You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Latin Unit 1 (Primer Ecclesiastical Latin Textbook)Document2 pagesLatin Unit 1 (Primer Ecclesiastical Latin Textbook)Clarence AG YueNo ratings yet
- Run Your Model in Six StepsDocument79 pagesRun Your Model in Six StepsClarence AG YueNo ratings yet
- Run Your Equilibrium Model in Six StepsDocument13 pagesRun Your Equilibrium Model in Six StepsClarence AG YueNo ratings yet
- Run Your Equilibrium Model in Six StepsDocument13 pagesRun Your Equilibrium Model in Six StepsClarence AG YueNo ratings yet
- Multilinear Algebra - MITDocument141 pagesMultilinear Algebra - MITasdNo ratings yet
- Enzyme Regression Fitting BOOTSTRAPPINGDocument11 pagesEnzyme Regression Fitting BOOTSTRAPPINGClarence AG YueNo ratings yet
- Dimethoxy ModelDocument141 pagesDimethoxy ModelClarence AG YueNo ratings yet
- SIX STEPS TO RUN YOUR MODEL IN KINTECUSDocument127 pagesSIX STEPS TO RUN YOUR MODEL IN KINTECUSClarence AG YueNo ratings yet
- Polymer Multifit MulticonditionsDocument33 pagesPolymer Multifit MulticonditionsClarence AG YueNo ratings yet
- Ethanol CombustionDocument47 pagesEthanol CombustionClarence AG YueNo ratings yet
- Enzyme Regression Fitting BOOTSTRAPPINGDocument11 pagesEnzyme Regression Fitting BOOTSTRAPPINGClarence AG YueNo ratings yet
- Wolfrum With Temp ProgramDocument39 pagesWolfrum With Temp ProgramClarence AG YueNo ratings yet
- Zhang Aerobic-Fitting Multiple DatasetsDocument63 pagesZhang Aerobic-Fitting Multiple DatasetsClarence AG YueNo ratings yet
- Zhang Anoxic-Fitting Multiple DatasetsDocument56 pagesZhang Anoxic-Fitting Multiple DatasetsClarence AG YueNo ratings yet
- 6 STEPS TO RUN YOUR KINTECUS MODELDocument12 pages6 STEPS TO RUN YOUR KINTECUS MODELClarence AG YueNo ratings yet
- Simultaneous Heat and Mass Transfer (SHMT) : 7th Semester, B.Sc. Chemical Engineering Session 2008 Delivered byDocument43 pagesSimultaneous Heat and Mass Transfer (SHMT) : 7th Semester, B.Sc. Chemical Engineering Session 2008 Delivered byClarence AG YueNo ratings yet
- VPO Budget EstimateDocument1 pageVPO Budget EstimateClarence AG YueNo ratings yet
- Li 2014Document6 pagesLi 2014Clarence AG YueNo ratings yet
- We Mourn PDFDocument3 pagesWe Mourn PDFClarence AG YueNo ratings yet
- Combustion Workbook OH MultifitDocument38 pagesCombustion Workbook OH MultifitClarence AG YueNo ratings yet
- Nicol 2001Document19 pagesNicol 2001Clarence AG YueNo ratings yet
- Lim 2014Document12 pagesLim 2014Clarence AG YueNo ratings yet
- Chemical Engineering Science: David Ming, David Glasser, Diane HildebrandtDocument12 pagesChemical Engineering Science: David Ming, David Glasser, Diane HildebrandtClarence AG YueNo ratings yet
- Engineering Graph Paper BWDocument3 pagesEngineering Graph Paper BWClarence AG YueNo ratings yet
- Engineering Graph Paper BWDocument1 pageEngineering Graph Paper BWmusa727No ratings yet
- Attainable Regions For A Reactor: Application of Plot: Chemical Engineering Research and DesignDocument20 pagesAttainable Regions For A Reactor: Application of Plot: Chemical Engineering Research and DesignClarence AG YueNo ratings yet
- An Idiot's Guide To Square NotesDocument12 pagesAn Idiot's Guide To Square NotesOgangwu BenjaminNo ratings yet
- Lesson 1Document4 pagesLesson 1Clarence AG YueNo ratings yet
- CH 13Document5 pagesCH 13Clarence AG YueNo ratings yet
- Enzyme Regression Fitting BOOTSTRAPPINGDocument11 pagesEnzyme Regression Fitting BOOTSTRAPPINGClarence AG YueNo ratings yet
- Hansen Resume PDFDocument1 pageHansen Resume PDFapi-471725106No ratings yet
- Stacks and QueuesDocument21 pagesStacks and QueuesDhivya NNo ratings yet
- THIRD SEMESTER PROGRAMMING AND DATA STRUCTURES-2 NOTES FOR 5 UNITS REGULATION 2013Cs6301 NotesDocument207 pagesTHIRD SEMESTER PROGRAMMING AND DATA STRUCTURES-2 NOTES FOR 5 UNITS REGULATION 2013Cs6301 NotesPRIYA RAJINo ratings yet
- Ia Ha 2Document4 pagesIa Ha 2Er Shubham RaksheNo ratings yet
- Trig Formula SheetDocument1 pageTrig Formula SheetNeil BreenNo ratings yet
- Karnaugh Map: Engr. Pablo B. Asi Engr. Leni A. Bulan Engr. Liza R. MaderazoDocument18 pagesKarnaugh Map: Engr. Pablo B. Asi Engr. Leni A. Bulan Engr. Liza R. MaderazoDexter DoteNo ratings yet
- SL Physics Lab 2: Air ResistanceDocument6 pagesSL Physics Lab 2: Air ResistanceGennadyNo ratings yet
- Trig integrals & trig subsDocument6 pagesTrig integrals & trig subsjunaidadilNo ratings yet
- Trig2 Tutorial VDocument2 pagesTrig2 Tutorial VSabrina LinuxNo ratings yet
- 19 Performance Analysis of MmWave Communications With Selection Combining Over Fluctuating - Two Ray Fading ModelDocument5 pages19 Performance Analysis of MmWave Communications With Selection Combining Over Fluctuating - Two Ray Fading Modelremonadly2704No ratings yet
- Summer 2022Document20 pagesSummer 2022GAMING PLUS TECHNo ratings yet
- Chapter 7Document9 pagesChapter 7Li Ly100% (1)
- LC Filter For Three Phase Inverter ReportDocument19 pagesLC Filter For Three Phase Inverter ReportMuthuRajNo ratings yet
- LLVM Reference CardDocument2 pagesLLVM Reference CardPranay DevisettyNo ratings yet
- Altair's Student Guides - Instructor's Manual - CAE and Multi Body DynamicsDocument18 pagesAltair's Student Guides - Instructor's Manual - CAE and Multi Body DynamicsKFourMetrics100% (5)
- An angle bisector parallel applied to solving triangle construction problemsDocument3 pagesAn angle bisector parallel applied to solving triangle construction problemsAltananyNo ratings yet
- Math N4 Syllabus BreakdownDocument23 pagesMath N4 Syllabus BreakdownButi MotsamaiNo ratings yet
- Introduction & Basics Perceptrons Perceptron Learning and PLR Beyond Perceptrons Two-Layered Feed-Forward Neural NetworksDocument60 pagesIntroduction & Basics Perceptrons Perceptron Learning and PLR Beyond Perceptrons Two-Layered Feed-Forward Neural NetworksmayankkansalNo ratings yet
- Statistics - Mean - 700 - 800 Level QuestionsDocument4 pagesStatistics - Mean - 700 - 800 Level QuestionsSumalya BhattaacharyaaNo ratings yet
- Kotval Mullin Fiscal ImpactDocument44 pagesKotval Mullin Fiscal ImpactMarkWeberNo ratings yet
- Knit 3Document189 pagesKnit 3adnan100% (1)
- The Estimation of Pi Using Monte Carlo Technique With Interactive AnimationsDocument7 pagesThe Estimation of Pi Using Monte Carlo Technique With Interactive AnimationsMunjiba NiloopherNo ratings yet
- 3rd Quarterly Exam in Mathematics 5Document9 pages3rd Quarterly Exam in Mathematics 5Jaycer De MesaNo ratings yet
- Empirical Correlations Drained Shear Strength For Slope Stability AnalysesDocument10 pagesEmpirical Correlations Drained Shear Strength For Slope Stability AnalysesPSNo ratings yet
- Arvind Sir Tutorials - Maths Formula Book 22 April 2018Document8 pagesArvind Sir Tutorials - Maths Formula Book 22 April 2018Kumar ArvindNo ratings yet
- Ppic MRPDocument6 pagesPpic MRPSandeep SatapathyNo ratings yet
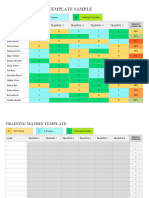
- IC Training Matrix Template Sample 11623Document5 pagesIC Training Matrix Template Sample 11623Nithin MathaiNo ratings yet
- 11-1 Graphing Linear EquationsDocument10 pages11-1 Graphing Linear Equationsapi-26014607No ratings yet
- CHAPTER 5 (AutoRecovered)Document12 pagesCHAPTER 5 (AutoRecovered)Wilmar AcaboNo ratings yet