You might also like
- Pipe Wrinkle Study-Final ReportDocument74 pagesPipe Wrinkle Study-Final Reportjafarimehdi17No ratings yet
- Pipeline Safety Inspections OverviewDocument25 pagesPipeline Safety Inspections Overviewjafarimehdi17No ratings yet
- ENGINEERING DESIGN GUIDELINES Relief Valves Sizing and Selection Rev WebDocument31 pagesENGINEERING DESIGN GUIDELINES Relief Valves Sizing and Selection Rev Webjr_satish6965No ratings yet
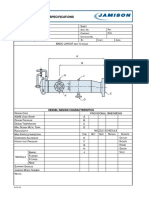
- Pig Launcher Specifications PDFDocument1 pagePig Launcher Specifications PDFshahin85No ratings yet
- 601 Words You Need To KnowDocument154 pages601 Words You Need To KnowUsman Ahmad100% (2)
- Research Design and Statistical PDFDocument725 pagesResearch Design and Statistical PDFjafarimehdi17No ratings yet
- Understanding The Middlegame: How To Analyze Positions, by Richard Westbrook (2003)Document4 pagesUnderstanding The Middlegame: How To Analyze Positions, by Richard Westbrook (2003)Obinna AdolalomNo ratings yet
- Guidelines For Gas SafetyDocument8 pagesGuidelines For Gas Safetyjafarimehdi17No ratings yet
- Pipe Support SpansDocument4 pagesPipe Support SpansMitchellgranyNo ratings yet
- 092 NaturalgasDocument2 pages092 Naturalgasjafarimehdi17No ratings yet
- H2S Employee SafetyDocument49 pagesH2S Employee SafetypaivensolidsnakeNo ratings yet
- Natural Gas Installation Standards HandbookDocument80 pagesNatural Gas Installation Standards HandbookAnicet Vincent100% (1)
- Guide To Dangerous Substances and Explosive Atmospheres RegulationsDocument16 pagesGuide To Dangerous Substances and Explosive Atmospheres RegulationsAndrew PeverillNo ratings yet
- Stage TNK Design API 620Document28 pagesStage TNK Design API 620owenh796100% (2)
- Pipeline System DesignDocument5 pagesPipeline System Designjafarimehdi17No ratings yet
- H2S MSC ProjectDocument68 pagesH2S MSC Projectjafarimehdi17No ratings yet
- Biological ControlDocument16 pagesBiological Controljafarimehdi17No ratings yet
- SPC-0804.02-50.09 Rev D2 Welding of Pipe For Station ConstructionDocument14 pagesSPC-0804.02-50.09 Rev D2 Welding of Pipe For Station ConstructionAbdul Hakam Mohamed YusofNo ratings yet
- Biological ControlDocument209 pagesBiological Controljafarimehdi17100% (1)
- Biological ControlDocument16 pagesBiological Controljafarimehdi17No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- FurnacesDocument7 pagesFurnacesChirag PatelNo ratings yet
- Hazardous (Classified) LocationsDocument2 pagesHazardous (Classified) LocationsMarhmello PadriqueNo ratings yet
- Schenck Process Americas S.A.S / FCT Combustion Pty: Ficem Apcac Costa Rica 2012Document22 pagesSchenck Process Americas S.A.S / FCT Combustion Pty: Ficem Apcac Costa Rica 2012Anonymous phm7cBGtNo ratings yet
- API and ISO Gas-Lift Recommended Practices PDFDocument47 pagesAPI and ISO Gas-Lift Recommended Practices PDFcarlosNo ratings yet
- BFP Fire Safety SeminarDocument60 pagesBFP Fire Safety SeminarJulius Cesar Cudera100% (2)
- Combustion m2Document33 pagesCombustion m2boj VillanuevaNo ratings yet
- 250 MR Charlie Oil Drilling RigDocument7 pages250 MR Charlie Oil Drilling RigChaidir TransmissionNo ratings yet
- CH TB Cu Aircooled Had 3 22Document28 pagesCH TB Cu Aircooled Had 3 22shank100No ratings yet
- Internship Report - Shivani Kumbhare PDFDocument22 pagesInternship Report - Shivani Kumbhare PDFpiyush solankiNo ratings yet
- Turbo ChargerDocument20 pagesTurbo ChargerJoshi DhvanitNo ratings yet
- Instructions 95-8546: UVIR Flame Detector X5200Document34 pagesInstructions 95-8546: UVIR Flame Detector X5200Vortex63No ratings yet
- Fire Safety Risk Assessment 2006 Transport PremisesDocument162 pagesFire Safety Risk Assessment 2006 Transport Premises3582No ratings yet
- CV. MahmudiDocument5 pagesCV. MahmudiRanie KhairunnisaNo ratings yet
- How Gas Turbine Power Plants WorkDocument6 pagesHow Gas Turbine Power Plants Workchella2705100% (1)
- Bunkers Fuel and CSTDocument5 pagesBunkers Fuel and CSTAmit KumarNo ratings yet
- Green Engine PPT 2Document23 pagesGreen Engine PPT 2asra tabassumNo ratings yet
- LEL UEL Gas Supplies - MathesonDocument1 pageLEL UEL Gas Supplies - MathesoneakonakosNo ratings yet
- Gas WeldingDocument20 pagesGas WeldingYJ SiowNo ratings yet
- Refining Gas Processing Petrochemicals: Outlook Automation & Control EnvironmentalDocument124 pagesRefining Gas Processing Petrochemicals: Outlook Automation & Control EnvironmentalBiswanath SahaNo ratings yet
- Unconventional Oil Sources GuideDocument5 pagesUnconventional Oil Sources GuideAsif UllahNo ratings yet
- Energy Calculation WorksheetDocument4 pagesEnergy Calculation WorksheetDenis AkingbasoNo ratings yet
- Logistics of Light Diesel Oil tradeDocument11 pagesLogistics of Light Diesel Oil tradeRohit KumarNo ratings yet
- SCDA Literature Review Explores Methods to Reduce Concrete Cracking TimesDocument22 pagesSCDA Literature Review Explores Methods to Reduce Concrete Cracking TimesAdhavanNo ratings yet
- Boletin Oil 2016Document20 pagesBoletin Oil 2016OCTAVIONo ratings yet
- EssarDocument118 pagesEssarinnocentshah100% (1)
- Datasheep Apd1000cDocument4 pagesDatasheep Apd1000cJose Cristian PeraltaNo ratings yet
- Operacion y Mantenimiento Cat C9Document120 pagesOperacion y Mantenimiento Cat C9diego yecid millan mendozaNo ratings yet
- FMDS0795Document17 pagesFMDS0795Buelvas NicanorNo ratings yet
- Specific Gravity and Viscosity Experiment ME139L PDFDocument25 pagesSpecific Gravity and Viscosity Experiment ME139L PDFBenjamin De GuzmanNo ratings yet
- Case 430-Tier 3,-440-Tier 3 PDFDocument43 pagesCase 430-Tier 3,-440-Tier 3 PDFNil Acuña100% (1)