You might also like
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
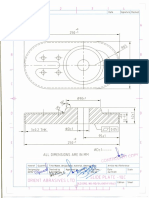
- 1QC Slide PlateDocument1 page1QC Slide Platevinay956No ratings yet
- FRL (Filter Regulator Lubricator)Document4 pagesFRL (Filter Regulator Lubricator)vinay956No ratings yet
- Spray WaterDocument10 pagesSpray Watervinay956No ratings yet
- Routine & Preventive MaintenanceDocument8 pagesRoutine & Preventive Maintenancevinay956No ratings yet
- Important Elements of SteelDocument14 pagesImportant Elements of Steelvinay956No ratings yet
- Not Failure, BT Low Aim Is A Crime.Document5 pagesNot Failure, BT Low Aim Is A Crime.vinay956No ratings yet
- Elements & Their Effects.Document81 pagesElements & Their Effects.vinay9560% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Pm100cva120 - e IGBT PDFDocument6 pagesPm100cva120 - e IGBT PDFDoDuyBacNo ratings yet
- Drop and Hardness Tests of GreasesDocument17 pagesDrop and Hardness Tests of GreasesJohn Mace VidamoNo ratings yet
- Inorganic Chemistry SummaryDocument8 pagesInorganic Chemistry SummaryClara1212No ratings yet
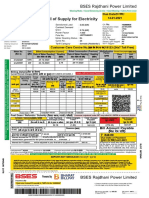
- Bill of Supply For Electricity: BSES Rajdhani Power LimitedDocument2 pagesBill of Supply For Electricity: BSES Rajdhani Power LimitedVikasNo ratings yet
- Manual de P'lata Venezolana PDFDocument66 pagesManual de P'lata Venezolana PDFYovanny GuararimaNo ratings yet
- Auma Sa 07.2-Sa 16.2....Document56 pagesAuma Sa 07.2-Sa 16.2....Q Llanos HenryNo ratings yet
- 10kw Hybrid System 57 6kwhDocument1 page10kw Hybrid System 57 6kwhardeasgrNo ratings yet
- Ambitious Science Lesson PlanDocument10 pagesAmbitious Science Lesson Planapi-605820842No ratings yet
- Transformer Inrush CurrentDocument4 pagesTransformer Inrush CurrentA I Md. Sajed Arefin100% (3)
- ZF AVS Automatic Gearbox ManualDocument67 pagesZF AVS Automatic Gearbox Manualdaniel_ting_191% (22)
- APGCL-Petition FY 2006-07 PDFDocument70 pagesAPGCL-Petition FY 2006-07 PDFRahul RoyNo ratings yet
- Tech Spec For Plate Heat ExchangersDocument37 pagesTech Spec For Plate Heat ExchangersSHIVAJI CHOUDHURY50% (2)
- SYS-2020 Owners Manual - EN PDFDocument18 pagesSYS-2020 Owners Manual - EN PDFMunish BajajNo ratings yet
- Security - Assessment 1 Questioner - With ANSWER KEYDocument4 pagesSecurity - Assessment 1 Questioner - With ANSWER KEYTfig Fo EcaepNo ratings yet
- MSZ-FH09-15NA Operation JG79A806H02 03-14Document44 pagesMSZ-FH09-15NA Operation JG79A806H02 03-14JordanNo ratings yet
- Fixture Units Sizing ChartDocument4 pagesFixture Units Sizing ChartAfrooz Momeni100% (1)
- STK 630Document8 pagesSTK 630Paulo VictorNo ratings yet
- Dr. Sadaf Siddiq 08F UET PHD ME 47Document206 pagesDr. Sadaf Siddiq 08F UET PHD ME 47hassanNo ratings yet
- GammaDocument17 pagesGammaBigBossNo ratings yet
- 0705 Oil ReportDocument12 pages0705 Oil ReportAnonymous oUJSCyZNo ratings yet
- Chapter 1 MCQ'SDocument2 pagesChapter 1 MCQ'SNaveed MughalNo ratings yet
- Tugas Ii ThermodinamicsDocument7 pagesTugas Ii ThermodinamicsAdi Dangan MuktiNo ratings yet
- FYP IntroDocument19 pagesFYP IntroPrincess NoohaNo ratings yet
- Percent Yield Definition and ExampleDocument3 pagesPercent Yield Definition and Exampleqwertydude123No ratings yet
- Edexcel PLC Student Checklist Single Chemistry Paper 2Document2 pagesEdexcel PLC Student Checklist Single Chemistry Paper 2rbehwnsNo ratings yet
- Digital Multifunction Instrument: ApplicationDocument7 pagesDigital Multifunction Instrument: ApplicationNihar RoyNo ratings yet
- Operation Refilling and Maintenance Manual: Hatsuta Seisakusho Co. LTDDocument9 pagesOperation Refilling and Maintenance Manual: Hatsuta Seisakusho Co. LTDNego1975No ratings yet
- C4 BMobile RobotsDocument114 pagesC4 BMobile RobotsMichael DavisNo ratings yet
- Virial Equation of StateDocument9 pagesVirial Equation of StateSaba ArifNo ratings yet
- Recent Advances in Enhanced Flooded Battery For Smart Mild Hybrid Power TrainsDocument29 pagesRecent Advances in Enhanced Flooded Battery For Smart Mild Hybrid Power Trains3 GamerNo ratings yet