso 7-1 para TubulacoesSergio Rodriguez CamberosNo ratings yet
- NBR 6321 - Tubos de Aco Carbono para Fluidos em Alta TemperaturaDocument14 pagesNBR 6321 - Tubos de Aco Carbono para Fluidos em Alta TemperaturaRafael CastroNo ratings yet
- NBR 05020 - 2003 - Tubos de Cobre Sem Costura para Uso GeralDocument10 pagesNBR 05020 - 2003 - Tubos de Cobre Sem Costura para Uso GeralJean Matos Lucena BertoldoNo ratings yet
- Rev 11720 Abr2010Document22 pagesRev 11720 Abr2010arthurgseibelfNo ratings yet
- Eletroduto Revestido Rigido de Aco Carbono Com Rosca NBR 8133 NBR 5624 - 1993Document5 pagesEletroduto Revestido Rigido de Aco Carbono Com Rosca NBR 8133 NBR 5624 - 1993Gustavo RochaNo ratings yet
- Tubos Aço CosturaDocument10 pagesTubos Aço CosturaCiro TebecheraniNo ratings yet
- NBR 5667 2 Hidrantes 270904Document9 pagesNBR 5667 2 Hidrantes 270904accrispimNo ratings yet
- NBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosDocument4 pagesNBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosYuri Bahia de VasconcelosNo ratings yet
- NBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de AcoDocument7 pagesNBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de Acomarizajribeiro78@gmail.comNo ratings yet
- NBR 05667-2 - 2004 - Hidrantes Urbanos de Incêndio de Ferro Fundido DúctilDocument9 pagesNBR 05667-2 - 2004 - Hidrantes Urbanos de Incêndio de Ferro Fundido DúctilLeonardo CostaNo ratings yet
- NBR 10072 - 1998 - Instalações Hidráulicas PrediaisDocument6 pagesNBR 10072 - 1998 - Instalações Hidráulicas PrediaisavelarmatosNo ratings yet
- NBR 198 - Tubos Com Costura de Aco Inoxidavel Austenitico Sem RecozimentoDocument7 pagesNBR 198 - Tubos Com Costura de Aco Inoxidavel Austenitico Sem RecozimentoCamille BakerNo ratings yet
- NBR 08057 - Tubo de Pressao de FibrocimentoDocument6 pagesNBR 08057 - Tubo de Pressao de FibrocimentoAlexandre Abelardo da CostaNo ratings yet
- NBR 05008 (1997) PDFDocument4 pagesNBR 05008 (1997) PDFJesus Enrique Alfonzo RiveroNo ratings yet
- NBR 05028 - Tubos Capilares de Cobre PDFDocument4 pagesNBR 05028 - Tubos Capilares de Cobre PDFAntonio Takeshi100% (2)
- NBR 6658 (Out 1994) - Bobinas e Chapas Finas de Aço-Carbono para Uso GeralDocument2 pagesNBR 6658 (Out 1994) - Bobinas e Chapas Finas de Aço-Carbono para Uso GeralYuri Bahia de VasconcelosNo ratings yet
- NBR 14862 - 2002 - Armaduras Treliçadas Eletrossoldadas - RequisitosDocument10 pagesNBR 14862 - 2002 - Armaduras Treliçadas Eletrossoldadas - RequisitosFlavio Augustus MarcilioNo ratings yet
- ABNT NBR 7480 - AçoDocument7 pagesABNT NBR 7480 - AçoMilena CintraNo ratings yet
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasFrom EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo ratings yet
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoFrom EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo ratings yet
- Subresfriamento e Superaquecimento em RefrigeraçãoDocument14 pagesSubresfriamento e Superaquecimento em RefrigeraçãoInspetor SoldagemNo ratings yet
- Teste AlmoxarifeDocument1 pageTeste AlmoxarifeInspetor SoldagemNo ratings yet
- Fr-En-Xx-Análise Crítica Do Contrato de Vaso de PressãoDocument1 pageFr-En-Xx-Análise Crítica Do Contrato de Vaso de PressãoInspetor SoldagemNo ratings yet
- Rotear THOMSON TG508 GatewayDocument3 pagesRotear THOMSON TG508 GatewayLucianoNo ratings yet
- Rotear THOMSON TG508 GatewayDocument3 pagesRotear THOMSON TG508 GatewayLucianoNo ratings yet
- Relatório de inspeção de consumíveis de soldagemDocument1 pageRelatório de inspeção de consumíveis de soldagemInspetor SoldagemNo ratings yet
- Cadastro de Moradores Do Edificio Malaga: Telefones para ContatoDocument2 pagesCadastro de Moradores Do Edificio Malaga: Telefones para ContatoInspetor SoldagemNo ratings yet
- Rotear THOMSON TG508 GatewayDocument3 pagesRotear THOMSON TG508 GatewayLucianoNo ratings yet
- Chefe X LiderDocument1 pageChefe X LiderInspetor SoldagemNo ratings yet
- Relatório de inspeção de consumíveis de soldagemDocument1 pageRelatório de inspeção de consumíveis de soldagemInspetor SoldagemNo ratings yet
- Norma FBT SN 007 Revis AdaDocument12 pagesNorma FBT SN 007 Revis AdaInspetor SoldagemNo ratings yet
- Materia de Estudo PneumaticaDocument17 pagesMateria de Estudo PneumaticaInspetor SoldagemNo ratings yet
- Orientação para preenchimento da ARTDocument44 pagesOrientação para preenchimento da ARTalcy169No ratings yet
- Jornadas 2008Document18 pagesJornadas 2008Inspetor SoldagemNo ratings yet
- Apostila MCCI - Materiais MetalicosDocument20 pagesApostila MCCI - Materiais Metalicosablf0912No ratings yet
- Moemnto de Inercia J - I - WDocument52 pagesMoemnto de Inercia J - I - WPaulo AfonsoNo ratings yet
- Projectus PTBR 2012Document33 pagesProjectus PTBR 2012Inspetor SoldagemNo ratings yet
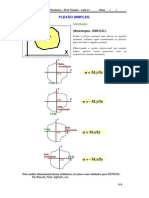
- FlexaoDocument6 pagesFlexaoInspetor SoldagemNo ratings yet
- Amplificadores de potência: classes de operação e parâmetrosDocument12 pagesAmplificadores de potência: classes de operação e parâmetrosapxandeNo ratings yet
- BenefíciosVideogameSaúdeDocument8 pagesBenefíciosVideogameSaúdeInspetor SoldagemNo ratings yet
- Auxiliar de almoxarifado: flanges, parafusos, tubos e conexõesDocument1 pageAuxiliar de almoxarifado: flanges, parafusos, tubos e conexõesInspetor SoldagemNo ratings yet
- PGQMSA G07 Rev01-1Document41 pagesPGQMSA G07 Rev01-1Inspetor Soldagem100% (1)
- Revisao Aula 2Document5 pagesRevisao Aula 2Inspetor SoldagemNo ratings yet
- Chefe X LiderDocument1 pageChefe X LiderInspetor SoldagemNo ratings yet
- Lista Contratual de FornecedoresDocument69 pagesLista Contratual de FornecedoresInspetor SoldagemNo ratings yet
- Resolução de exercícios de condução e convecção através de paredes planas, cilíndricas e esféricasDocument12 pagesResolução de exercícios de condução e convecção através de paredes planas, cilíndricas e esféricasfabio_ma0% (1)
- Teste de BaeyerDocument9 pagesTeste de BaeyerivaldoritaNo ratings yet
- Tutorial ACD LABDocument40 pagesTutorial ACD LABDanilo BatistaNo ratings yet
- Lista de Exercício 2 - 2023 ELETROQUIMICA APLICADADocument1 pageLista de Exercício 2 - 2023 ELETROQUIMICA APLICADAMarina Gontijo Souza MacedoNo ratings yet
- Valvulas Alebras Portuguese LanguageDocument8 pagesValvulas Alebras Portuguese LanguageDiegoCarvalhoNo ratings yet
- Eric - AterramentoDocument72 pagesEric - AterramentoMário SérgioNo ratings yet
- Funções Inorgânica2Document26 pagesFunções Inorgânica2Jaime ChogaNo ratings yet
- Estudo Comparativo Entre Diferentes Tipos de TubulaçõesDocument15 pagesEstudo Comparativo Entre Diferentes Tipos de TubulaçõesMariana AnselmoNo ratings yet
- Regulamento técnico sobre embalagens PET recicladasDocument8 pagesRegulamento técnico sobre embalagens PET recicladasHeloísa DóriaNo ratings yet
- Cálculos estequiométricos reações químicasDocument11 pagesCálculos estequiométricos reações químicasKetyusciaNo ratings yet
- Ficha de Ciências Naturais - 5. Ano: Cabeçalho Do AgrupamentoDocument3 pagesFicha de Ciências Naturais - 5. Ano: Cabeçalho Do AgrupamentoDegrau Do Sucesso100% (1)
- Atividade Tratamentos Térmicos - A3Document4 pagesAtividade Tratamentos Térmicos - A3Matheus YrionNo ratings yet
- Química Medicinal ResumoDocument6 pagesQuímica Medicinal ResumoMariana Moreira NunesNo ratings yet
- Catálogo Solda Exotérmica PDFDocument68 pagesCatálogo Solda Exotérmica PDFHugo Pinheiro100% (2)
- Processos termodinâmicos de gases ideaisDocument19 pagesProcessos termodinâmicos de gases ideaisiuritelesNo ratings yet
- Apostila Quimica 2AnoA BDocument21 pagesApostila Quimica 2AnoA BFABIO DE LIMANo ratings yet
- 3355 PDFDocument13 pages3355 PDFSan CarvalhoNo ratings yet
- Termoquímica IntroduçãoDocument28 pagesTermoquímica IntroduçãoleaorsNo ratings yet
- FINSADocument27 pagesFINSACláudia RodriguesNo ratings yet
- Composicao Uva Mosto VinhoDocument75 pagesComposicao Uva Mosto VinhoLuizHenriqueProvinNo ratings yet
- C.q.médio LRDocument6 pagesC.q.médio LRAmanda RezendeNo ratings yet
- Propriedades das rochas reservatórioDocument101 pagesPropriedades das rochas reservatórioErika IzianyNo ratings yet
- Estradas e TransportesDocument32 pagesEstradas e TransportesAlan MoraisNo ratings yet
- Est Dirigido Cineticaqui-1Document6 pagesEst Dirigido Cineticaqui-1Zoé AraújoNo ratings yet
- 0db3035a0bb0ada9bee68a7712e0e465Document24 pages0db3035a0bb0ada9bee68a7712e0e465sem6nome78No ratings yet
- Planejamento Anual 9ºA e 9ºBDocument5 pagesPlanejamento Anual 9ºA e 9ºBMariana BertheNo ratings yet
- Atividade Semana 1 - Não Pontuada - Revisão Da TentativaDocument3 pagesAtividade Semana 1 - Não Pontuada - Revisão Da TentativaAline AmbéNo ratings yet