You might also like
- Cake FiltrationDocument85 pagesCake FiltrationSuta Vijaya100% (1)
- 49 1 Anaheim 03-04 0837Document2 pages49 1 Anaheim 03-04 0837castelo_grandeNo ratings yet
- Chung-Lei Znag Parte1Document8 pagesChung-Lei Znag Parte1castelo_grandeNo ratings yet
- 4455Document21 pages4455castelo_grandeNo ratings yet
- Paswstatisticsguideparts1to4 100608162918 Phpapp02Document77 pagesPaswstatisticsguideparts1to4 100608162918 Phpapp02Atthaboon WatthammawutNo ratings yet
- Sofia The First 3d Papercraft Craft Printable 1012Document2 pagesSofia The First 3d Papercraft Craft Printable 1012Veronica Mantovani100% (2)
- Chung Lei Zang Parte2Document10 pagesChung Lei Zang Parte2castelo_grandeNo ratings yet
- 97 Stolaroff Aircapturecontactor eDocument8 pages97 Stolaroff Aircapturecontactor ecastelo_grandeNo ratings yet
- Testing of A Higly GayánpdfDocument44 pagesTesting of A Higly Gayánpdfcastelo_grandeNo ratings yet
- Rau EST 08 ReprintDocument6 pagesRau EST 08 Reprintcastelo_grandeNo ratings yet
- 97 Stolaroff Aircapturecontactor eDocument8 pages97 Stolaroff Aircapturecontactor ecastelo_grandeNo ratings yet
- KomatinaDocument20 pagesKomatinacastelo_grandeNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Fractional Distillation ExplainedDocument6 pagesFractional Distillation ExplainedDeny AlsanNo ratings yet
- 1 PPT FM Introduction & Fluid PropertiesDocument104 pages1 PPT FM Introduction & Fluid PropertiesArjun NairNo ratings yet
- Glass Is AnDocument26 pagesGlass Is AnMahfuzur Rahman SiddikyNo ratings yet
- Steam and Gas TurbinesDocument2 pagesSteam and Gas TurbinesPunit ShindeNo ratings yet
- Acids and BasesDocument8 pagesAcids and BasesJoric MagusaraNo ratings yet
- Solution Manual For Human Biology 16th Edition Sylvia Mader Michael WindelspechtDocument36 pagesSolution Manual For Human Biology 16th Edition Sylvia Mader Michael Windelspechtoverspinmeetklac40100% (46)
- The Rate and Extent of Chemical ChangeDocument11 pagesThe Rate and Extent of Chemical ChangeKirsten AntonioNo ratings yet
- Chelate Table of Stability ConstantsDocument2 pagesChelate Table of Stability ConstantsNathaniel AnchoresNo ratings yet
- Oil Colour ChangeDocument5 pagesOil Colour ChangeHamid DarvishiNo ratings yet
- 6 Olander - Fundamental Aspects of Nuclear Reactor Fuel Elements - Termo EstatistDocument624 pages6 Olander - Fundamental Aspects of Nuclear Reactor Fuel Elements - Termo EstatistLauri RubertiNo ratings yet
- Gasification in Aspen Plus: Modeling and ResultsDocument24 pagesGasification in Aspen Plus: Modeling and ResultsZakyKikyNo ratings yet
- Selection: Semi-Hermetic Reciprocating Compressors: Input ValuesDocument8 pagesSelection: Semi-Hermetic Reciprocating Compressors: Input ValuesLoucel Jan Martinez AnibongNo ratings yet
- Waves and Optics Questions and Answers in One FileDocument94 pagesWaves and Optics Questions and Answers in One FileFin BrickmanNo ratings yet
- CBSE Class 11 Chemistry Notes - Chemical Bonding and Molecular Structure - AglaSem SchoolsDocument14 pagesCBSE Class 11 Chemistry Notes - Chemical Bonding and Molecular Structure - AglaSem SchoolsAswar ShaileshNo ratings yet
- Lesson 3 Properties of Liquids and IMFDocument47 pagesLesson 3 Properties of Liquids and IMFHillary Faith GregoryNo ratings yet
- PEARSON Chemistry Chapter 9 Flashcards - QuizletDocument4 pagesPEARSON Chemistry Chapter 9 Flashcards - Quizletأستغفرالله واتوب اليهNo ratings yet
- Practice Chem 121 ExamDocument11 pagesPractice Chem 121 Examcushion03No ratings yet
- Photoelectric EffectDocument45 pagesPhotoelectric EffectdynamicranjanNo ratings yet
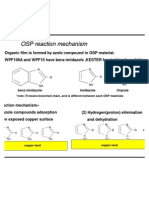
- OSP Reaction MechanismDocument2 pagesOSP Reaction MechanismsmtdrkdNo ratings yet
- Qalco Q-Jetcool 154Document1 pageQalco Q-Jetcool 154Deepak JoyNo ratings yet
- COMBUSTIÓN CALCULATIONS USING THE MILLION BTU (1.055 MJ) METHODDocument9 pagesCOMBUSTIÓN CALCULATIONS USING THE MILLION BTU (1.055 MJ) METHODLuciana RequejoNo ratings yet
- Entropy, Gibbs EnergyDocument4 pagesEntropy, Gibbs Energyaneece786No ratings yet
- 13 Wet Scrubbing: A. Arrowsmith and N. F. AshtonDocument2 pages13 Wet Scrubbing: A. Arrowsmith and N. F. AshtonDHAVALESH AMNo ratings yet
- Use of Phase Diagrams in Studies of Refractories CorrosionDocument19 pagesUse of Phase Diagrams in Studies of Refractories CorrosionVictorNo ratings yet
- Wang 2005Document6 pagesWang 2005Mohsen MohammadNo ratings yet
- (8.2) Reactor DesignDocument14 pages(8.2) Reactor DesignAsad SaeedNo ratings yet
- Rechargeable Zinc Ion Battery with High Capacity and Fast ChargeDocument3 pagesRechargeable Zinc Ion Battery with High Capacity and Fast ChargeMarco Miranda RodríguezNo ratings yet
- Chemical Reaction Technology 2nd EditionDocument643 pagesChemical Reaction Technology 2nd EditionRicardo Gómez LoaNo ratings yet
- Adrian Bejan - Evolution in Thermodynamics PDFDocument20 pagesAdrian Bejan - Evolution in Thermodynamics PDFSantiago Del Rio OliveiraNo ratings yet
- Structures of Metals and CeramicsDocument21 pagesStructures of Metals and CeramicsZacchariah ZerefNo ratings yet