You might also like
- Energy Conversion Engineering: Steam Power PlantsDocument73 pagesEnergy Conversion Engineering: Steam Power Plantsanuragburman17No ratings yet
- 2 BoilersDocument58 pages2 BoilersParameswararao BillaNo ratings yet
- Coal Power Plant LayoutDocument73 pagesCoal Power Plant LayoutKrushnasamy Suramaniyan100% (1)
- How Coal Power Plants Produce ElectricityDocument73 pagesHow Coal Power Plants Produce Electricitymaverik29No ratings yet
- PRE - Ppt-Thermal Cracking DesignDocument16 pagesPRE - Ppt-Thermal Cracking DesignnikhilNo ratings yet
- Coal Power Plant Layout and WorkingDocument73 pagesCoal Power Plant Layout and WorkingMohammad AsifNo ratings yet
- Engineering of Power PlantsDocument44 pagesEngineering of Power PlantsArun kumar rouniyarNo ratings yet
- Indian BoilersDocument10 pagesIndian Boilerslavpandey8719No ratings yet
- Power Generation From Combustion NEWDocument49 pagesPower Generation From Combustion NEWhridita purbaNo ratings yet
- Use and Importance of Furnaces in Oil RefineriesDocument6 pagesUse and Importance of Furnaces in Oil RefineriesMusa KaleemNo ratings yet
- Module 3 Steam ReformingDocument33 pagesModule 3 Steam ReformingAfiq AsrafNo ratings yet
- 2 BoilersDocument58 pages2 BoilersSundara MoorthyNo ratings yet
- Module 2 Steam CrackingDocument45 pagesModule 2 Steam CrackingAfiq AsrafNo ratings yet
- 04 BoilersDocument59 pages04 BoilersMHD Abdi MuttaqinNo ratings yet
- Boiler Case StudyDocument17 pagesBoiler Case StudyAbu FaizNo ratings yet
- Fractionation of Petroleum: Electric Desalting & DistillationDocument25 pagesFractionation of Petroleum: Electric Desalting & DistillationAnand kesanakurtiNo ratings yet
- Binary Vapour CycleDocument5 pagesBinary Vapour CycleAnonymous 5HYsyrddpNo ratings yet
- Mod 3Document52 pagesMod 3mkpq100% (1)
- Waste Heat RecoveryDocument37 pagesWaste Heat Recoveryommech2020No ratings yet
- An Undesirable Effect During Thermal Cracking Is Coke Deposition On The Walls of The Tubular Reactor. Coke Deposits Build With Reactor Operation Time and Increase Up To A Point in WhichDocument2 pagesAn Undesirable Effect During Thermal Cracking Is Coke Deposition On The Walls of The Tubular Reactor. Coke Deposits Build With Reactor Operation Time and Increase Up To A Point in WhichWindhi Hoshi Yumemizu IINo ratings yet
- Petroleum Refinary 3Document14 pagesPetroleum Refinary 38wmswyzy8tNo ratings yet
- Understanding Steam Generators and Coal to Electricity ConversionDocument47 pagesUnderstanding Steam Generators and Coal to Electricity ConversionRajendran DharmalingamNo ratings yet
- Auxiliary Boilers: Operation and Maintenance GuideDocument248 pagesAuxiliary Boilers: Operation and Maintenance Guideamit singhNo ratings yet
- T PembakaranDocument34 pagesT Pembakarandimas setyawanNo ratings yet
- Lect-5 FurnaceDocument60 pagesLect-5 FurnaceIffat0% (1)
- Fired Heater Design and CalcDocument35 pagesFired Heater Design and CalcDavidMBBSNo ratings yet
- Solid Waste Management - IncinerationDocument43 pagesSolid Waste Management - IncinerationraaaaajjjjjNo ratings yet
- Fire Heater Engineering Economics & Design: NOVEMBER 2012Document36 pagesFire Heater Engineering Economics & Design: NOVEMBER 2012Anonymous xMw43TNo ratings yet
- Boilers: D N SonawaneDocument59 pagesBoilers: D N Sonawanedn_sonawane1975100% (1)
- 1.1 Salient Features of CFBC BoilerDocument17 pages1.1 Salient Features of CFBC BoilerJAY PARIKHNo ratings yet
- Boiler and FurnaceDocument42 pagesBoiler and FurnaceEr Bali PandhareNo ratings yet
- Fire Heater Engineering Design & EconomicsDocument36 pagesFire Heater Engineering Design & EconomicsAbdulrazzaqAL-MalikyNo ratings yet
- Differences Between Producer Gas and Syngas ExplainedDocument54 pagesDifferences Between Producer Gas and Syngas ExplainedVishal SaravananNo ratings yet
- Industrial BoilersDocument81 pagesIndustrial BoilersRavi PrajapatiNo ratings yet
- ENVIRONMENT/HEAT TRANSFER - Waste Heat RecoveryDocument4 pagesENVIRONMENT/HEAT TRANSFER - Waste Heat Recoverycvolkan1100% (1)
- Boiler PerformanceDocument30 pagesBoiler PerformanceJoeb DsouzaNo ratings yet
- Advanced Minerals Engrng Presentation1F-1Document25 pagesAdvanced Minerals Engrng Presentation1F-1LorraineNo ratings yet
- Cleaning Primary Reformer's Convection Section and Combustion Chamber's Firebrick CoatingDocument7 pagesCleaning Primary Reformer's Convection Section and Combustion Chamber's Firebrick CoatingakjayaNo ratings yet
- Autothermic Reforming of Methane To Produce SyngasDocument4 pagesAutothermic Reforming of Methane To Produce Syngaspriska jesikaNo ratings yet
- Auto Thermal Reactor Process for Methanol ProductionDocument6 pagesAuto Thermal Reactor Process for Methanol ProductionAtif MehfoozNo ratings yet
- Boiler Furnace PDFDocument8 pagesBoiler Furnace PDFசுந்தர மூர்த்தி சேப்பிளையார்No ratings yet
- The Steam Produced Is Used ForDocument26 pagesThe Steam Produced Is Used ForAshna FelixNo ratings yet
- TABLE 19.14 Summary of Effects of Process Parameters On Coal PyrolysisDocument2 pagesTABLE 19.14 Summary of Effects of Process Parameters On Coal Pyrolysisjames jamesonNo ratings yet
- Waste CFB CombustionDocument15 pagesWaste CFB CombustionmihugirNo ratings yet
- Soot & ScaleDocument12 pagesSoot & ScaleLow Shen WeiNo ratings yet
- Boiler Fuel Firing SystemDocument44 pagesBoiler Fuel Firing Systemrashm006ranjanNo ratings yet
- BIOMASS GASIFICATION TECHNOLOGIES AND MAIN TYPES OF GASIFIERSDocument20 pagesBIOMASS GASIFICATION TECHNOLOGIES AND MAIN TYPES OF GASIFIERSBenard KalamboNo ratings yet
- 19 Combustion of Solid FuelsDocument30 pages19 Combustion of Solid FuelsRameshkumar RNo ratings yet
- Heat Recovery MechanismsDocument13 pagesHeat Recovery MechanismsSuhailSharmaNo ratings yet
- Designing Steam Reformers For Hydrogen Production: Keep These Important Factors in Mind When Designing, Revamping or TroubleshootingDocument7 pagesDesigning Steam Reformers For Hydrogen Production: Keep These Important Factors in Mind When Designing, Revamping or TroubleshootingdjinxdNo ratings yet
- Types of BoilersDocument5 pagesTypes of Boilersmuhammad aliNo ratings yet
- ATD Unit-4 NotesDocument44 pagesATD Unit-4 NotesSanjay KatreddyNo ratings yet
- Synthesis Gas Production 4Document34 pagesSynthesis Gas Production 4Aravind KumarNo ratings yet
- Petrochemical Manufacturing & Application: 2.0 Fuels and Derivatives Steam Cracking: Production of Lower AlkenesDocument64 pagesPetrochemical Manufacturing & Application: 2.0 Fuels and Derivatives Steam Cracking: Production of Lower AlkenesFadhli JapryNo ratings yet
- Mini bf3Document5 pagesMini bf3Maheswar SethiNo ratings yet
- Powerplant NotesDocument12 pagesPowerplant NotesMyth SoumithNo ratings yet
- Q A BoilerDocument19 pagesQ A Boilerlavpandey8719No ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Astm d3686 - 13 Covs AireDocument7 pagesAstm d3686 - 13 Covs AirejorgekovachNo ratings yet
- Electronic Tongue TechnologyDocument15 pagesElectronic Tongue TechnologyJonyBlessingNo ratings yet
- Environment Economics AssignmentDocument11 pagesEnvironment Economics AssignmentMuhammad Nouman YasinNo ratings yet
- Welch DryDocument6 pagesWelch DryRyanRRNo ratings yet
- BASF 10484 ProCat PDS 190429 120543 Rev.04 2021Document2 pagesBASF 10484 ProCat PDS 190429 120543 Rev.04 2021salsasafira926No ratings yet
- Tech Tips 4 - How To Repair A Galvanized Coating PDFDocument2 pagesTech Tips 4 - How To Repair A Galvanized Coating PDFRa'oufAli-zadehNo ratings yet
- Excalibur Gondola Incident ReportDocument73 pagesExcalibur Gondola Incident ReportTheGlobeandMailNo ratings yet
- G. Pumps and DriversDocument14 pagesG. Pumps and DriversJithinNo ratings yet
- Chapter 1Document40 pagesChapter 1aRe_an90100% (2)
- P5 Conjugated DienesDocument52 pagesP5 Conjugated DienesShirl Angelee OcampoNo ratings yet
- Iccesd 2020 PDFDocument12 pagesIccesd 2020 PDFzeekoNo ratings yet
- Worksheet 2-3Document3 pagesWorksheet 2-3Pak RisNo ratings yet
- Api 510 Exam: Api576 Questions - 01Document3 pagesApi 510 Exam: Api576 Questions - 01korichiNo ratings yet
- BITSAT Sample Paper: Bitsat Set 1 Bitsat Set 1Document37 pagesBITSAT Sample Paper: Bitsat Set 1 Bitsat Set 1SRI RAMNo ratings yet
- CHP 4, SolutionsDocument4 pagesCHP 4, SolutionsJacko CrestNo ratings yet
- RD108SDocument1 pageRD108SAPEX SONNo ratings yet
- Kevlar Composite JurnalDocument10 pagesKevlar Composite JurnalJakbrother 28No ratings yet
- Masta Plummer Block Price ListDocument7 pagesMasta Plummer Block Price ListSudhir JaiswalNo ratings yet
- Apteka - Participants - Profile1 PDFDocument21 pagesApteka - Participants - Profile1 PDFVandana TyagiNo ratings yet
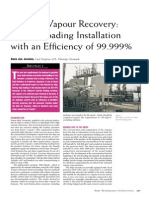
- Benzene Vapour RecoveryDocument4 pagesBenzene Vapour Recoverymark_59No ratings yet
- Diagrama de FlujoDocument18 pagesDiagrama de FlujoLAURA KATHERINE CENTENO JAIMESNo ratings yet
- FDU BrochureDocument5 pagesFDU BrochureBožidar Gaćinović100% (1)
- B.tech Project - cpd2014Document85 pagesB.tech Project - cpd2014Audrey Patrick KallaNo ratings yet
- Chemical KineticsDocument52 pagesChemical KineticsdhananjaylandgeNo ratings yet
- Recent Research Papers On Environmental BiotechnologyDocument8 pagesRecent Research Papers On Environmental Biotechnologyaflbmmddd100% (1)
- Synthesis and Analysis of AspirinDocument7 pagesSynthesis and Analysis of AspirinAzubuike WoguNo ratings yet
- Smart Test Series: 1-Circle The Correct Answer. (12x1 12)Document3 pagesSmart Test Series: 1-Circle The Correct Answer. (12x1 12)Muhammad AhmadNo ratings yet
- Chap. 4.1Document11 pagesChap. 4.1Azizah UlfaNo ratings yet
- Unit Iv Powder MetallurgyDocument39 pagesUnit Iv Powder MetallurgyNyanda MadiliNo ratings yet
- Sikaflex 2c NS EZ Mix - (A-B) - EDocument10 pagesSikaflex 2c NS EZ Mix - (A-B) - EJHAN PIERDNo ratings yet