You might also like
- Instructor: Dr. S.M.Sajid,: SM - Sajid@nu - Edu.pkDocument29 pagesInstructor: Dr. S.M.Sajid,: SM - Sajid@nu - Edu.pkkami2121No ratings yet
- BZU Job ApplicationDocument5 pagesBZU Job ApplicationAbuzarAmirNo ratings yet
- 680 XXXVIII-part7B PDFDocument7 pages680 XXXVIII-part7B PDFkami2121No ratings yet
- Lect38 App1Document26 pagesLect38 App1kami2121No ratings yet
- Introduction To WatermarkDocument34 pagesIntroduction To Watermarkkami2121No ratings yet
- Lect38 App1Document26 pagesLect38 App1kami2121No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- GATPDocument14 pagesGATPJoju JohnyNo ratings yet
- Operation Manual 4350 Paper CutterDocument44 pagesOperation Manual 4350 Paper CutterWhitaker BrothersNo ratings yet
- Computer Integrated Manufacturing Cat 1Document58 pagesComputer Integrated Manufacturing Cat 1Abid YusufNo ratings yet
- Effective WritingDocument10 pagesEffective WritingKhurram MalikNo ratings yet
- MSM MBA DMT Individual Assignment September 2021Document49 pagesMSM MBA DMT Individual Assignment September 2021online storeNo ratings yet
- Flow Charts: Flow Chart - 1 Sequence - Input Two Numbers and Display TheDocument5 pagesFlow Charts: Flow Chart - 1 Sequence - Input Two Numbers and Display ThethareendaNo ratings yet
- PF Lecture 4Document63 pagesPF Lecture 4yaseen ejazNo ratings yet
- Rotary Encoder GuideDocument3 pagesRotary Encoder GuideshyhuNo ratings yet
- Performance Task 2Document3 pagesPerformance Task 2Christine Daniela CastroNo ratings yet
- 93E 15-80 KVA Guide SpecificationDocument11 pages93E 15-80 KVA Guide SpecificationHafiz SafwanNo ratings yet
- TESTINGDocument54 pagesTESTINGNiranjanNo ratings yet
- Packing in Outbound DeliveryDocument10 pagesPacking in Outbound DeliveryIshan AgrawalNo ratings yet
- How To Complete USPS Form 1583 in Five Minutes PDFDocument2 pagesHow To Complete USPS Form 1583 in Five Minutes PDFBang HNo ratings yet
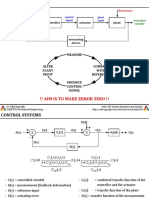
- CONTROL SYSTEMS: MINIMIZING ERRORSDocument11 pagesCONTROL SYSTEMS: MINIMIZING ERRORScapturemrahNo ratings yet
- Reply To RFI 004 - BIM Related QueriesDocument7 pagesReply To RFI 004 - BIM Related QueriesSuresh DNo ratings yet
- Join Beldex at The World Blockchain SummitDocument2 pagesJoin Beldex at The World Blockchain SummitBeldexNo ratings yet
- Final MALIWALO CENTRAL ES BE-LCOP 2021-2022Document123 pagesFinal MALIWALO CENTRAL ES BE-LCOP 2021-2022Teng Sevilla0% (1)
- DCRS 5960 28F DCDocument7 pagesDCRS 5960 28F DCPhạm Văn ThuânNo ratings yet
- CEO/PresidentDocument2 pagesCEO/PresidentAshwath IrkalNo ratings yet
- ISO ORTHO ModelDocument1 pageISO ORTHO Modelavishal ramNo ratings yet
- Lotus Domino Designer 8.5.1 Classic Notes Applications (DDCNA851)Document5 pagesLotus Domino Designer 8.5.1 Classic Notes Applications (DDCNA851)marializaestellaNo ratings yet
- Disa 3.0 - Revision - Module 2Document54 pagesDisa 3.0 - Revision - Module 2rp.mssvNo ratings yet
- Graphing Polynomial FunctionsDocument30 pagesGraphing Polynomial FunctionsJean Aristonet Woods LeysonNo ratings yet
- NLP Project ReporttttDocument9 pagesNLP Project Reporttttteddy demissieNo ratings yet
- M4GO - Sales DashboardDocument14 pagesM4GO - Sales DashboardFaiq Nur ZamanNo ratings yet
- DX DiagDocument13 pagesDX DiagSpinnersPeterNo ratings yet
- Kern-Ew220-3nm Manual Ba Ew Eg-N GBDocument55 pagesKern-Ew220-3nm Manual Ba Ew Eg-N GBConstantinus MagnusNo ratings yet
- IN B.E. Degree Electronics & Communication Engineering: Year: I Teaching Schedule Examination Schedule RemarksDocument161 pagesIN B.E. Degree Electronics & Communication Engineering: Year: I Teaching Schedule Examination Schedule RemarksGorakh Raj JoshiNo ratings yet
- Linksys Router Port Forwarding Setup For Geovision DVRDocument2 pagesLinksys Router Port Forwarding Setup For Geovision DVRGerardo LucenaNo ratings yet
- Chatbot SynopsisDocument19 pagesChatbot SynopsisDeepanshu Sharma75% (4)