You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Standard Hook-Up Wires & Cables For ElectronicsDocument124 pagesStandard Hook-Up Wires & Cables For ElectronicsdlstoneNo ratings yet
- Nasa STD 8739 4Document103 pagesNasa STD 8739 4dlstoneNo ratings yet
- Example: Terminal StackingDocument40 pagesExample: Terminal StackingNick NumlkNo ratings yet
- Industrial Crimp Quality HandbookDocument27 pagesIndustrial Crimp Quality Handbookvggalileo100% (1)
- Techinical Information Handbook Wire and Cable PDFDocument328 pagesTechinical Information Handbook Wire and Cable PDFctsak83% (6)
- Allied Machine & Engineering T-A Drilling System CatalogDocument128 pagesAllied Machine & Engineering T-A Drilling System CatalogdlstoneNo ratings yet
- Seismic Design and Retrofit of Piping SystemsDocument119 pagesSeismic Design and Retrofit of Piping Systemsv100% (1)
- Hazardous Areas Technical GuideDocument90 pagesHazardous Areas Technical GuidedlstoneNo ratings yet
- Bayer Material Science Thermoplastic Joining TechniquesDocument38 pagesBayer Material Science Thermoplastic Joining TechniquesdlstoneNo ratings yet
- Barnes Molding & Casting ProductsDocument68 pagesBarnes Molding & Casting Productsdlstone100% (1)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Low Molecular Organic Acids in Sod-Podsol Forest SoilsDocument10 pagesLow Molecular Organic Acids in Sod-Podsol Forest SoilsdlstoneNo ratings yet
- Relative Wood Ratings & Properties: Alder, Red Alder, RedDocument1 pageRelative Wood Ratings & Properties: Alder, Red Alder, Reddlstone100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Injection Molding Report Group 3Document22 pagesInjection Molding Report Group 3faruq haziqNo ratings yet
- Astm D4812 05Document6 pagesAstm D4812 05Faiz IbrahimNo ratings yet
- Plastic Injection Molding Better Quality Parts Is Just The BeginningDocument41 pagesPlastic Injection Molding Better Quality Parts Is Just The BeginningKamal Arab100% (1)
- Application of Taguchi Method in The Optimization of Injection Moulding Parameters For Manufacturing Products From Plastic BlendDocument7 pagesApplication of Taguchi Method in The Optimization of Injection Moulding Parameters For Manufacturing Products From Plastic BlendElias CuasquerNo ratings yet
- What Is Apriori LIVEDocument5 pagesWhat Is Apriori LIVEAbhishek Y MNo ratings yet
- Iso 10724 1 1998Document11 pagesIso 10724 1 1998rtsultanNo ratings yet
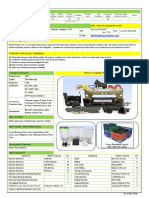
- ET - Series ToyoDocument16 pagesET - Series ToyoLESLY JACQUELINE ARANDA LOPEZNo ratings yet
- Iec 60243-1-2013Document58 pagesIec 60243-1-2013FernandoCrespoMon100% (1)
- Plastic Processing Operator PDFDocument35 pagesPlastic Processing Operator PDFVikram SutharNo ratings yet
- NX Add-On-Modules FULLDocument15 pagesNX Add-On-Modules FULLLÊ VĂN ĐỨCNo ratings yet
- Injection Molding TechnologyDocument11 pagesInjection Molding TechnologyManeet Kohli100% (7)
- Assignment On Unit 1-AnsDocument7 pagesAssignment On Unit 1-AnsXyz ZyxNo ratings yet
- Injection Molding Mold DesignDocument26 pagesInjection Molding Mold DesignDiligence100% (1)
- Introduction To Plastic Part DesignDocument61 pagesIntroduction To Plastic Part DesignVIGNESHNo ratings yet
- WittmanDocument20 pagesWittmanDaniel Estiven Patino SilvaNo ratings yet
- Manly Plastics Inc May 2018Document1 pageManly Plastics Inc May 2018Cyril John Caraig NarismaNo ratings yet
- K.bender - Case Study - A Collaborative Approach Between DuPont and Renault - 2015Document13 pagesK.bender - Case Study - A Collaborative Approach Between DuPont and Renault - 2015anacarol09No ratings yet
- Mold Design Using Creo Parametric 3.0Document618 pagesMold Design Using Creo Parametric 3.0Priya VeluNo ratings yet
- What Is Design For Manufacturing or DFMDocument32 pagesWhat Is Design For Manufacturing or DFMChandra HasanNo ratings yet
- Estimation HandbookDocument54 pagesEstimation HandbookMathias Wafawanaka100% (1)
- How To Interpret Injection Moulding Simulation ResultsDocument27 pagesHow To Interpret Injection Moulding Simulation ResultsAhmad Zhafri SamsudinNo ratings yet
- phân tích dòng chảy trong khuôn nhựaDocument94 pagesphân tích dòng chảy trong khuôn nhựaAnh Tài VũNo ratings yet
- Arburg Multi-Component 522771 en GB PDFDocument16 pagesArburg Multi-Component 522771 en GB PDFmedamineNo ratings yet
- 02.injection Moulding Process, Machine & Mould ConstructionDocument229 pages02.injection Moulding Process, Machine & Mould ConstructionAnand kumar100% (4)
- Mold Wizard (NX-8.0 9.0 10.0) - Video TrainingTutorialsDocument3 pagesMold Wizard (NX-8.0 9.0 10.0) - Video TrainingTutorialsSmartlearning Technology100% (2)
- Mold Flow Analysis GuideDocument7 pagesMold Flow Analysis Guidesaurav0000999100% (1)
- Siddaganga Institute Technology: Injection MouldingDocument12 pagesSiddaganga Institute Technology: Injection MouldingPRAVEEN BOODAGOLINo ratings yet
- Reaction Injection Molding: Design GuideDocument34 pagesReaction Injection Molding: Design GuideasliNo ratings yet
- ENGEL Press Release Inject2blowDocument4 pagesENGEL Press Release Inject2blowTirthankar ChandraNo ratings yet
- Injection Molding:: The Art of Making Plastic PartsDocument22 pagesInjection Molding:: The Art of Making Plastic PartsJason Penang100% (1)