You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- McKinsey Products and Platforms Technology Operating Model ReadyDocument8 pagesMcKinsey Products and Platforms Technology Operating Model Readydokter herbal tvNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- WPS Blank FormDocument4 pagesWPS Blank FormAhmet SerdengectiNo ratings yet
- Dole Standard ContractDocument3 pagesDole Standard ContractJanice Domogan77% (35)
- The Duke MBA Consulting Club Casebook 2019-2020: 14 New Cases for Consulting InterviewsDocument244 pagesThe Duke MBA Consulting Club Casebook 2019-2020: 14 New Cases for Consulting InterviewsRinakira FuijeNo ratings yet
- RhinoCAM2020 PPG Decoded GuideDocument55 pagesRhinoCAM2020 PPG Decoded GuideMileta SindjelicNo ratings yet
- Business Model Canvas GuideDocument28 pagesBusiness Model Canvas GuideFlorence Reyes100% (1)
- Arc Welding ProcessesDocument1 pageArc Welding ProcessesAhmet SerdengectiNo ratings yet
- Film Distribution Lecture No.1Document22 pagesFilm Distribution Lecture No.1Danish MaqsoodNo ratings yet
- Partnership Formation and Capital AccountsDocument13 pagesPartnership Formation and Capital AccountsKristine BlancaNo ratings yet
- URBAN REVITALIZATION AND NEOLIBERALISMDocument50 pagesURBAN REVITALIZATION AND NEOLIBERALISMJoviecca Lawas67% (3)
- Trigonometry PDFDocument4 pagesTrigonometry PDFAhmet Serdengecti100% (1)
- Measurement and Metrology EssentialsDocument8 pagesMeasurement and Metrology EssentialsAhmet SerdengectiNo ratings yet
- Engineering Materials Properties GuideDocument3 pagesEngineering Materials Properties GuideAhmet SerdengectiNo ratings yet
- MP Key PointsDocument2 pagesMP Key PointsAhmet SerdengectiNo ratings yet
- Engineering Materials Properties GuideDocument3 pagesEngineering Materials Properties GuideAhmet SerdengectiNo ratings yet
- Active Citizenship - NotesDocument3 pagesActive Citizenship - NotesAhmet SerdengectiNo ratings yet
- Industrial Radiography NotesDocument1 pageIndustrial Radiography NotesAhmet SerdengectiNo ratings yet
- Element Element Uranium Uranium N Uranium Neutrons: or or 238 92 146Document5 pagesElement Element Uranium Uranium N Uranium Neutrons: or or 238 92 146Ahmet SerdengectiNo ratings yet
- Birth RatesDocument1 pageBirth RatesAhmet SerdengectiNo ratings yet
- Curvature CorrectionDocument5 pagesCurvature CorrectionAhmet SerdengectiNo ratings yet
- Element Element Uranium Uranium N Uranium Neutrons: or or 238 92 146Document5 pagesElement Element Uranium Uranium N Uranium Neutrons: or or 238 92 146Ahmet SerdengectiNo ratings yet
- Key controls for effective cash receipts processingDocument4 pagesKey controls for effective cash receipts processinglordaiztrandNo ratings yet
- Product Version: For More Information - Visit Link BelowDocument9 pagesProduct Version: For More Information - Visit Link BelowSulemanNo ratings yet
- Communication SkillsDocument26 pagesCommunication Skillsgrantemily615No ratings yet
- Project Report On Coca ColaDocument76 pagesProject Report On Coca ColaFoo Shu FongNo ratings yet
- Job Safety Analysis - N2 PurgingDocument3 pagesJob Safety Analysis - N2 Purgingbenjamin alingNo ratings yet
- Attach 5023947 1 PDFDocument2 pagesAttach 5023947 1 PDFLawal HamedNo ratings yet
- Ies 2020 04 07 Safe Restart Playbook FinalDocument61 pagesIes 2020 04 07 Safe Restart Playbook FinalAlex RichardsonNo ratings yet
- Questionnaire On Herbal Hair OilDocument3 pagesQuestionnaire On Herbal Hair Oilsamarthcool67% (15)
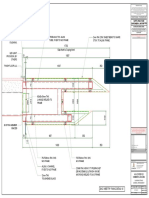
- Axis-Copper Pod-Connection Details-26.06.23Document1 pageAxis-Copper Pod-Connection Details-26.06.23Tamanna ShenoyNo ratings yet
- Dextra Groutec P PDS-038 Rev.02 enDocument10 pagesDextra Groutec P PDS-038 Rev.02 enkeisdaocoorssdsNo ratings yet
- SJ-20120730093520-002-ZXUN ICX (MSCS) (V4.12.10) MSC Server Product DescriptionDocument70 pagesSJ-20120730093520-002-ZXUN ICX (MSCS) (V4.12.10) MSC Server Product DescriptionDeepak JoshiNo ratings yet
- IRDAI Annual Report 2019-20 - EnglishDocument242 pagesIRDAI Annual Report 2019-20 - EnglishKishore mohan ManapuramNo ratings yet
- Oracle Concepts and Architecture Database StructuresDocument102 pagesOracle Concepts and Architecture Database StructuresPallavi KirtaneNo ratings yet
- NICEHoldingsInvestorsRelations 2020 3Q ENGDocument31 pagesNICEHoldingsInvestorsRelations 2020 3Q ENGSimonasNo ratings yet
- Business Environment - Definition, Nature, Features, Components, Importance 1Document4 pagesBusiness Environment - Definition, Nature, Features, Components, Importance 1maniNo ratings yet
- SSRN Id4338007Document36 pagesSSRN Id4338007luminous blueNo ratings yet
- Parent Student Waiver and ConsentDocument1 pageParent Student Waiver and ConsentKim Angela COrdzNo ratings yet
- Module1-MMSS13-CFVG IntroductionDocument22 pagesModule1-MMSS13-CFVG IntroductionAnh ThànhNo ratings yet
- Impacts of Information Technology (I.T.) Integration On Front Office Personnel's Productivity and Service Quality On Selected D.O.T. Accredited Hotels in The Province of CaviteDocument18 pagesImpacts of Information Technology (I.T.) Integration On Front Office Personnel's Productivity and Service Quality On Selected D.O.T. Accredited Hotels in The Province of CaviteResearch Publish JournalsNo ratings yet
- Database Design & Development - Docx 88Document23 pagesDatabase Design & Development - Docx 88Isuru TharakaNo ratings yet
- Modular Conventional Private RefineriesDocument8 pagesModular Conventional Private RefineriesDear Lakes AyoNo ratings yet
- Business Communication Process and Product Brief Canadian Canadian 4th Edition Guffey Test BankDocument26 pagesBusiness Communication Process and Product Brief Canadian Canadian 4th Edition Guffey Test BankJenniferLeexdte100% (55)