You might also like
- Micrometer Calibration Using Slip GaugesDocument6 pagesMicrometer Calibration Using Slip GaugesMachineryeng67% (6)
- Lesson Plan Measuring of LengthDocument5 pagesLesson Plan Measuring of LengthJason XavierNo ratings yet
- Conversion of English To Metric System of MeasurementDocument9 pagesConversion of English To Metric System of MeasurementIvy ManasNo ratings yet
- KUC Procedure Manual Ed9 SELA1208-03 PDFDocument89 pagesKUC Procedure Manual Ed9 SELA1208-03 PDFsebastian100% (1)
- Metrology 2Document99 pagesMetrology 2venkeekuNo ratings yet
- Section 5 Basic MeasurementsDocument62 pagesSection 5 Basic Measurementsrolando maisoNo ratings yet
- GRADE 12 SMAW MODULE 1 1st QuarterDocument20 pagesGRADE 12 SMAW MODULE 1 1st QuarterClare GarcesNo ratings yet
- Measuring DevicesDocument2 pagesMeasuring DevicesShermar BerkleyNo ratings yet
- 1 Metrology 1.1 Objectives: 1.3.1 MicrometersDocument11 pages1 Metrology 1.1 Objectives: 1.3.1 MicrometersjoyelpaulNo ratings yet
- Physics ExperimentDocument9 pagesPhysics ExperimentgapuzsawalNo ratings yet
- Mechanical Measurements and Measuring DevicesDocument56 pagesMechanical Measurements and Measuring Devicesrizvee.pdb21No ratings yet
- Ensc 102L Lab ExperimentsDocument19 pagesEnsc 102L Lab ExperimentsgapuzsawalNo ratings yet
- Object: Experiment 1 MeasurementDocument7 pagesObject: Experiment 1 MeasurementAnonymous PhtjQvnZzNo ratings yet
- The Micrometer: A Guide to Precise MeasurementDocument4 pagesThe Micrometer: A Guide to Precise MeasurementJofer SantiagoNo ratings yet
- Chapter 6 - Automotive Measurement MathDocument15 pagesChapter 6 - Automotive Measurement Mathpapipapii100% (1)
- Inherent Error Due To Scale Calibration of Measuring InstrumentDocument22 pagesInherent Error Due To Scale Calibration of Measuring Instrumentimma coverNo ratings yet
- Measurements and Error AnalysisDocument6 pagesMeasurements and Error AnalysisJoice Krystel RañoaNo ratings yet
- Engineering Metrology InstrumentsDocument17 pagesEngineering Metrology InstrumentsAnilChauvanNo ratings yet
- Week 7 Convert English To Metric SystemDocument25 pagesWeek 7 Convert English To Metric SystemGIULIANA MARGARET GABONNo ratings yet
- Measurement and Significant Figures PDFDocument9 pagesMeasurement and Significant Figures PDFAnonymous NgEKwtnuKgNo ratings yet
- How to Use a MicrometerDocument6 pagesHow to Use a MicrometerDarwin UnapuchaNo ratings yet
- Vernier Caliper FinalDocument7 pagesVernier Caliper FinalRajesh BiswasNo ratings yet
- Year VIII Interactive MathsDocument13 pagesYear VIII Interactive MathsrezhabloNo ratings yet
- Linear Measurement ReportDocument4 pagesLinear Measurement ReportBobeth Tubig0% (2)
- 1 - Physical Quantities and UnitsDocument19 pages1 - Physical Quantities and UnitsRafayNo ratings yet
- EMG 2402 Metrology - Notes 2022 Lecture 3 - 01022022Document16 pagesEMG 2402 Metrology - Notes 2022 Lecture 3 - 01022022Glenn GatibaNo ratings yet
- Chapter 1 - Physical Quantities and Measurement Dbs1012Document24 pagesChapter 1 - Physical Quantities and Measurement Dbs1012佳壕No ratings yet
- The English System of UnitsDocument77 pagesThe English System of UnitsAnwer AliNo ratings yet
- Experimental Guidance 1.1. Measurement of Density 1st WeekDocument12 pagesExperimental Guidance 1.1. Measurement of Density 1st WeeksadmanNo ratings yet
- Lecture 02Document110 pagesLecture 02Getachew G/AmlakNo ratings yet
- How to Read an Outside MicrometerDocument4 pagesHow to Read an Outside MicrometerTurbosMixerNo ratings yet
- Metric Lab ActivityDocument11 pagesMetric Lab Activityapi-365636101No ratings yet
- Precision Measuring Tools (Vernier Calipers and Micrometers)Document8 pagesPrecision Measuring Tools (Vernier Calipers and Micrometers)Riko Aida100% (2)
- Precision Measuring Tools (Vernier Calipers and Micrometers) PDFDocument8 pagesPrecision Measuring Tools (Vernier Calipers and Micrometers) PDFeric orenseNo ratings yet
- How To Use A Vernier CaliperDocument11 pagesHow To Use A Vernier CaliperRoseCamilleGuzmanNo ratings yet
- Accurately Measuring Objects Using Vernier and Micrometer CalipersDocument5 pagesAccurately Measuring Objects Using Vernier and Micrometer CalipersIan Garcia100% (2)
- Imperial and US Customary Measurement SystemsDocument3 pagesImperial and US Customary Measurement SystemsIrish MartinezNo ratings yet
- Ch-25 Measurement of Lines - SurfacesDocument92 pagesCh-25 Measurement of Lines - SurfacesManojNo ratings yet
- Convert MM To Inches: MillimeterDocument25 pagesConvert MM To Inches: MillimeterPokemon GoNo ratings yet
- Parts of The Vernier CaliperDocument13 pagesParts of The Vernier CaliperOmer Nadeem67% (3)
- Presentation On Instrumentation and MetrologyDocument12 pagesPresentation On Instrumentation and MetrologyMathias NsimbeNo ratings yet
- Scientific Measurement: Part 1: Measurement of LengthDocument34 pagesScientific Measurement: Part 1: Measurement of Lengthmichaeltanhs_rules100% (1)
- Machine Tools Lab Assignment ReportDocument10 pagesMachine Tools Lab Assignment Reportmohsin931No ratings yet
- Measuring InstrumentsDocument10 pagesMeasuring Instrumentsmohsin931No ratings yet
- Lab 1.2Document6 pagesLab 1.2Shakti SinghNo ratings yet
- Metrology Notes 2Document17 pagesMetrology Notes 2Chris MuturiNo ratings yet
- Mod 4 Perform Mensuration & CalculationDocument41 pagesMod 4 Perform Mensuration & CalculationDaneNo ratings yet
- Measuring Tools and Techniques Lab ReportDocument16 pagesMeasuring Tools and Techniques Lab ReportFaIz FauziNo ratings yet
- Chem111 Laboratory Activity No. 2Document8 pagesChem111 Laboratory Activity No. 2NeilJohnL.OrineoNo ratings yet
- The Vernier and Micrometer Calipers Physics Formal ReportDocument4 pagesThe Vernier and Micrometer Calipers Physics Formal ReportJim Asenci100% (1)
- Lab 1eng Measure Eng 2 PDFDocument21 pagesLab 1eng Measure Eng 2 PDFSigit MaulanaNo ratings yet
- Mod3 Perform Mensuration Calculation - 1Document40 pagesMod3 Perform Mensuration Calculation - 1DaneNo ratings yet
- COC1 LO3-1 MensurationDocument12 pagesCOC1 LO3-1 MensurationReymond P. ParedesNo ratings yet
- Lab 01Document4 pagesLab 01Shaik Ismail BashaNo ratings yet
- 1 Measuring Instruments and GaugesDocument59 pages1 Measuring Instruments and GaugesWbamlak AshebrNo ratings yet
- CARPENTRY 8 - Q1 - W5-W6 - Mod5-Mod6Document7 pagesCARPENTRY 8 - Q1 - W5-W6 - Mod5-Mod6Emma Dela CruzNo ratings yet
- Topic: Measurement:, andDocument25 pagesTopic: Measurement:, andCarl BlakeNo ratings yet
- Lec 3 Precision Measuring Instrument PDFDocument20 pagesLec 3 Precision Measuring Instrument PDFUmair MalikNo ratings yet
- Linear Measurements & Metrology GuideDocument110 pagesLinear Measurements & Metrology Guideavutu_kunduruNo ratings yet
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Micrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsFrom EverandMicrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsNo ratings yet
- 2000 Maintenance ManualDocument0 pages2000 Maintenance ManualEngine Tuning UpNo ratings yet
- Road Test: Test Four-Selector in Overdrive (4Th Gear)Document2 pagesRoad Test: Test Four-Selector in Overdrive (4Th Gear)Engine Tuning UpNo ratings yet
- Maintenance Booklet: 2005 Passenger CarsDocument0 pagesMaintenance Booklet: 2005 Passenger CarsEngine Tuning UpNo ratings yet
- Service Booklet: Passenger CarsDocument0 pagesService Booklet: Passenger CarsEngine Tuning Up100% (1)
- HTTP WWW - Allisontransmission.com Servlet DownloadFile Dir Publications Pubs&FileToGet SA5429ENDocument4 pagesHTTP WWW - Allisontransmission.com Servlet DownloadFile Dir Publications Pubs&FileToGet SA5429ENpewald123100% (1)
- 2001 Light TruckDocument0 pages2001 Light TruckEngine Tuning UpNo ratings yet
- 2004 2005 EclassDocument0 pages2004 2005 EclassEngine Tuning UpNo ratings yet
- 2003 Passenger CarsDocument0 pages2003 Passenger CarsEngine Tuning UpNo ratings yet
- Smashing e8ook Series. #í Proíessional Web DesignDocument242 pagesSmashing e8ook Series. #í Proíessional Web DesigntintrangNo ratings yet
- 2004 2005 EclassDocument0 pages2004 2005 EclassEngine Tuning UpNo ratings yet
- High definition micro printing with the Domino PinpointTMDocument2 pagesHigh definition micro printing with the Domino PinpointTMEngine Tuning UpNo ratings yet
- 2002 Light TruckDocument0 pages2002 Light TruckEngine Tuning UpNo ratings yet
- FG Bov Ktss20Document3 pagesFG Bov Ktss20Engine Tuning UpNo ratings yet
- HowtoDocument7 pagesHowtoEngine Tuning UpNo ratings yet
- Automotive Electrical SystemsDocument101 pagesAutomotive Electrical SystemsMos CraciunNo ratings yet
- Useful InfoDocument2 pagesUseful InfoEngine Tuning UpNo ratings yet
- High definition micro printing with the Domino PinpointTMDocument2 pagesHigh definition micro printing with the Domino PinpointTMEngine Tuning UpNo ratings yet
- ABBs Water Coops Award MeDocument2 pagesABBs Water Coops Award MeEngine Tuning UpNo ratings yet
- Mitsubishi Electric HD Technicians GuideDocument52 pagesMitsubishi Electric HD Technicians Guideadi22-22100% (1)
- Evaluating Oscilloscope FundamentalsDocument24 pagesEvaluating Oscilloscope Fundamentalsgaru1991No ratings yet
- Twenty Things A Mom Should Tell Her SonDocument3 pagesTwenty Things A Mom Should Tell Her SonEngine Tuning UpNo ratings yet
- Automotive Relays: General CatalogDocument71 pagesAutomotive Relays: General CatalogEngine Tuning UpNo ratings yet
- 06 Chassis ElectricalDocument365 pages06 Chassis ElectricalEngine Tuning UpNo ratings yet
- Front and Rear Light Axle Parts, Kits and Applications Chrysler/Dodge, Ford, General Motors/Chevrolet and Jeep Model Years 1978-1998Document379 pagesFront and Rear Light Axle Parts, Kits and Applications Chrysler/Dodge, Ford, General Motors/Chevrolet and Jeep Model Years 1978-1998Engine Tuning UpNo ratings yet
- AURETR2007 Demonstrate Knowledge of Automotive Electrical Circuits and Wiring SystemsDocument9 pagesAURETR2007 Demonstrate Knowledge of Automotive Electrical Circuits and Wiring SystemsEngine Tuning UpNo ratings yet
- ABBs Water Coops Award MeDocument2 pagesABBs Water Coops Award MeEngine Tuning UpNo ratings yet
- 11 NextGenPoliceIntercepBrochure2 LRDocument32 pages11 NextGenPoliceIntercepBrochure2 LREngine Tuning UpNo ratings yet
- JAC Diagnostics List: (Note:For Reference Only)Document4 pagesJAC Diagnostics List: (Note:For Reference Only)Engine Tuning UpNo ratings yet
- Experiment On Bore Dial GaugeDocument4 pagesExperiment On Bore Dial Gaugevipsdgr8100% (4)
- Measure Wire, Sheet, & Irregular Object DimensionsDocument7 pagesMeasure Wire, Sheet, & Irregular Object DimensionsSHAIK ISMAIL BASHANo ratings yet
- CTM1Document25 pagesCTM1rjhjhfeNo ratings yet
- Phy110 Lab Report 1Document1 pagePhy110 Lab Report 1Khalila KhalishaNo ratings yet
- PHY110 CHAPTER 1-Week 1Document49 pagesPHY110 CHAPTER 1-Week 1SOFIAH NAJWA BINTI SHAMSUDDINNo ratings yet
- 11 Eng Physics Lab ManualDocument290 pages11 Eng Physics Lab Manualalphamale173100% (1)
- Consistency, Accuracy and SensitivityDocument46 pagesConsistency, Accuracy and Sensitivitydausenu100% (4)
- Engineering Physics Lab Manual-1 PDFDocument35 pagesEngineering Physics Lab Manual-1 PDFNitish kumar SinghNo ratings yet
- Measurement & MetrologyDocument106 pagesMeasurement & MetrologyMURSELIM ALINo ratings yet
- Calipers - WikipediaDocument43 pagesCalipers - Wikipediasheila may valiao-de asisNo ratings yet
- Physics Lab Report #1 - GUIDEDocument4 pagesPhysics Lab Report #1 - GUIDEAngel MancenidoNo ratings yet
- Physics Form I Holiday Package Test 1Document61 pagesPhysics Form I Holiday Package Test 1Neema FatuNo ratings yet
- Physics Test ReviewDocument14 pagesPhysics Test Reviewwinniepeter1313No ratings yet
- Fiitjee All India Test Series: JEE (Advanced) - 2019Document17 pagesFiitjee All India Test Series: JEE (Advanced) - 2019Ananya AgrawalNo ratings yet
- 2B Theory Package Activities 2.0 - 2.3 (Answers For 1E)Document12 pages2B Theory Package Activities 2.0 - 2.3 (Answers For 1E)scribduser0811972No ratings yet
- Lab 1 ActivityDocument10 pagesLab 1 ActivityAndrea RioNo ratings yet
- Length Measuring Machine General Catalog: E-PEAK15Document48 pagesLength Measuring Machine General Catalog: E-PEAK15Oleh SmolovyiNo ratings yet
- Measure Science with PrecisionDocument45 pagesMeasure Science with PrecisionNurasyikin SaidinNo ratings yet
- Horizontal Distance MeasurementsDocument31 pagesHorizontal Distance MeasurementsNoribeth Fe Pilor MacarioNo ratings yet
- Measuring Tools Vernier Caliper PartsDocument1 pageMeasuring Tools Vernier Caliper PartsNowellNo ratings yet
- Basic Concepts of Data and Error Analysis With Introductions To Probability and Statistics and To Computer Methods (PDFDrive)Document269 pagesBasic Concepts of Data and Error Analysis With Introductions To Probability and Statistics and To Computer Methods (PDFDrive)Kritiraj KalitaNo ratings yet
- Vernier CaliperDocument60 pagesVernier CalipervinayakcgmailNo ratings yet
- The Micrometer: V. Ryan © 2004 - 2009Document6 pagesThe Micrometer: V. Ryan © 2004 - 2009shrishtiNo ratings yet
- Parts of The Vernier Caliper - Docx: Download NowDocument12 pagesParts of The Vernier Caliper - Docx: Download NowYoussef AdelNo ratings yet
- Linear MeasurementDocument58 pagesLinear Measurementpdpantawane100% (2)
- Laboratory Report Phy130 Group eDocument10 pagesLaboratory Report Phy130 Group eFatyn NabilaNo ratings yet
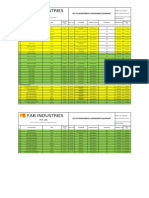
- FAB Calibration Record - 24.04.2023Document5 pagesFAB Calibration Record - 24.04.2023Mahesh KhairnarNo ratings yet
- 9th Science EM WWW - Tntextbooks.inDocument328 pages9th Science EM WWW - Tntextbooks.inMohamed aslamNo ratings yet
- What Is Checked - Vernier Calipers - BS 887-1982Document2 pagesWhat Is Checked - Vernier Calipers - BS 887-1982AntmavrNo ratings yet