MODIFICATIONS TO A POTTERY WHEEL
Pottery is formed clay hardened by the application of heat, it includes a range of materials like bricks and tiles, earthen-ware, stoneware, terra cotta, bone china and porcelain. The potter needs clay and water to mix and form, and some source of heat to bake the formed clay (in the early times the sun provided this). Fired clay is fragile but is also almost imperishable under normal conditions. Thus fired clay accumulated through the ages reveals man's evolution, his social habits, his ideas, interests and worships. Clay, a product of decomposition of mineral feldspar, can be classified broadly into two categories -primary and secondary, according to its location. Primary clays are found near to or among their mother rocks. Kaolins (China clays) are primary clays. Secondary clays are clays which have been carried away from their source, collecting impurities on their way. Clay Shaping Processes: Clay can be shaped or formed by any of the following processes:a. modelling b. throwing c. moulding d. jollying e. extruding f. pressing g. turning
In modelling, which is undoubtedly, the most ancient and the simplest of the above processes, shapes are formed entirely by hand using only the potter's fingers and a few rudimentary tools like scrapers and knives. Large pots are made even today by coiling up ropes of clay and smoothing the surfaces on the inside and outside as the shape builds up. Throwing is the best known of all the shaping processes. The potter imparts his creativeness on a lump of plastic clay spinning on a turntable, using his thumbs, fingers and palms. This paper discusses the modifications effected to the throwing wheel, on which the clay is spun. In moulding clay is pressed onto a mould having the negative form of the desired shape. The pre-Columbian Americans, lacking the mastery of the throwing wheel, used moulding as their main pottery-making technique. The jolly consists of a Plaster of Paris mould on a rotating turntable and a profile tool attached to a lever. Clay is placed in or on the rotating mould and on lowering of the profile tool the clay is forced to take the shape of the contour of the mould. In extruding, plastic clay paste is forced through a die or a mouthpiece with the required profile. Clay is pressed in between two dies whose inside had been formed to the required profile of the article, in the pressing process. Clay turning is similar to metal turning on a lathe but the clay has to be air-dried to be hard enough to with-stand the turning. Slip casting is similar to metal casting. Clay in liquid state (casting slip) is poured into a dry Plaster of Paris mould in which the water of the clay paste is absorbed by the Plaster of Paris leaving a coating of clay in the mould.
Modifications to a pottery wheel
Practical Action
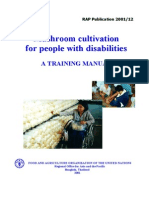
Pottery Wheels: Potters are characterised by the throwing wheel they use in the throwing process. Potters' wheels were recorded to have been in existence in Central Asia by 3,500 B.C., in Egypt by around 3,200 B.C., and in Crete 3,000 B.C. The earliest form of the throwing wheel was a rough horizontal circular table turned on a pivot very close to the ground. Another variation was a wheel similar to a cartwheel (with spokes) placed horizontally and turned on a pivot with the help of a long pole inserted into a socket of the wheel (figure 1) the Indian wheel. Chinese/Japanese handwheels had a heavy wooden disc mounted on a porcelain cup. The potter imparts energy to the wheel by rotating the disc vigorously with the help of a short stick inserted in a hole on the disc (figure 2) the Chinese/Japanese handwheel. An improvement to this wheel was made when the work table was raised up to enable the potter to sit comfortably at work, while he imparted momentum to another wheel below, attached to the work table, by kicking it (lower wheel) with his foot. This kickwheel is sometimes referred to as the German wheel (figure 3).
Figure 1: Indian Wheel
An attempt to transfer kicking of the wheel to a pedal action was made in the St. Ives kickwheel. In this wheel a cranked spindle connecting the worktable to the inertia wheel was linked to a bar, the kicking of which imparted rotary motion to the inertia wheel (figure 4) St. Ives Kickwheel. The modern potter's wheel has the drive through a friction clutch connected to an electric motor. The Criteria Demanded in the Modification: The essential requirements of a potter's wheel are: a flat circular disc to rotate about a vertical axis forming a rotating worktable. the worktable continuing to rotate while the potter forms the article using his hands, during which time his feet should remain idle. if any energy impartation is required from the potter, it should be through the use of his legs only. The modification finally demanded a kickwheel suitable for operation by rural female operators. Modifications Effected: Criteria (a) and (b), required some form of energy storage and as was done from early times, an inertia wheel was resorted to. 2
Figure 2: Chinese Handwheel
Figure 3: German Kickwheel
Modifications to a pottery wheel
Practical Action
Thus the only modification to be effected was modifying the drive mechanism, which should also suit rural female operators. Electric motor drives had to be abandoned due to the rural nature of the use of the wheel. Using concepts of ergonomics for most effective use of human effort, the drive mechanism was finally developed to consist of: A bicycle freewheel fitted on the shaft connecting the worktable to the inertia wheel. A housing to contain the freewheel. A thin wire cable wrapped round the housing and taken over two pulleys attached to the frameTwo stirrups attached to the end of the wire cable to serve as pedals and footrests.
In operating the drive the operator would push one leg down, engaging the ratchet of the freewheel and thus November 1977 turning the spindle and the wheels (inertia and worktable). At the end of this stroke, the other leg would have come up to the topmost point of its travel and on pushing this foot down the other leg is brought up. Due to the freewheel's one way engagement, this travel does not impart a reverse rotation. Travel of one limb would thus engage the drive to the inertia wheel while the travel of the other leg would bring the earlier 5 leg to its original position. Up and 7 down motions of the limbs would 8 thus impart rotary motion to the inertia wheel.
Figure 4: St. Ives Kickwheel
1 2 6
4 3
Figure 5: The Modified Wheel As the drive has been moved away from the inertia wheel and made reciprocatory foot motion, 1 Frame restrictions on the inertia wheel dimensions were 2 Worktable removed. This enabled a better inertia wheel with a 3 Inertia Wheel 4 Spindle larger ratio of inertia to weight to be incorporated. A 5 Seat (adjustable horizontally and vertically) composite inertia wheel consisting of a circular mild 6 Drive Mechanism (freewheel and housing) steel plate of 1/4" inch thickness with a ring of mild 7 Cable (length adjustable at hook) steel at its underside periphery was used. A larger 8 Pulleys (position along seat frame adjustable) inertia wheel with a higher inertia to weight ratio is permissible.
Modifications to a pottery wheel
Practical Action
Other modifications included: An adjustable (both horizontally and vertically) operator seat to allow for variation of operator height and length of leg. Swivelled pulleys to allow for variation of direction leg stroke for comfortable operations. Adjustments in position of stirrups to allow for variation of length of operator legs.
Of the components of the wheel, it is possible to make the following parts from timber: The whole framework The spindle (with hardwood) connecting the work table to the inertia wheel The worktable and the inertia wheel The housing for bearings and the freewheel.
Furthermore, the steel cable and the stirrups can be replaced by inelastic synthetic cable with leather strips. Thus, with a few exceptions (the bicycle freewheel and the steel ball bearings), the whole wheel is capable of being produced by most village carpenters in a rural carpentry workshop.
References and further reading
Decorative Tile Making With a Wet-clay Hydraulic Press Appropriate Technology Vol. 17 No 1 June 1990 Wooden Jolly to be Used on Adapted Kick Wheel Appropriate Technology Vol. 3 No 1
This article was originally produced for the Appropriate Technology Journal Vol. 4 No 3. Nov 1977 by D. Meemeduma. Department of Mechanical Engineering University of Nairobi P. O. Box 30197 Nairobi Kenya Acknowledgements: D. Meemeduma would wish to record his appreciation of the work of my project student, Mr A.J. Anwar who carried out these modifications as his project study. My thanks are due to the University of Nairobi, for financing Mr. Anwar's project study and the YMCA Craft Training Centre, Nairobi for initiating and testing. For more information about Appropriate Technology contact: Research Information Ltd. 222 Maylands Avenue Hemel Hempstead, Herts. HP2 7TD United Kingdom Tel: +44 (0)20 8328 2470 Fax: +44 (0)1442 259395 E-mail: info@researchinformation.co.uk Website: http://www.researchinformation.co.uk Website: http://www.apprpriatechnology.com
You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Character Sheet SummaryDocument1 pageCharacter Sheet SummaryLordZenark67% (3)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- MR GMAT Combinatorics+Probability 6EDocument176 pagesMR GMAT Combinatorics+Probability 6EKsifounon KsifounouNo ratings yet
- Mushroom Growers' Handbook 1: Oyster Mushroom CultivationDocument287 pagesMushroom Growers' Handbook 1: Oyster Mushroom CultivationMilkwood95% (91)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Mushroom Growers' Handbook 2: Shiitake CultivationDocument292 pagesMushroom Growers' Handbook 2: Shiitake CultivationMilkwood93% (30)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Do-It-Yourself Colloidal Silver Generator PlansDocument21 pagesDo-It-Yourself Colloidal Silver Generator Plansglvl88100% (3)
- Ethicon Wound Closure Manual - (February 2004)Document127 pagesEthicon Wound Closure Manual - (February 2004)7052XX100% (1)
- Lost Crafts: "Preserving The Crafts and Trades of Yesterday..... "Document4 pagesLost Crafts: "Preserving The Crafts and Trades of Yesterday..... "glvl88100% (1)
- 11th House of IncomeDocument9 pages11th House of IncomePrashanth Rai0% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- FAO Mushroom Cultivation PDFDocument124 pagesFAO Mushroom Cultivation PDFSophea Sor100% (4)
- Le Nu Spa Employee HandbookDocument34 pagesLe Nu Spa Employee Handbookhamzeh abo hammourNo ratings yet
- Guidance for Processing SushiDocument24 pagesGuidance for Processing SushigsyaoNo ratings yet
- Upland RiceDocument44 pagesUpland RiceVictorio RustiaNo ratings yet
- Upland Rice FarmingDocument42 pagesUpland Rice Farmingglvl88No ratings yet
- Eclipse Phase Ghost in The ShellDocument27 pagesEclipse Phase Ghost in The ShellMeni GeorgopoulouNo ratings yet
- The Solar Funnel CookerDocument12 pagesThe Solar Funnel Cookerglvl88100% (1)
- The Dispensatory of The United States of America Twentieth Edition (1918)Document1,576 pagesThe Dispensatory of The United States of America Twentieth Edition (1918)MoranaNo ratings yet
- Schneider Electric Strategy PresentationDocument10 pagesSchneider Electric Strategy PresentationDeepie KaurNo ratings yet
- Growing Coffee in Hawaii by HC Bittenbender and VE SmithDocument40 pagesGrowing Coffee in Hawaii by HC Bittenbender and VE Smithglvl88No ratings yet
- 1888 Speth Ars Quatuor Coronatorum v1Document280 pages1888 Speth Ars Quatuor Coronatorum v1Paulo Sequeira Rebelo100% (2)
- Home and Garden DIY Fireplace GuideDocument88 pagesHome and Garden DIY Fireplace Guideglvl88100% (1)
- Forge Swage BlockDocument6 pagesForge Swage Blockglvl88No ratings yet
- FF12 PitayaDocument2 pagesFF12 Pitayarosnie22No ratings yet
- Gallbladder Removal Recovery GuideDocument14 pagesGallbladder Removal Recovery GuideMarin HarabagiuNo ratings yet
- A.A AntagonismDocument19 pagesA.A Antagonismjraj030_2k6No ratings yet
- Angel of Protection Orchid (Flower Essence)Document1 pageAngel of Protection Orchid (Flower Essence)glvl88No ratings yet
- AMONG THE WICKLOW HILLS SONGDocument1 pageAMONG THE WICKLOW HILLS SONGglvl88No ratings yet
- Lyrics - Destination DonegalDocument1 pageLyrics - Destination Donegalglvl88No ratings yet
- Lyrics - After The Ball by Foster & AllenDocument1 pageLyrics - After The Ball by Foster & Allenglvl88No ratings yet
- Blue Ridge Mountain GirlDocument1 pageBlue Ridge Mountain Girlglvl88No ratings yet
- Lyrics - An Exile's Dream by Danial O'DonnellDocument1 pageLyrics - An Exile's Dream by Danial O'Donnellglvl88No ratings yet
- Eclectic Medical Practices Part 9b-MiscDocument21 pagesEclectic Medical Practices Part 9b-Miscglvl88No ratings yet
- Lyrics - Destination DonegalDocument1 pageLyrics - Destination Donegalglvl88No ratings yet
- Lyrics - My Lovely DonegalDocument1 pageLyrics - My Lovely Donegalglvl88No ratings yet
- ConksDocument4 pagesConksnative112472No ratings yet
- Guide For Small Holder Coffee FarmersDocument41 pagesGuide For Small Holder Coffee Farmersglvl88No ratings yet
- TrufflesDocument7 pagesTrufflesglvl88No ratings yet
- The Modified CooKit 11nov2011Document7 pagesThe Modified CooKit 11nov2011glvl88No ratings yet
- Becoming Self-Sufficient For Six MonthsDocument21 pagesBecoming Self-Sufficient For Six MonthsRichard A. SpakeNo ratings yet
- Whipping Cream PowderDocument2 pagesWhipping Cream PowderSALCON ConsultancyNo ratings yet
- 6 Economics of International TradeDocument29 pages6 Economics of International TradeSenthil Kumar KNo ratings yet
- Innovations in Teaching-Learning ProcessDocument21 pagesInnovations in Teaching-Learning ProcessNova Rhea GarciaNo ratings yet
- Facebook Use Case Diagram Activity Diagram Sequence DiagramDocument21 pagesFacebook Use Case Diagram Activity Diagram Sequence DiagramSaiNo ratings yet
- FAQs MHA RecruitmentDocument6 pagesFAQs MHA RecruitmentRohit AgrawalNo ratings yet
- Value Creation-How-Can-The-Semiconductor-Industry-Keep-Outperforming-FinalDocument7 pagesValue Creation-How-Can-The-Semiconductor-Industry-Keep-Outperforming-FinalJoão Vitor RibeiroNo ratings yet
- Literature Circles Secondary SolutionsDocument2 pagesLiterature Circles Secondary Solutionsapi-235368198No ratings yet
- UT Dallas Syllabus For Chem2323.001.10s Taught by Sergio Cortes (Scortes)Document9 pagesUT Dallas Syllabus For Chem2323.001.10s Taught by Sergio Cortes (Scortes)UT Dallas Provost's Technology GroupNo ratings yet
- TNT Construction PLC - Tender 3Document42 pagesTNT Construction PLC - Tender 3berekajimma100% (1)
- Cambridge O Level Biology: Example Candidate ResponsesDocument120 pagesCambridge O Level Biology: Example Candidate ResponsesQari MushtaqNo ratings yet
- Jeff Roth CVDocument3 pagesJeff Roth CVJoseph MooreNo ratings yet
- Product Data: Real-Time Frequency Analyzer - Type 2143 Dual Channel Real-Time Frequency Analyzers - Types 2144, 2148/7667Document12 pagesProduct Data: Real-Time Frequency Analyzer - Type 2143 Dual Channel Real-Time Frequency Analyzers - Types 2144, 2148/7667jhon vargasNo ratings yet
- Lincoln's Last Trial by Dan AbramsDocument6 pagesLincoln's Last Trial by Dan AbramsdosatoliNo ratings yet
- Tahap Kesediaan Pensyarah Terhadap Penggunaan M-Pembelajaran Dalam Sistem Pendidikan Dan Latihan Teknik Dan Vokasional (TVET)Document17 pagesTahap Kesediaan Pensyarah Terhadap Penggunaan M-Pembelajaran Dalam Sistem Pendidikan Dan Latihan Teknik Dan Vokasional (TVET)Khairul Yop AzreenNo ratings yet
- Choi, J H - Augustinian Interiority-The Teleological Deification of The Soul Through Divine Grace PDFDocument253 pagesChoi, J H - Augustinian Interiority-The Teleological Deification of The Soul Through Divine Grace PDFed_colenNo ratings yet
- AR118 - MSDS 2023 (Chemlube) - 19.10.2023Document8 pagesAR118 - MSDS 2023 (Chemlube) - 19.10.2023sanichi135No ratings yet
- Planned Parenthood Great NorthWestDocument10 pagesPlanned Parenthood Great NorthWestKate AndersonNo ratings yet
- Facebook Privacy FTC Complaint Docket No. C-4365Document19 pagesFacebook Privacy FTC Complaint Docket No. C-4365David SangerNo ratings yet
- Connotative and Denotative, Lexical and StylisticDocument3 pagesConnotative and Denotative, Lexical and StylisticEman Jay FesalbonNo ratings yet
- Tentative Quotation For Corporate Video (5 Minutes)Document2 pagesTentative Quotation For Corporate Video (5 Minutes)Lekha JauhariNo ratings yet
- Who Is Marine Le PenDocument6 pagesWho Is Marine Le PenYusuf Ali RubelNo ratings yet