You might also like
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Belzona 1391Document2 pagesBelzona 1391AsadAliNo ratings yet
- Belzona 1321 (Ceramic S-Metal) - Instructions For UseDocument2 pagesBelzona 1321 (Ceramic S-Metal) - Instructions For Usevangeliskyriakos8998No ratings yet
- Belzona 1511 Instruction For UseDocument2 pagesBelzona 1511 Instruction For UseNitin AggarwalNo ratings yet
- Belzona 1341 (Supermetalglide) - Instructions For UseDocument2 pagesBelzona 1341 (Supermetalglide) - Instructions For Usevangeliskyriakos8998No ratings yet
- UK1391Tif 10034Document2 pagesUK1391Tif 10034Deepak YadavNo ratings yet
- Interline 399Document4 pagesInterline 399pinky_y2kNo ratings yet
- Interplus 1180: Protective CoatingsDocument4 pagesInterplus 1180: Protective CoatingsAnindya Aulia PratiwiNo ratings yet
- Barrier 90 - English (Uk) - Issued.06.12.2007Document3 pagesBarrier 90 - English (Uk) - Issued.06.12.2007Mohamed FaragNo ratings yet
- Interline 1012+ds+engDocument4 pagesInterline 1012+ds+engSUBHOMOYNo ratings yet
- Interzone 954Document0 pagesInterzone 954hennawijayaNo ratings yet
- TDS - Barrier 90 - English (Uk) - Issued.05.10.2011Document4 pagesTDS - Barrier 90 - English (Uk) - Issued.05.10.2011ansarALLAAHNo ratings yet
- Intersleek 1100SR: Advanced Fluoropolymer Foul Release CoatingDocument4 pagesIntersleek 1100SR: Advanced Fluoropolymer Foul Release CoatingYanyan2009No ratings yet
- Thermaline 450 PDFDocument2 pagesThermaline 450 PDFNageswara Rao BavisettyNo ratings yet
- Carbo Guard 893 SGDocument2 pagesCarbo Guard 893 SGsuzilamatsallehNo ratings yet
- Sikafloor - 2530 W: 2-Part Water Based Epoxy CoatingDocument5 pagesSikafloor - 2530 W: 2-Part Water Based Epoxy Coatingthe pilotNo ratings yet
- Phenoline 1205 PDS 9-06 PDFDocument2 pagesPhenoline 1205 PDS 9-06 PDFttr_1947No ratings yet
- PPG PDS Amercoat 370Document7 pagesPPG PDS Amercoat 370sanguripNo ratings yet
- Sikafloor 2530 W-LP, 18kg (Ab)Document4 pagesSikafloor 2530 W-LP, 18kg (Ab)azheminNo ratings yet
- Jazeera Epo-Mortar SL5000Document3 pagesJazeera Epo-Mortar SL5000Ahmad BougeisNo ratings yet
- Interzone 1000: Glass Flake EpoxyDocument4 pagesInterzone 1000: Glass Flake EpoxyAnindya Aulia PratiwiNo ratings yet
- Interclene 175: TBT Free AntifoulingDocument4 pagesInterclene 175: TBT Free AntifoulingTrịnh Minh KhoaNo ratings yet
- Carbocoat 8215 PDS 6-10Document2 pagesCarbocoat 8215 PDS 6-10Mayur PatelNo ratings yet
- en-US_P091Document8 pagesen-US_P091Cris gomezNo ratings yet
- Flexane 80 CompoundDocument3 pagesFlexane 80 Compoundabh_omegaNo ratings yet
- Belzona 1341-3 - UnlockedDocument2 pagesBelzona 1341-3 - UnlockedimtiazNo ratings yet
- Epoxy Floor Coating Technical Data SheetDocument4 pagesEpoxy Floor Coating Technical Data SheetMohamed FaragNo ratings yet
- Muki Z 2001 - TDSDocument4 pagesMuki Z 2001 - TDSshameelNo ratings yet
- Thermaline 4700 PDSDocument2 pagesThermaline 4700 PDSzaheerNo ratings yet
- Interclene 245: TBT Free AntifoulingDocument4 pagesInterclene 245: TBT Free AntifoulingTrịnh Minh KhoaNo ratings yet
- Hempel - S Zinc Primer 16490Document2 pagesHempel - S Zinc Primer 16490Haryanto RNo ratings yet
- Antistatic SLEDocument51 pagesAntistatic SLEhodido2006No ratings yet
- Sikafloor261sys1 PdsDocument4 pagesSikafloor261sys1 PdsTPNo ratings yet
- TDS - Resist 86Document4 pagesTDS - Resist 86EricNo ratings yet
- Ceilcote 680 Primer AKZO PDFDocument4 pagesCeilcote 680 Primer AKZO PDFamitzalteNo ratings yet
- Jotazinc PDFDocument4 pagesJotazinc PDFAnonymous YtgIj2A9nWNo ratings yet
- Intergard 251 Tech Data SheetDocument0 pagesIntergard 251 Tech Data SheetL Mahender ReddyNo ratings yet
- Jotatemp 650 (ENG)Document3 pagesJotatemp 650 (ENG)Dedi KartiwaNo ratings yet
- Interzone 954Document4 pagesInterzone 954johnson_regoNo ratings yet
- Ceram Kote 54 SF - ARAMCO ApprovedDocument1 pageCeram Kote 54 SF - ARAMCO ApprovedSherif AbdelhameedNo ratings yet
- Interline985 - Matcote DatasheetDocument4 pagesInterline985 - Matcote DatasheetLee PachecoNo ratings yet
- Protective Coating-3Document0 pagesProtective Coating-3Sivaratnam NavatharanNo ratings yet
- Interzone 101Document0 pagesInterzone 101hennawijayaNo ratings yet
- Plasite 9133 Product Data SheetDocument3 pagesPlasite 9133 Product Data SheetChris StroudNo ratings yet
- Carboguard 890 PDSDocument2 pagesCarboguard 890 PDSLinnie McleodNo ratings yet
- Belzona 1831 Instruction For UseDocument2 pagesBelzona 1831 Instruction For UseshambhoiNo ratings yet
- Denso Protal 7200 Brush Application SpecDocument2 pagesDenso Protal 7200 Brush Application SpecJorge Isaac Lara Ramos100% (1)
- Maxifloor MFT 363 SL Epoxy Top CoatDocument2 pagesMaxifloor MFT 363 SL Epoxy Top Coattaufik majitNo ratings yet
- X-Shield SF PrimerDocument2 pagesX-Shield SF Primernader enanyNo ratings yet
- Interline 975: Solvent Free Epoxy Tank CoatingDocument4 pagesInterline 975: Solvent Free Epoxy Tank Coatingnoto.sugiartoNo ratings yet
- Interclene 336: TBT Free AntifoulingDocument4 pagesInterclene 336: TBT Free AntifoulingTrịnh Minh KhoaNo ratings yet
- Belzona 1321: Instructions For UseDocument2 pagesBelzona 1321: Instructions For UserobertomaleoNo ratings yet
- Dimetcote 9 Sigmazinc 9Document6 pagesDimetcote 9 Sigmazinc 9kaleshNo ratings yet
- MAXIFLOOR MFM-212-SF Epoxy Mortar ResinDocument2 pagesMAXIFLOOR MFM-212-SF Epoxy Mortar ResinPanji NugrohoNo ratings yet
- Benzona 1511Document2 pagesBenzona 1511Dia Putranto HarmayNo ratings yet
- Intertherm 50: Silicone AluminiumDocument4 pagesIntertherm 50: Silicone Aluminiumnoto.sugiartoNo ratings yet
- Carboguard 888 PDSDocument3 pagesCarboguard 888 PDSsalamrefighNo ratings yet
- Residential Asphalt Roofing Manual Design and Application Methods 2014 EditionFrom EverandResidential Asphalt Roofing Manual Design and Application Methods 2014 EditionNo ratings yet
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Astm, Sae and Iso Bolting MaterialDocument7 pagesAstm, Sae and Iso Bolting MaterialSds Mani SNo ratings yet
- Flange Facing Finish Imperfection StandardsDocument4 pagesFlange Facing Finish Imperfection StandardsSds Mani SNo ratings yet
- Training Slide - Car - NCRDocument12 pagesTraining Slide - Car - NCRSds Mani SNo ratings yet
- A2V3D2 - Pipe Joining Program WpsDocument4 pagesA2V3D2 - Pipe Joining Program WpsSds Mani SNo ratings yet
- ITP Pressure VesselDocument21 pagesITP Pressure VesselSds Mani SNo ratings yet
- A2V3D2 - Pipe Joining Program WpsDocument4 pagesA2V3D2 - Pipe Joining Program WpsSds Mani SNo ratings yet
- Welding Defects - ClassDocument34 pagesWelding Defects - ClassSds Mani S100% (2)
- AC and DC WeldingDocument18 pagesAC and DC WeldingSds Mani SNo ratings yet
- Pipe Weight and Dimension TablesDocument101 pagesPipe Weight and Dimension TablesSds Mani S100% (1)
- Avesta Welding ManualDocument300 pagesAvesta Welding Manual66apenlullenNo ratings yet
- A2V3D2 - Pipe Joining Program WpsDocument4 pagesA2V3D2 - Pipe Joining Program WpsSds Mani SNo ratings yet
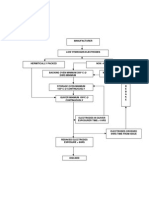
- Flow Chart - Electrode-AotcDocument1 pageFlow Chart - Electrode-AotcSds Mani SNo ratings yet
- Oil Gas Industry GuidelinesDocument90 pagesOil Gas Industry GuidelinesAdhia Prenata Putra HuzaNo ratings yet
- Shielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesDocument48 pagesShielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesspahicdaniloNo ratings yet
- Pickling and Passivating of Stainless SteelDocument4 pagesPickling and Passivating of Stainless SteelSds Mani SNo ratings yet
- 100 Solid Pu CoatingsDocument14 pages100 Solid Pu CoatingsSds Mani SNo ratings yet
- Copper WeldingDocument9 pagesCopper WeldingSds Mani SNo ratings yet
- Lloyd'S Register Type Approval System: Procedure TA02Document24 pagesLloyd'S Register Type Approval System: Procedure TA02tomstuNo ratings yet
- Hempel Data SheetDocument473 pagesHempel Data Sheetmuthuswamy77No ratings yet
- SAW Storage HandlingDocument2 pagesSAW Storage HandlingSds Mani SNo ratings yet
- API 653 Tank Inspections, Maintenance, and Causes of FailureDocument43 pagesAPI 653 Tank Inspections, Maintenance, and Causes of FailureAnderson ReyesNo ratings yet
- Flux SawDocument20 pagesFlux SawSds Mani SNo ratings yet
- Asme Single Mark FAQ 1Document1 pageAsme Single Mark FAQ 1Sds Mani SNo ratings yet
- Flux SawDocument20 pagesFlux SawSds Mani SNo ratings yet
- Bolt Torque Chart - PortlandDocument3 pagesBolt Torque Chart - PortlandJake Jacobs100% (2)
- Torque Chart For A 193 BoltsDocument1 pageTorque Chart For A 193 BoltsSds Mani SNo ratings yet
- Flux SawDocument20 pagesFlux SawSds Mani SNo ratings yet
- Shear Stud Welding PDFDocument16 pagesShear Stud Welding PDFJie RongNo ratings yet
- Dry Film Thickness Measurements How Many Are EnoughDocument11 pagesDry Film Thickness Measurements How Many Are EnoughSds Mani SNo ratings yet
- 08 Sepam - Understand Sepam Control LogicDocument20 pages08 Sepam - Understand Sepam Control LogicThức Võ100% (1)
- Iq TestDocument9 pagesIq TestAbu-Abdullah SameerNo ratings yet
- Logic and Set Theory PropositionDocument3 pagesLogic and Set Theory PropositionVince OjedaNo ratings yet
- DECA IMP GuidelinesDocument6 pagesDECA IMP GuidelinesVuNguyen313No ratings yet
- Postgraduate Notes in OrthodonticsDocument257 pagesPostgraduate Notes in OrthodonticsSabrina Nitulescu100% (4)
- Gas Dehydration (ENGINEERING DESIGN GUIDELINE)Document23 pagesGas Dehydration (ENGINEERING DESIGN GUIDELINE)Tu Dang TrongNo ratings yet
- GMWIN SoftwareDocument1 pageGMWIN SoftwareĐào Đình NamNo ratings yet
- On The Behavior of Gravitational Force at Small ScalesDocument6 pagesOn The Behavior of Gravitational Force at Small ScalesMassimiliano VellaNo ratings yet
- MODULE+4+ +Continuous+Probability+Distributions+2022+Document41 pagesMODULE+4+ +Continuous+Probability+Distributions+2022+Hemis ResdNo ratings yet
- Progressive Myoclonic Epilepsies - Practical Neurology 2015. MalekDocument8 pagesProgressive Myoclonic Epilepsies - Practical Neurology 2015. MalekchintanNo ratings yet
- Guiding Childrens Social Development and Learning 8th Edition Kostelnik Test BankDocument16 pagesGuiding Childrens Social Development and Learning 8th Edition Kostelnik Test Bankoglepogy5kobgk100% (29)
- Account Statement From 30 Jul 2018 To 30 Jan 2019Document8 pagesAccount Statement From 30 Jul 2018 To 30 Jan 2019Bojpuri OfficialNo ratings yet
- Unit 3 Computer ScienceDocument3 pagesUnit 3 Computer ScienceradNo ratings yet
- Reg FeeDocument1 pageReg FeeSikder MizanNo ratings yet
- Photographing Shadow and Light by Joey L. - ExcerptDocument9 pagesPhotographing Shadow and Light by Joey L. - ExcerptCrown Publishing Group75% (4)
- Lecture Ready 01 With Keys and TapescriptsDocument157 pagesLecture Ready 01 With Keys and TapescriptsBảo Châu VươngNo ratings yet
- Pub - Essentials of Nuclear Medicine Imaging 5th Edition PDFDocument584 pagesPub - Essentials of Nuclear Medicine Imaging 5th Edition PDFNick Lariccia100% (1)
- Case Study Hotel The OrchidDocument5 pagesCase Study Hotel The Orchidkkarankapoor100% (4)
- Modified Syllabus of Control SystemDocument2 pagesModified Syllabus of Control SystemDigambar PatilNo ratings yet
- Astera Data Integration BootcampDocument4 pagesAstera Data Integration BootcampTalha MehtabNo ratings yet
- Report Emerging TechnologiesDocument97 pagesReport Emerging Technologiesa10b11No ratings yet
- Electronics Ecommerce Website: 1) Background/ Problem StatementDocument7 pagesElectronics Ecommerce Website: 1) Background/ Problem StatementdesalegnNo ratings yet
- #3011 Luindor PDFDocument38 pages#3011 Luindor PDFcdouglasmartins100% (1)
- Marketing Plan for Monuro Clothing Store Expansion into CroatiaDocument35 pagesMarketing Plan for Monuro Clothing Store Expansion into CroatiaMuamer ĆimićNo ratings yet
- National Standard Examination in Astronomy 2018-19 (NSEA) : Question Paper Code: A423Document1 pageNational Standard Examination in Astronomy 2018-19 (NSEA) : Question Paper Code: A423VASU JAINNo ratings yet
- Insider Threat ManagementDocument48 pagesInsider Threat ManagementPatricia LehmanNo ratings yet
- 50 Years of Teaching PianoDocument122 pages50 Years of Teaching PianoMyklan100% (35)
- Exp 8 - GPG - D12B - 74 PDFDocument4 pagesExp 8 - GPG - D12B - 74 PDFPRATIKSHA WADIBHASMENo ratings yet
- Polyol polyether+NCO Isupur PDFDocument27 pagesPolyol polyether+NCO Isupur PDFswapon kumar shillNo ratings yet
- Electronics Project Automatic Bike Controller Using Infrared RaysDocument16 pagesElectronics Project Automatic Bike Controller Using Infrared RaysragajeevaNo ratings yet