You might also like
- Development of Coarse-Grained Structure During RecrystallizationDocument20 pagesDevelopment of Coarse-Grained Structure During Recrystallizationsivajirao70100% (1)
- Soft Annealing Heat Treatment PDFDocument6 pagesSoft Annealing Heat Treatment PDFsivajirao70No ratings yet
- Friction Stir Welding of Dissimilar Alloys and MaterialsFrom EverandFriction Stir Welding of Dissimilar Alloys and MaterialsRating: 3 out of 5 stars3/5 (1)
- Powder Components Heat Treatment PDFDocument47 pagesPowder Components Heat Treatment PDFsmani170No ratings yet
- Selection of Etching Methods of Primary Carbides in MAR-M247 Nickel-Base Superalloy For Computer-Aided Quantitative MetallographyDocument7 pagesSelection of Etching Methods of Primary Carbides in MAR-M247 Nickel-Base Superalloy For Computer-Aided Quantitative MetallographyirinasurNo ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material Specificationvsraju2No ratings yet
- Steel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification ForDocument6 pagesSteel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification ForAnıl ZiylanNo ratings yet
- 30 CR Ni Mo 8Document2 pages30 CR Ni Mo 8Amy GriffinNo ratings yet
- Hardenability of SteelDocument59 pagesHardenability of SteelKhaula M RausyanNo ratings yet
- 701 Steel InclusionRating DIN-50602Document1 page701 Steel InclusionRating DIN-50602ksathisNo ratings yet
- CR StandardsDocument6 pagesCR Standardsalpha_beta48No ratings yet
- Tata Steel - YMPRESS S500MC - Data SheetDocument2 pagesTata Steel - YMPRESS S500MC - Data SheetpnagarajjNo ratings yet
- Mil STD 1312BDocument44 pagesMil STD 1312BgreatsteelNo ratings yet
- Nisshin Cold-Rolled Special Steel GuideDocument28 pagesNisshin Cold-Rolled Special Steel GuideekopujiantoeNo ratings yet
- Maleable Cast IronsDocument0 pagesMaleable Cast IronsGilang Miky Pratama AlwianNo ratings yet
- 17 4ph PDFDocument1 page17 4ph PDFMalavikaVarmaNo ratings yet
- A 487Document6 pagesA 487arockia1977100% (2)
- Kaiser Aluminum Soft Alloy Tube PDFDocument31 pagesKaiser Aluminum Soft Alloy Tube PDFgerrzen64No ratings yet
- DS45A - (1972) Compilation and Index of Trade Names, Specifications, and Producers of Stainless Alloys and Superalloys PDFDocument60 pagesDS45A - (1972) Compilation and Index of Trade Names, Specifications, and Producers of Stainless Alloys and Superalloys PDFJacques BlueqNo ratings yet
- Bearing Steel Material Specification Sheet SAE52100Document1 pageBearing Steel Material Specification Sheet SAE52100Christy Vijay Roy HenryNo ratings yet
- Aisi 1010 Carbon Steel (Uns g10100)Document5 pagesAisi 1010 Carbon Steel (Uns g10100)spiderblackNo ratings yet
- Cold-Drawn, Stress-Relieved Carbon Steel Bars Subject To Mechanical Property RequirementsDocument4 pagesCold-Drawn, Stress-Relieved Carbon Steel Bars Subject To Mechanical Property Requirementssharon blushteinNo ratings yet
- Preventing Scale Loss During Heat Treatment & Hot Forging - With ImagesDocument17 pagesPreventing Scale Loss During Heat Treatment & Hot Forging - With ImagesSrikar Shenoy100% (1)
- 701 Steel InclusionRating DIN-50602 PDFDocument1 page701 Steel InclusionRating DIN-50602 PDFbiancogallazzi0% (1)
- The Current State of Worldwide Standards of Ductile IronDocument8 pagesThe Current State of Worldwide Standards of Ductile IronN.PalaniappanNo ratings yet
- ASTM A29-16 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtDocument17 pagesASTM A29-16 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtMalaz Abdul JalilNo ratings yet
- Supraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilDocument2 pagesSupraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilHugo RodriguezNo ratings yet
- 1 4021 PDFDocument2 pages1 4021 PDFSarah FitzgeraldNo ratings yet
- D2 Tool Steel - CrucibleDocument2 pagesD2 Tool Steel - CrucibleRockWagonNo ratings yet
- Extrusion Fig Q A AnalysisDocument13 pagesExtrusion Fig Q A AnalysisRavinder AntilNo ratings yet
- A493 00 PDFDocument3 pagesA493 00 PDFJohano AraújoNo ratings yet
- Aerospace Material SpecificationDocument5 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Astm A659-18Document3 pagesAstm A659-18Ryan ZhangNo ratings yet
- WSS M1P94 ADocument9 pagesWSS M1P94 AAleks SenaNo ratings yet
- Astm B 455Document3 pagesAstm B 455Reza NooriNo ratings yet
- AnyCasting Software Intro SAND PrintDocument45 pagesAnyCasting Software Intro SAND PrintChuah Chun KitNo ratings yet
- SWRCH18A Steel DatasheetDocument2 pagesSWRCH18A Steel DatasheetHari SuthanNo ratings yet
- Filter NotesDocument46 pagesFilter Notestanzil10100% (1)
- 13-8 MoDocument2 pages13-8 MofedaquiNo ratings yet
- Govpub C13 PDFDocument46 pagesGovpub C13 PDFSanchit GoelNo ratings yet
- H11 Mod PDFDocument50 pagesH11 Mod PDFsunsirNo ratings yet
- 6061 Aluminum Sheet SuppliersDocument7 pages6061 Aluminum Sheet Supplierssanghvi overseas incNo ratings yet
- A597 Standard Specification For Cast Tool Steel1Document2 pagesA597 Standard Specification For Cast Tool Steel1tsliaNo ratings yet
- Aluminum Stock CatalogDocument4 pagesAluminum Stock Catalogsav33No ratings yet
- Is 1079 - 2009Document10 pagesIs 1079 - 2009Shradha SinghaniaNo ratings yet
- Hes C 071-04 Hot-Dip Galvannealed Steel Sheets and Strip For Automobile UsesDocument23 pagesHes C 071-04 Hot-Dip Galvannealed Steel Sheets and Strip For Automobile UsesDouglas A. da SilvaNo ratings yet
- Nitriding 4340 ADocument8 pagesNitriding 4340 AyanuarNo ratings yet
- Correlation of Hardness Values To Tensile Strength: Semih Genculu, P.EDocument9 pagesCorrelation of Hardness Values To Tensile Strength: Semih Genculu, P.ERakesh DasNo ratings yet
- Nitriding Nitrocarburizing Complying To Automotive Aerospace SpecsDocument45 pagesNitriding Nitrocarburizing Complying To Automotive Aerospace SpecsCristofer CrisNo ratings yet
- A319Document2 pagesA319malika_000% (1)
- Astm A582 - A582m-22Document4 pagesAstm A582 - A582m-221965karanfil6No ratings yet
- Aisi 1008Document2 pagesAisi 1008GANESH GNo ratings yet
- Iso 683 1 2012Document13 pagesIso 683 1 2012Haluk TOKGÖZNo ratings yet
- Astm A311 - 2015 - ObsoletoDocument4 pagesAstm A311 - 2015 - ObsoletoRicardo Ricardo100% (1)
- Normalizing Heat Treatment PDFDocument6 pagesNormalizing Heat Treatment PDFsmani170100% (1)
- Introduction To Ductile IronDocument8 pagesIntroduction To Ductile IronNatalino FonsecaNo ratings yet
- Engg Metallurgy Lecture 5Document54 pagesEngg Metallurgy Lecture 5Patil Sudheer GowdNo ratings yet
- Electrical Items Floor Space GuideDocument1 pageElectrical Items Floor Space Guidesmani170No ratings yet
- System Based ManufacturingDocument13 pagesSystem Based Manufacturingsmani170No ratings yet
- Heat Transfer During Heat Treatment PDFDocument53 pagesHeat Transfer During Heat Treatment PDFsmani170No ratings yet
- Suspension GlossaryDocument10 pagesSuspension GlossaryBhanupratap NiranjanNo ratings yet
- Materials For New Trend AutomotivesDocument9 pagesMaterials For New Trend Automotivessmani170No ratings yet
- Gas Atmosphere Heat Treatment PDFDocument59 pagesGas Atmosphere Heat Treatment PDFsmani170No ratings yet
- Normalizing Heat Treatment PDFDocument6 pagesNormalizing Heat Treatment PDFsmani170100% (1)
- Conventional Materials For New Trend AutomotivesDocument18 pagesConventional Materials For New Trend Automotivessmani170No ratings yet
- BIW Composites PDFDocument7 pagesBIW Composites PDFsmani170No ratings yet
- Annealing Heat Treatment PDFDocument5 pagesAnnealing Heat Treatment PDFsmani170No ratings yet
- Analysis of Thin Wall StructuresDocument3 pagesAnalysis of Thin Wall Structuressmani170No ratings yet
- Heat Transfer During Heat Treatment PDFDocument53 pagesHeat Transfer During Heat Treatment PDFsmani170No ratings yet
- Ferritic Nitriding Heat Treatment PDFDocument64 pagesFerritic Nitriding Heat Treatment PDFsmani170100% (1)
- Gas Atmosphere Heat Treatment PDFDocument59 pagesGas Atmosphere Heat Treatment PDFsmani170No ratings yet
- Tool Steels GuideDocument44 pagesTool Steels Guidesmani17083% (6)
- Distortion Due To Heat Treatment PDFDocument44 pagesDistortion Due To Heat Treatment PDFsmani170No ratings yet
- Stainless Steel Components Heat Treatment PDFDocument45 pagesStainless Steel Components Heat Treatment PDFsmani170No ratings yet
- Quenching Heat Treatment PDFDocument67 pagesQuenching Heat Treatment PDFsmani170No ratings yet
- Stainless Steel Components Heat Treatment PDFDocument45 pagesStainless Steel Components Heat Treatment PDFsmani170No ratings yet
- Stainless Steel Components Heat Treatment PDFDocument45 pagesStainless Steel Components Heat Treatment PDFsmani170No ratings yet
- Ductile Iron Piping PDFDocument9 pagesDuctile Iron Piping PDFsmani170No ratings yet
- Aluminum Silicon Carbide PDFDocument5 pagesAluminum Silicon Carbide PDFsmani170No ratings yet
- A387 Composition PDFDocument1 pageA387 Composition PDFsmani170No ratings yet
- Aerospace Aluminum PDFDocument6 pagesAerospace Aluminum PDFsmani170No ratings yet
- Aluminum Silicon Alloy PDFDocument2 pagesAluminum Silicon Alloy PDFsmani170No ratings yet
- External Load On Piping PDFDocument4 pagesExternal Load On Piping PDFsmani170No ratings yet
- Aluminum Silicon Carbide PDFDocument6 pagesAluminum Silicon Carbide PDFsmani170No ratings yet
- Aluminum Silicon Alloy PDFDocument2 pagesAluminum Silicon Alloy PDFsmani170No ratings yet
- Plasma Arc Cutting: Prepared By: Raghav SinglaDocument16 pagesPlasma Arc Cutting: Prepared By: Raghav SinglarrameshsmitNo ratings yet
- Different Grade of Crgo CoreDocument4 pagesDifferent Grade of Crgo CoreSUJIT KUMAR MONDALNo ratings yet
- Ballistic White Paper Revised August 2016Document3 pagesBallistic White Paper Revised August 2016khanali11201No ratings yet
- Water QualityDocument34 pagesWater QualitySarim ChNo ratings yet
- Security Blanket BunnyDocument8 pagesSecurity Blanket BunnyFlorelisa100% (2)
- 12th Investigatory Project Chemistry 2023-24Document7 pages12th Investigatory Project Chemistry 2023-24The Music Vault0% (1)
- Tencate Semi PregDocument6 pagesTencate Semi PregyigitilgazNo ratings yet
- Chengannur ReDocument1,077 pagesChengannur ReArul RajanNo ratings yet
- BondhusDocument52 pagesBondhusalphatoolsNo ratings yet
- Caradco Window InstructionsDocument17 pagesCaradco Window InstructionsScott KramerNo ratings yet
- Abrasion Resistance of High-Strength Concrete in Hydraulic StructuresDocument8 pagesAbrasion Resistance of High-Strength Concrete in Hydraulic StructuresEjaz RahimiNo ratings yet
- What is Specification WritingDocument9 pagesWhat is Specification WritingZj FerrerNo ratings yet
- Masterseal 590: Description Colours Typical Physical PropertiesDocument1 pageMasterseal 590: Description Colours Typical Physical PropertiesKannan MurugesanNo ratings yet
- Aise TR9 91Document123 pagesAise TR9 91Juan Carlos Lasdica100% (3)
- Color Index Story PDFDocument4 pagesColor Index Story PDFAsim khandual50% (2)
- Tolerance of Performance Curves According To UNI EN ISO 9906: 2002 NormsDocument2 pagesTolerance of Performance Curves According To UNI EN ISO 9906: 2002 NormsJuan AcostaNo ratings yet
- Alkalno Silikatna ReakcijaDocument24 pagesAlkalno Silikatna Reakcijajozica majdaNo ratings yet
- Schedule of Rates 2012 PDFDocument235 pagesSchedule of Rates 2012 PDFBaburao Kanapala78% (27)
- Astm A618Document4 pagesAstm A618Mohamed Farouk100% (1)
- DRG 5Document1 pageDRG 5Palak BhatiaNo ratings yet
- Building SSR 2007 08Document239 pagesBuilding SSR 2007 08VenkataLakshmiKorrapatiNo ratings yet
- Auto ConnerDocument8 pagesAuto ConnerMian MubeenNo ratings yet
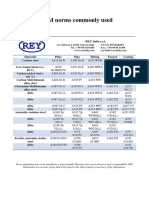
- ASTM Norms Commonly UsedDocument1 pageASTM Norms Commonly UsedBauyrzhanNo ratings yet
- Geberit Piping Catalogue 2019 PDFDocument142 pagesGeberit Piping Catalogue 2019 PDFargentum19619692No ratings yet
- NC Water Analysis PDFDocument10 pagesNC Water Analysis PDFYeisson MoraNo ratings yet
- HT CORROSION INHIBITOR 1.3 ADocument1 pageHT CORROSION INHIBITOR 1.3 ATrue StoryNo ratings yet
- Concrete Works Method StatementDocument24 pagesConcrete Works Method Statementhossam eldin sobhyNo ratings yet
- Colored Gold - WikipediaDocument30 pagesColored Gold - Wikipediashehalan nilumindaNo ratings yet
- Stone Retaining Wall DesignDocument25 pagesStone Retaining Wall DesignSafi Zabihullah Safi81% (16)
- NH3 Ligand Effect on Copper Metal Removal from Brass WasteDocument4 pagesNH3 Ligand Effect on Copper Metal Removal from Brass WasteReal PonixNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Introduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandIntroduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 2.5 out of 5 stars2.5/5 (3)
- Quantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationFrom EverandQuantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationRating: 1 out of 5 stars1/5 (1)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeFrom EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeRating: 3.5 out of 5 stars3.5/5 (4)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)