You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- ASME General 100 QuestionsDocument54 pagesASME General 100 Questionsatulpatil99100% (2)
- Burj KhalifaDocument12 pagesBurj KhalifaNishi KapadiaNo ratings yet
- Truss DEtailDocument1 pageTruss DEtailjerick calingasanNo ratings yet
- RCABC Roof Curb Pentrations and OpeningsDocument13 pagesRCABC Roof Curb Pentrations and OpeningsdomcristiniNo ratings yet
- Boulanger Ziotopoulou 2013 - Formulation of A Sand Plasticity Plane-Strain Model For Earthquake Engineering Applications PDFDocument14 pagesBoulanger Ziotopoulou 2013 - Formulation of A Sand Plasticity Plane-Strain Model For Earthquake Engineering Applications PDFDebdeep SarkarNo ratings yet
- Dev. 9-Garden and Landscape.: DescriptionDocument9 pagesDev. 9-Garden and Landscape.: DescriptionrafabdNo ratings yet
- Processing of Aerospace Materials - I (ME772) : Fracture Toughness and High Cycle Fatigue Date: 11 January 2022Document23 pagesProcessing of Aerospace Materials - I (ME772) : Fracture Toughness and High Cycle Fatigue Date: 11 January 2022B RITHIKANo ratings yet
- Dear Ashok PathakDocument60 pagesDear Ashok Pathakcpmishra2010No ratings yet
- Grape County Resort NasikDocument1 pageGrape County Resort Nasikaugupta2001No ratings yet
- Ursa Major Elementary School Collapse Prevention Findings ReportDocument33 pagesUrsa Major Elementary School Collapse Prevention Findings ReportAlaska's News SourceNo ratings yet
- Names of All Materials WRT ASTM No.Document6 pagesNames of All Materials WRT ASTM No.روشان فاطمة روشانNo ratings yet
- ACS Heat - Loss - Calculator Dryer 3050D X 21000L Thermal Analysis ReportDocument7 pagesACS Heat - Loss - Calculator Dryer 3050D X 21000L Thermal Analysis Reportdwi sutiknoNo ratings yet
- Ball Valve TFP600ADocument1 pageBall Valve TFP600AGustavo J. RafaelNo ratings yet
- Multiple Uses of Universal Testing Machine: Iraq University College Department of Civil EngineeringDocument31 pagesMultiple Uses of Universal Testing Machine: Iraq University College Department of Civil EngineeringAhmed NasratNo ratings yet
- No.2 Calculation of Pump Head. (Condenser Water) Air-Conditioning SystemDocument1 pageNo.2 Calculation of Pump Head. (Condenser Water) Air-Conditioning SystemRey ObiasNo ratings yet
- Is 2062 1999Document2 pagesIs 2062 1999Vishal BhapkarNo ratings yet
- Company: 4 Seasons Climate ComfortDocument39 pagesCompany: 4 Seasons Climate ComforttvassilopoulosNo ratings yet
- Green Buildings & Green Hospitals: 26 March 2010 KochiDocument32 pagesGreen Buildings & Green Hospitals: 26 March 2010 KochiSrinivas GoudNo ratings yet
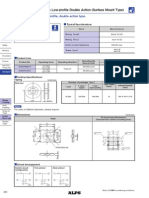
- 0.6mm Low-Profile, Double Action TypeDocument3 pages0.6mm Low-Profile, Double Action TypeshyhuNo ratings yet
- Buoyant Foam TutorialDocument26 pagesBuoyant Foam TutorialWagner GaluppoNo ratings yet
- Ubstructure Esign: Bridge Design Manual - 2002 Substructure DesignDocument14 pagesUbstructure Esign: Bridge Design Manual - 2002 Substructure DesignHundeejireenyaNo ratings yet
- Gabion, Geo Textile & RenomatressDocument4 pagesGabion, Geo Textile & RenomatressSandun NimanthaNo ratings yet
- 4 App Physics 22EL Q I VDocument17 pages4 App Physics 22EL Q I VRizwan MNo ratings yet
- Gruvlok Water-Wastewater ProductsDocument16 pagesGruvlok Water-Wastewater Productsmax_powerNo ratings yet
- SUP032BR: Esp. E74104 Rev.01Document5 pagesSUP032BR: Esp. E74104 Rev.01kimanski01No ratings yet
- Exp 5 - 1D Truss Problem - MergedDocument10 pagesExp 5 - 1D Truss Problem - MergedVegeta SaiyanNo ratings yet
- Highly Sophisticated Cell Opener For Viscoelastic Foam (Presentation)Document50 pagesHighly Sophisticated Cell Opener For Viscoelastic Foam (Presentation)Сергей Дружинин100% (1)
- M Tech I Sem II Mid TDDocument4 pagesM Tech I Sem II Mid TDMir Mustafa AliNo ratings yet
- Grain BoundaryDocument5 pagesGrain BoundarySHREENo ratings yet
- Asco - Jkh8551g401mmsDocument4 pagesAsco - Jkh8551g401mmsBiến tần MICNONo ratings yet