
You might also like
- CNC ToolingDocument3 pagesCNC Toolingkranthi142434No ratings yet
- CNC ToolingDocument17 pagesCNC ToolingAnonymous pKd6ekNo ratings yet
- Chapter3 - Cutting Tools For CNC MachinesDocument46 pagesChapter3 - Cutting Tools For CNC MachinesTharun Kumar Chõwdâry100% (1)
- Work Holding DevicesDocument21 pagesWork Holding DevicesdivakarNo ratings yet
- Module 5 TOOLING and WORK HOLDING DEVICESDocument17 pagesModule 5 TOOLING and WORK HOLDING DEVICESsiddharth100% (1)
- Tools and Work Holding Devices of CNC MachinesDocument9 pagesTools and Work Holding Devices of CNC Machinessham javed100% (1)
- Manufacturing Process of Copper AssignmentDocument10 pagesManufacturing Process of Copper AssignmentUsman HafeezNo ratings yet
- Tool and Cutter GrinderDocument6 pagesTool and Cutter GrinderNav Srinath100% (1)
- CNC Tooling 1Document21 pagesCNC Tooling 1Gabdulla KenbeilovNo ratings yet
- 1.0 Introduction of CNC Turning MachineDocument9 pages1.0 Introduction of CNC Turning Machineeizhar50% (4)
- Unit 1 Introduction To Machine and Machine ToolDocument19 pagesUnit 1 Introduction To Machine and Machine ToolAtul GaurNo ratings yet
- DV09PUB2 Study GuideDocument5 pagesDV09PUB2 Study GuideAmirAmiriNo ratings yet
- CAM Notes 1Document10 pagesCAM Notes 1FELIX KEUYANo ratings yet
- DV09PUB2 Study GuideDocument5 pagesDV09PUB2 Study GuideJose JulianNo ratings yet
- Milling and Machining CentersDocument5 pagesMilling and Machining CentersJose JulianNo ratings yet
- CAM Notes 2Document15 pagesCAM Notes 2FELIX KEUYANo ratings yet
- Machining Workshop Report 2Document17 pagesMachining Workshop Report 2Harith DanialNo ratings yet
- InternshipDocument17 pagesInternshipsoumyaNo ratings yet
- CNC TURNING MachineDocument14 pagesCNC TURNING MachineFaiz AhmedNo ratings yet
- 12 Types of CNC MachinesDocument8 pages12 Types of CNC MachinesVirnic FarmNo ratings yet
- CNC Cutting Tool Live Monitoring and Cost ReductionDocument10 pagesCNC Cutting Tool Live Monitoring and Cost ReductionKodali Rithvik0% (2)
- DMP Study GuideDocument10 pagesDMP Study GuideAustin ParkerNo ratings yet
- Chapter 5 - CNC ToolingDocument50 pagesChapter 5 - CNC ToolingDani AbHalimNo ratings yet
- Design of Machining Fixture For Turbine Rotor BladeDocument14 pagesDesign of Machining Fixture For Turbine Rotor BladeesatjournalsNo ratings yet
- CAD CAM Unit 4Document41 pagesCAD CAM Unit 4Ishank Singh SandhuNo ratings yet
- Diseño Vial para IntercambiosDocument17 pagesDiseño Vial para Intercambioshenry elvisNo ratings yet
- Objective Questionsand Answerson Operation ManagementDocument22 pagesObjective Questionsand Answerson Operation ManagementAnonymous LFgO4WbIDNo ratings yet
- CNC and AutocadDocument19 pagesCNC and AutocadsumanthNo ratings yet
- Note CNC Lathe MachineDocument19 pagesNote CNC Lathe MachineSyafi NafisNo ratings yet
- Design and Fabrication of Fixture For Labyrinth RingDocument6 pagesDesign and Fabrication of Fixture For Labyrinth RingAkhilesh KumarNo ratings yet
- Ch-9 Shaper, Planner, SlotterDocument29 pagesCh-9 Shaper, Planner, SlotterPrateek Bayal100% (1)
- Introduction To CNC MachinesDocument15 pagesIntroduction To CNC Machinespranjal priyeNo ratings yet
- Lathe Machine.Document12 pagesLathe Machine.PUBLIC USERNo ratings yet
- Optimization of Machining Parameters in CNC Milling Machine Using Taguchi MethodDocument11 pagesOptimization of Machining Parameters in CNC Milling Machine Using Taguchi MethodAllaboyinamahidharNo ratings yet
- Machine Mall - All PagesDocument6 pagesMachine Mall - All PagesGM Business DevelopmentNo ratings yet
- BiwDocument2 pagesBiwSudarshan AhireNo ratings yet
- Introduction To Machine and Machine ToolDocument18 pagesIntroduction To Machine and Machine ToolSachin ChaturvediNo ratings yet
- Chapter 1Document45 pagesChapter 1idris_ali_7No ratings yet
- Chapter 1Document18 pagesChapter 1John BryanNo ratings yet
- Ch-1 Basics of Metal Cutt PDFDocument106 pagesCh-1 Basics of Metal Cutt PDFAnkit AmbaniNo ratings yet
- Manual TB6560Document16 pagesManual TB6560erickmoraesNo ratings yet
- New Microsoft Office Word DocumentDocument10 pagesNew Microsoft Office Word DocumentKamaljeetNo ratings yet
- MillingDocument5 pagesMillingSelan MatlanNo ratings yet
- CNC Pit Wheel Lathe MachineDocument16 pagesCNC Pit Wheel Lathe MachineJyothendra Pavan DamarlaNo ratings yet
- Design and Manufacturing of Lathe Tool Post Grinding AttachmentDocument3 pagesDesign and Manufacturing of Lathe Tool Post Grinding AttachmentAnonymous kw8Yrp0R5rNo ratings yet
- Me440 - hw2Document6 pagesMe440 - hw2Enis DönmezNo ratings yet
- Justifying, Selecting and Implementing Tube Bending Methods: AuthorDocument30 pagesJustifying, Selecting and Implementing Tube Bending Methods: Authorsarge18No ratings yet
- Lab 3 Background On G-Code GenerationDocument4 pagesLab 3 Background On G-Code GenerationRaymond KwonNo ratings yet
- Machining Operations and Machine Tools: J.Ramkumar Dept of Mechanical EngineeringDocument36 pagesMachining Operations and Machine Tools: J.Ramkumar Dept of Mechanical EngineeringOm PrakashNo ratings yet
- Robotic and CNC Deburring Tools: NEW CatalogDocument12 pagesRobotic and CNC Deburring Tools: NEW Catalogspace2kNo ratings yet
- Automated Machine ToolsDocument29 pagesAutomated Machine ToolsSyafawati OsmanNo ratings yet
- Metal Cutting Processes 2 - Milling: Home HandoutDocument13 pagesMetal Cutting Processes 2 - Milling: Home HandoutpbtambeNo ratings yet
- Industrial VisitDocument7 pagesIndustrial VisitKandula KrishnarjunNo ratings yet
- Design of Machining Fixture For TurbineDocument14 pagesDesign of Machining Fixture For Turbinejacob ellyNo ratings yet
- CNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopFrom EverandCNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopRating: 5 out of 5 stars5/5 (3)
- Grinding Overview: Machinist Grinder Interview Questions and AnswersFrom EverandGrinding Overview: Machinist Grinder Interview Questions and AnswersNo ratings yet
- Production Engineering: Jig and Tool DesignFrom EverandProduction Engineering: Jig and Tool DesignRating: 4 out of 5 stars4/5 (9)
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0From EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Rating: 5 out of 5 stars5/5 (1)
- Prabhakar2019 Casting 2Document13 pagesPrabhakar2019 Casting 2Surendra SainiNo ratings yet
- Ham 1988Document11 pagesHam 1988Surendra SainiNo ratings yet
- Yu2006 Chapter ResearchOnCNCTechnologyBasedOnDocument6 pagesYu2006 Chapter ResearchOnCNCTechnologyBasedOnSurendra SainiNo ratings yet
- Cay 1997Document31 pagesCay 1997Surendra SainiNo ratings yet
- Casting 1Document13 pagesCasting 1Surendra SainiNo ratings yet
- Kuo2018 CASTING 3Document12 pagesKuo2018 CASTING 3Surendra SainiNo ratings yet
- 978 3 642 78063 9 - 22Document2 pages978 3 642 78063 9 - 22Surendra SainiNo ratings yet
- Yu2006 Chapter ResearchOnCNCTechnologyBasedOnDocument6 pagesYu2006 Chapter ResearchOnCNCTechnologyBasedOnSurendra SainiNo ratings yet
- BTech Mech Syllabus12 13Document57 pagesBTech Mech Syllabus12 13AjayChouhanNo ratings yet
- Flow Laser Lines PDFDocument1 pageFlow Laser Lines PDFSurendra SainiNo ratings yet
- Computer Aided Process Planning Using Step Neutral File For Automotive Parts IJERTV6IS040497Document4 pagesComputer Aided Process Planning Using Step Neutral File For Automotive Parts IJERTV6IS040497Surendra SainiNo ratings yet
- CIM Optimization PDFDocument2 pagesCIM Optimization PDFSurendra SainiNo ratings yet
- Flow Laser Lines PDFDocument1 pageFlow Laser Lines PDFSurendra SainiNo ratings yet
- Chemical Computer PDFDocument59 pagesChemical Computer PDFSurendra SainiNo ratings yet
- Black ManufacturingDocument2 pagesBlack ManufacturingSurendra SainiNo ratings yet
- Chemical Computer PDFDocument59 pagesChemical Computer PDFSurendra SainiNo ratings yet
- Chemical Computer PDFDocument59 pagesChemical Computer PDFSurendra SainiNo ratings yet
- Chemical Computer PDFDocument59 pagesChemical Computer PDFSurendra SainiNo ratings yet
- Peak Power Caculation FormulaDocument16 pagesPeak Power Caculation FormulaSurendra SainiNo ratings yet
- Chemical Computer PDFDocument59 pagesChemical Computer PDFSurendra SainiNo ratings yet
- BTech Mech Syllabus12 13Document57 pagesBTech Mech Syllabus12 13AjayChouhanNo ratings yet
- BTech Mech Syllabus12 13Document57 pagesBTech Mech Syllabus12 13AjayChouhanNo ratings yet
- Chemical Computer PDFDocument59 pagesChemical Computer PDFSurendra SainiNo ratings yet
- Lec 15Document32 pagesLec 15Surendra SainiNo ratings yet
- PicDocument1 pagePicSurendra SainiNo ratings yet
- Conventional Drilling 2018Document11 pagesConventional Drilling 2018Surendra SainiNo ratings yet
- Chen 2015Document10 pagesChen 2015Surendra SainiNo ratings yet
- Average and Peak PowerDocument1 pageAverage and Peak Powerkristiyono_stNo ratings yet
- Dr. Manoj Gupta STPDocument2 pagesDr. Manoj Gupta STPSurendra SainiNo ratings yet
- Call For Papers-AIM Special Issue-MK TiwariDocument3 pagesCall For Papers-AIM Special Issue-MK TiwariSurendra SainiNo ratings yet
- PP EKN Edition2 en 07-08Document45 pagesPP EKN Edition2 en 07-08ManibalanNo ratings yet
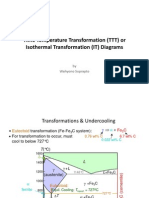
- Time Temperature Transformation (TTT) or IsothermalDocument26 pagesTime Temperature Transformation (TTT) or IsothermalAfredo TrilasetyaNo ratings yet
- Enclosures: Wholesale Catalogue V1Document24 pagesEnclosures: Wholesale Catalogue V1AbhijitNo ratings yet
- Astm A500 PDFDocument5 pagesAstm A500 PDFacqp50% (2)
- Astm A747Document4 pagesAstm A747Srinivasan KrishnamoorthyNo ratings yet
- Construction Materials Book CDDocument68 pagesConstruction Materials Book CDJelena Popovic100% (1)
- LGI Scrap Lifting MagnetDocument2 pagesLGI Scrap Lifting MagnetAlan RossNo ratings yet
- Astm F 436M-04Document5 pagesAstm F 436M-04Jorge ToribioNo ratings yet
- Additional Technical Requirements For PipesDocument3 pagesAdditional Technical Requirements For PipesSaid Ahmed SalemNo ratings yet
- AWS D1.1-D1.1M-2015 (WeldingWorld) 250Document1 pageAWS D1.1-D1.1M-2015 (WeldingWorld) 250Ali Clubist100% (1)
- Homework 1Document3 pagesHomework 1Hussain Ali MurtazaNo ratings yet
- Komatsu PC360LC-10Document95 pagesKomatsu PC360LC-10blaktion100% (2)
- Iron-Iron Carbide (Fe-Fe3C) Phase Diagram: M. Tech. (FFT) Technology of Ferrous CastingDocument7 pagesIron-Iron Carbide (Fe-Fe3C) Phase Diagram: M. Tech. (FFT) Technology of Ferrous CastingRajulapati Sunil KumarNo ratings yet
- Indian Standard: Specification For Reels and Drums For Bare ConductorsDocument13 pagesIndian Standard: Specification For Reels and Drums For Bare ConductorsUppala Krishna ChaitanyaNo ratings yet
- High-Melting Materials For Rockets A N D Cosmic MissilesDocument3 pagesHigh-Melting Materials For Rockets A N D Cosmic Missilesaj_rayNo ratings yet
- 501 Die Maintenance BookDocument32 pages501 Die Maintenance BookMurat TerziNo ratings yet
- Chemical Composition: ASTM A36 Mild/Low Carbon SteelDocument2 pagesChemical Composition: ASTM A36 Mild/Low Carbon SteelBIPIN BALANNo ratings yet
- Can I Use Galvanized Sheet Metal For Kitchen TabletopDocument2 pagesCan I Use Galvanized Sheet Metal For Kitchen TabletopmarketingNo ratings yet
- E Cospace: AE Aterial SpecificationDocument5 pagesE Cospace: AE Aterial SpecificationAsraff Abdul RahmanNo ratings yet
- The Future of Ferrochrome Production in ZimbabweDocument4 pagesThe Future of Ferrochrome Production in ZimbabweFadzai FunguraNo ratings yet
- Bend Testing - TWIDocument8 pagesBend Testing - TWIFarid Ahmed KhwajaNo ratings yet
- [Zeitschrift Fr Naturforschung B] Metal Complexes of Biologically Important Ligands CLXXII [1]. Metal Ions and Metal Complexes as Protective Groups of Amino Acids and Peptides Reactions at Coordinated Amino AcidsDocument25 pages[Zeitschrift Fr Naturforschung B] Metal Complexes of Biologically Important Ligands CLXXII [1]. Metal Ions and Metal Complexes as Protective Groups of Amino Acids and Peptides Reactions at Coordinated Amino AcidsRamona AndronesiNo ratings yet
- Hayward Automatic & Fabricated Strainers PDFDocument40 pagesHayward Automatic & Fabricated Strainers PDFviveros_caosNo ratings yet
- Manual de Oxicorte (Harris)Document8 pagesManual de Oxicorte (Harris)Todo en Ingenieria TEI C.A.No ratings yet
- Manual Pedicure y ManicureDocument29 pagesManual Pedicure y ManicureMarco Sepúlveda100% (1)
- Valves - HattersleyDocument64 pagesValves - HattersleyAhrian BenaNo ratings yet
- 6 - Materials - Metals and Non-Metals - Book Back AnswersDocument7 pages6 - Materials - Metals and Non-Metals - Book Back AnswersSOULSNIPER 15No ratings yet
- BHF 21Document2 pagesBHF 21Yudha SatriaNo ratings yet
- CarbofilDocument3 pagesCarbofilBranko FerenčakNo ratings yet
- Pre Painted SteelDocument80 pagesPre Painted SteelCao SonNo ratings yet




































































































![[Zeitschrift Fr Naturforschung B] Metal Complexes of Biologically Important Ligands CLXXII [1]. Metal Ions and Metal Complexes as Protective Groups of Amino Acids and Peptides Reactions at Coordinated Amino Acids](https://imgv2-1-f.scribdassets.com/img/document/366296447/149x198/4105a563dc/1512413940?v=1)







