You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- WinDNC - V05 - 02 English PDFDocument2 pagesWinDNC - V05 - 02 English PDFAnonymous XXKCjKnc0No ratings yet
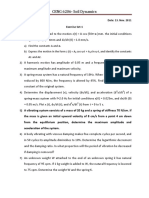
- CENG6206 Soil Dynamics ExerciseProblemDocument4 pagesCENG6206 Soil Dynamics ExerciseProblemFekadu Wub100% (1)
- InventoryOverview HN (08.05.2023)Document15 pagesInventoryOverview HN (08.05.2023)Văn Thế NamNo ratings yet
- Gate Ee 1991Document7 pagesGate Ee 1991Bhavani Chandra UniqueNo ratings yet
- WS500 Operator WorkstationDocument2 pagesWS500 Operator WorkstationNayants GuzmánNo ratings yet
- Jaybird Bluebuds X ManualDocument1 pageJaybird Bluebuds X Manualeduardi7720No ratings yet
- Software Hardware ListDocument2 pagesSoftware Hardware ListjackNo ratings yet
- Ehe 07Document286 pagesEhe 07api-348272721No ratings yet
- Light Object DSP Controller Setup GuideDocument20 pagesLight Object DSP Controller Setup Guideblondu0070% (1)
- 29L0054805FDocument49 pages29L0054805FszNo ratings yet
- TDS Tixatrol STDocument2 pagesTDS Tixatrol STJose E BatistaNo ratings yet
- Seismic Force CANADA Code - CNBC2005-V421Document7 pagesSeismic Force CANADA Code - CNBC2005-V421Niko NištićNo ratings yet
- Insulin, Recombinant HumanDocument2 pagesInsulin, Recombinant HumanMuhammad AkramNo ratings yet
- UAMDocument35 pagesUAMVishnu R PuthusseryNo ratings yet
- Customizing The ADFS Sign-In PagesDocument4 pagesCustomizing The ADFS Sign-In Pagesmicu0% (1)
- Use of Multimeter TextDocument76 pagesUse of Multimeter Textprueba1100% (2)
- AÇO - DIN17100 St52-3Document1 pageAÇO - DIN17100 St52-3Paulo Henrique NascimentoNo ratings yet
- Banda Hoja de DatosDocument1 pageBanda Hoja de DatosSergio Guevara MenaNo ratings yet
- Dse5510 Installation InstDocument2 pagesDse5510 Installation Instricardo_dionisi2700No ratings yet
- X2 / 275 Vac: B 81 191 EMI Suppression CapacitorsDocument4 pagesX2 / 275 Vac: B 81 191 EMI Suppression CapacitorsMeg YorkNo ratings yet
- Factors That Affect The Quality of CommunicationDocument9 pagesFactors That Affect The Quality of CommunicationWilliam Paras Inte100% (3)
- How To Build Pyramids and Other Orgone GeneratorsDocument6 pagesHow To Build Pyramids and Other Orgone GeneratorsGuy Jones100% (2)
- ThanksDocument17 pagesThankssselvanjhcNo ratings yet
- Trouble Codes C32Document10 pagesTrouble Codes C32AliHabes100% (2)
- Oracle Exadata Technical Series: Smart ScanDocument59 pagesOracle Exadata Technical Series: Smart ScanVishnusivathej PotukanumaNo ratings yet
- Tutorial Questions and Answers - 2011Document10 pagesTutorial Questions and Answers - 2011Jan ScarNo ratings yet
- Pakistani Radio MarketDocument72 pagesPakistani Radio MarketNajeeb Anwar100% (1)
- Product Catalogue: Your Specialist in Flow DrillingDocument64 pagesProduct Catalogue: Your Specialist in Flow DrillingВасяNo ratings yet
- Flabeg Solar enDocument11 pagesFlabeg Solar enZeec NoorNo ratings yet
- Thermophysical Properties of Containerless Liquid Iron Up To 2500 KDocument10 pagesThermophysical Properties of Containerless Liquid Iron Up To 2500 KJose Velasquez TeranNo ratings yet