You might also like
- How To Make Paintball GunDocument10 pagesHow To Make Paintball GunAinis ŠtelemėkasNo ratings yet
- Gun ModifyDocument3 pagesGun ModifyBrotha BlakNo ratings yet
- YEET22 V2 Manual Updated 2022 12 05Document18 pagesYEET22 V2 Manual Updated 2022 12 05hans landaNo ratings yet
- PEP22 Trigger dimensionsDocument1 pagePEP22 Trigger dimensionskolas hernandezNo ratings yet
- Menendez Magazine v2.0 TutorialDocument13 pagesMenendez Magazine v2.0 TutorialCharles100% (1)
- Crossbow Trigger Mechanism Simple But Sturdy PDFDocument3 pagesCrossbow Trigger Mechanism Simple But Sturdy PDFMarckos FrancoNo ratings yet
- MachinaDocument2 pagesMachinaruber730% (1)
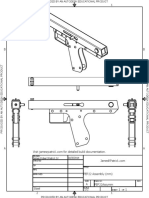
- PEP22 Assembly DrawingDocument1 pagePEP22 Assembly Drawingkolas hernandezNo ratings yet
- CZAR V2 Build TutorialDocument20 pagesCZAR V2 Build Tutorialgretschguy7081100% (1)
- Pep 22 Barrel MMDocument1 pagePep 22 Barrel MMkolas hernandezNo ratings yet
- PG22 Maverick V2 - .22 Short Revolver Build GuideDocument7 pagesPG22 Maverick V2 - .22 Short Revolver Build GuideGuido RamacciottiNo ratings yet
- Caselman Air Powered MG BlueprintsDocument38 pagesCaselman Air Powered MG Blueprintshnbg2klmo50% (2)
- COVID-22 Build GuideDocument21 pagesCOVID-22 Build GuideGrant MarkumNo ratings yet
- Homemade Double Barrel Shotgun (Brazil) - Impro Guns PDFDocument2 pagesHomemade Double Barrel Shotgun (Brazil) - Impro Guns PDFalex25% (4)
- SMG Intratec Manual - Pesquisa GoogleDocument2 pagesSMG Intratec Manual - Pesquisa Googleruber73100% (1)
- 75 Round Magazine InstructionsDocument2 pages75 Round Magazine InstructionsScott WyattNo ratings yet
- DIY Metal Bending Tool GuideDocument30 pagesDIY Metal Bending Tool Guideafrica school100% (1)
- 1FE37 9mm Austen MK1 & 9mm Owen MK1 SMG Part5Document8 pages1FE37 9mm Austen MK1 & 9mm Owen MK1 SMG Part5ericherichhonecker100% (1)
- Polymer80: Phoenix Version - G150 80% Lower Receiver InstructionsDocument13 pagesPolymer80: Phoenix Version - G150 80% Lower Receiver InstructionsTimothy ScottNo ratings yet
- Build Your Own CrossbowDocument5 pagesBuild Your Own Crossbowshunkadu250% (2)
- Adderini Pistol PDFDocument108 pagesAdderini Pistol PDFpabloNo ratings yet
- Scanned book details and scan dateDocument68 pagesScanned book details and scan dateAdven TuresNo ratings yet
- How To Make A Pneumatic CrossbowDocument20 pagesHow To Make A Pneumatic Crossbowdirectvguy6969100% (1)
- PG22 Maverick 22 Short Revolver Build GuideDocument6 pagesPG22 Maverick 22 Short Revolver Build GuideTimNo ratings yet
- Homemade Paintball GunDocument8 pagesHomemade Paintball GunAinis Štelemėkas0% (1)
- From mind to machine: Homemade 12 Gauge pipe shotgunDocument21 pagesFrom mind to machine: Homemade 12 Gauge pipe shotgunsalinpusaNo ratings yet
- Sent in To TFB Is Another Concept Design For AnDocument5 pagesSent in To TFB Is Another Concept Design For Aneduar laraNo ratings yet
- Homemade Paintball Grenade Launcher - Homemade GuidesDocument5 pagesHomemade Paintball Grenade Launcher - Homemade GuidesJohn0% (1)
- Sten Blueprints Parts Mk2 A - Tools - Military Technology: More Like ThisDocument3 pagesSten Blueprints Parts Mk2 A - Tools - Military Technology: More Like Thisanup chauhanNo ratings yet
- Coat Hanger Machine Gun DIASDocument8 pagesCoat Hanger Machine Gun DIASRoddy Pfeiffer100% (1)
- Firearm Caliber Bolt Mass Data TableDocument2 pagesFirearm Caliber Bolt Mass Data TableEscribir4TPNo ratings yet
- The DIY Gun Vise ProjectDocument4 pagesThe DIY Gun Vise ProjectShawn Armstrong100% (2)
- DIY .22 Pocket Pistol PlansDocument9 pagesDIY .22 Pocket Pistol PlansMario Guzman100% (2)
- 361 Mac 10Document5 pages361 Mac 10browar444No ratings yet
- Brun-Latrige Model 1900 Pocket Pistol (Video)Document5 pagesBrun-Latrige Model 1900 Pocket Pistol (Video)Roddy PfeifferNo ratings yet
- For stability through rotational motionDocument103 pagesFor stability through rotational motionAlexis Boulangeot50% (2)
- Expedient .380 SMG - Impro GunsDocument6 pagesExpedient .380 SMG - Impro GunsВладимир КоневNo ratings yet
- Inexpensive 2x4 Combat Crossbow PlansDocument8 pagesInexpensive 2x4 Combat Crossbow PlansHajka MateuszNo ratings yet
- GSG MP40 - 9x19 - America PDFDocument20 pagesGSG MP40 - 9x19 - America PDFeric100% (1)
- Homemade Black PowderDocument6 pagesHomemade Black Powdersondaya86No ratings yet
- 6MM Machine GunDocument8 pages6MM Machine Gunbombmaker2No ratings yet
- Diy 22 Revolver Plans Professor Parabellum PDFDocument2 pagesDiy 22 Revolver Plans Professor Parabellum PDFJosh ChristensenNo ratings yet
- Universal Home-Made Simple SHTF Shotgun - Thinkering Ed and Mad AbeDocument21 pagesUniversal Home-Made Simple SHTF Shotgun - Thinkering Ed and Mad AbemiragliaNo ratings yet
- The DIY Sheet Metal Self-Loading Pistol PDFDocument3 pagesThe DIY Sheet Metal Self-Loading Pistol PDFAnderson Perosa75% (4)
- IMPROVISED - Homemade .22lr Revolver ProjectDocument11 pagesIMPROVISED - Homemade .22lr Revolver ProjectRoddy Pfeiffer0% (1)
- Potato GunDocument5 pagesPotato GunalligatowNo ratings yet
- Handmade .22 Single-Shot (Czech Republic) - Impro Guns PDFDocument2 pagesHandmade .22 Single-Shot (Czech Republic) - Impro Guns PDFalex50% (2)
- IFE ARD LR/ WMR: Trailblazer FirearmsDocument24 pagesIFE ARD LR/ WMR: Trailblazer Firearmsjch1234100% (1)
- Building a Home Defense Remington 870 ShotgunFrom EverandBuilding a Home Defense Remington 870 ShotgunRating: 3.5 out of 5 stars3.5/5 (5)
- Backyard Ballistics: Build Potato Cannons, Paper Match Rockets, Cincinnati Fire Kites, Tennis Ball Mortars, and More Dynamite DevicesFrom EverandBackyard Ballistics: Build Potato Cannons, Paper Match Rockets, Cincinnati Fire Kites, Tennis Ball Mortars, and More Dynamite DevicesRating: 4 out of 5 stars4/5 (81)
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationFrom EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNo ratings yet
- DIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!From EverandDIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!Rating: 4 out of 5 stars4/5 (4)
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.From EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Rating: 5 out of 5 stars5/5 (1)
- Ready the Cannons!: Build Wiffle Ball Launchers, Beverage Bottle Bazookas, Hydro Swivel Guns, and Other Artisanal ArtilleryFrom EverandReady the Cannons!: Build Wiffle Ball Launchers, Beverage Bottle Bazookas, Hydro Swivel Guns, and Other Artisanal ArtilleryRating: 3 out of 5 stars3/5 (2)
- Professional Gunsmithing - A Textbook on the Repair and Alteration of Firearms - With Detailed Notes and Suggestions Relative to the Equipment and Operation of a Commercial Gun ShopFrom EverandProfessional Gunsmithing - A Textbook on the Repair and Alteration of Firearms - With Detailed Notes and Suggestions Relative to the Equipment and Operation of a Commercial Gun ShopRating: 5 out of 5 stars5/5 (3)
- Amal Tuning GuideDocument2 pagesAmal Tuning GuidegorlanNo ratings yet
- 2013 SRM Services 2Document42 pages2013 SRM Services 2gorlanNo ratings yet
- Hunting AccessoriesDocument46 pagesHunting AccessoriesgorlanNo ratings yet
- Purdey BrochureDocument22 pagesPurdey BrochuregorlanNo ratings yet
- MuzzleloadingDocument46 pagesMuzzleloadinggorlanNo ratings yet
- Gun Drilling CatalogueDocument24 pagesGun Drilling Cataloguegorlan100% (1)
- Airguns AccessoriesDocument32 pagesAirguns Accessoriesgorlan100% (1)
- Bill's Sale List-May13Document2 pagesBill's Sale List-May13gorlanNo ratings yet
- ScentsDocument58 pagesScentsgorlanNo ratings yet
- Boat AccessoriesDocument16 pagesBoat AccessoriesgorlanNo ratings yet
- Sako Export 2013 Gun CatalogueDocument62 pagesSako Export 2013 Gun CataloguegorlanNo ratings yet
- HandgunsDocument90 pagesHandgunsgorlan100% (1)
- Tap Drill Reference For MechanicsDocument7 pagesTap Drill Reference For Mechanicsgorlan100% (2)
- Purdey BrochureDocument22 pagesPurdey BrochuregorlanNo ratings yet
- Mjn-Aug-13 AntiqueDocument115 pagesMjn-Aug-13 AntiquegorlanNo ratings yet
- SilhouettesDocument1 pageSilhouettesfredfunder838No ratings yet
- Silhouette Target 10Document1 pageSilhouette Target 10gorlanNo ratings yet
- MOA TargetsDocument60 pagesMOA TargetsgorlanNo ratings yet
- Quiver Leather PlanDocument1 pageQuiver Leather PlangorlanNo ratings yet
- Cross HairDocument1 pageCross HairRobert T. StumpfNo ratings yet
- Yamaha V MAX Service ManualDocument405 pagesYamaha V MAX Service Manualapi-384152690% (21)
- Ram Bullseye TargetDocument1 pageRam Bullseye TargetgorlanNo ratings yet
- Springer Airgun LubingDocument5 pagesSpringer Airgun Lubinggorlan100% (2)
- Sharp KnifeDocument4 pagesSharp Knifegorlan67% (3)
- Titan SpringsDocument1 pageTitan SpringsgorlanNo ratings yet
- Black-It Full Information Metal Coating FirearmsDocument4 pagesBlack-It Full Information Metal Coating FirearmsgorlanNo ratings yet
- Sharp KnifeDocument4 pagesSharp Knifegorlan67% (3)
- BAM B40 ManualDocument5 pagesBAM B40 ManualgorlanNo ratings yet
- Press Release - Royal Enfield Continental GT International Launch - Sept 11 2013 UKDocument3 pagesPress Release - Royal Enfield Continental GT International Launch - Sept 11 2013 UKgorlanNo ratings yet
- Standard Abrasives Head PortingDocument13 pagesStandard Abrasives Head PortingjteamNo ratings yet