You might also like
- Anst GuideDocument7 pagesAnst Guidejose_rocamora_garciaNo ratings yet
- Sales & Distribution DeterminationsDocument2 pagesSales & Distribution Determinationsdinesh_raj_6No ratings yet
- SAP Production Planning TutorialDocument83 pagesSAP Production Planning TutorialRamanpal Singh Anand89% (9)
- Current Affairs Pocket PDF - January 2016 by AffairsCloud - FinalDocument25 pagesCurrent Affairs Pocket PDF - January 2016 by AffairsCloud - FinalRAGHUBALAN DURAIRAJUNo ratings yet
- Is Oil and Gas Training ListDocument4 pagesIs Oil and Gas Training ListsuseevNo ratings yet
- Executive Summary Creative PrintersDocument8 pagesExecutive Summary Creative Printersdinesh_raj_6No ratings yet
- Canon Image Press 6000Document2 pagesCanon Image Press 6000dinesh_raj_6No ratings yet
- Air Conditioning With ExplanationDocument19 pagesAir Conditioning With Explanationdinesh_raj_6No ratings yet
- SRMDocument35 pagesSRMlalit74uNo ratings yet
- Behaviour in Interior SpacesDocument36 pagesBehaviour in Interior Spacesdinesh_raj_6No ratings yet
- Share MarketDocument10 pagesShare Marketdinesh_raj_6No ratings yet
- What Is The Tool Used in SAP SD Support To Communicate With The User For Handling The TicketsDocument2 pagesWhat Is The Tool Used in SAP SD Support To Communicate With The User For Handling The Ticketsdinesh_raj_6No ratings yet
- Chapter 13 Structures and Properties of CeramicsDocument16 pagesChapter 13 Structures and Properties of Ceramicsdinesh_raj_6No ratings yet
- Instructions To Candiates 12Document32 pagesInstructions To Candiates 12sat18373No ratings yet
- Tax Structure in IndiaDocument42 pagesTax Structure in Indiadinesh_raj_6No ratings yet
- INJkon Screen PDFDocument31 pagesINJkon Screen PDFpertmasterNo ratings yet
- Tutorial01 Basic - ModelingDocument12 pagesTutorial01 Basic - ModelingAbdul Qadir ChannaNo ratings yet
- Process Flow For 3rd Party SalesDocument19 pagesProcess Flow For 3rd Party Salesdinesh_raj_6No ratings yet
- Ahmad Aljebaly Department of Computer Science Western Michigan UniversityDocument42 pagesAhmad Aljebaly Department of Computer Science Western Michigan UniversityArushi MittalNo ratings yet
- Determination of The Viscosity of OilDocument3 pagesDetermination of The Viscosity of Oildinesh_raj_6100% (2)
- Transportation Inventory Warehousing Material Handling Packaging Security Supply ChainDocument7 pagesTransportation Inventory Warehousing Material Handling Packaging Security Supply ChainTareq HussainNo ratings yet
- 360 Survey:: Scheduled Time Off: Excused Absences From Regular Work HoursDocument28 pages360 Survey:: Scheduled Time Off: Excused Absences From Regular Work Hoursdinesh_raj_6No ratings yet
- Sbi Recuirtment 2012 1.355181752Document1 pageSbi Recuirtment 2012 1.355181752dinesh_raj_6No ratings yet
- Dheeraj SAP Reports SDDocument1 pageDheeraj SAP Reports SDdheerajs_50No ratings yet
- Advt Cmii 0607Document8 pagesAdvt Cmii 0607dinesh_raj_6No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Influence of Blowing Agent On The Fresh - and Hardened-State Properties of Lightweight GeopolymersDocument9 pagesInfluence of Blowing Agent On The Fresh - and Hardened-State Properties of Lightweight GeopolymersGustavo SoaresNo ratings yet
- ABS 2014 Steel Vessel Rules - Propellers, SVR - Part - 4 - E-Feb14Document14 pagesABS 2014 Steel Vessel Rules - Propellers, SVR - Part - 4 - E-Feb14cupidkhhNo ratings yet
- Tender 5fb66de615a2dDocument949 pagesTender 5fb66de615a2dRupesh KhandekarNo ratings yet
- Mechanical Properties of Materials: Is Hooke's Law True?Document41 pagesMechanical Properties of Materials: Is Hooke's Law True?Mustafa ErolNo ratings yet
- Sika® Carbodur® Calculation Software: PROJECT: Pontilhão ELEMENT: Potilhão MRXDocument14 pagesSika® Carbodur® Calculation Software: PROJECT: Pontilhão ELEMENT: Potilhão MRXpauloNo ratings yet
- A Back-Analysis of Beliche DamDocument13 pagesA Back-Analysis of Beliche DamOscar EduardoNo ratings yet
- Simply Supported Beam DesignDocument72 pagesSimply Supported Beam Designsiti Hawa100% (3)
- Materi 4Document18 pagesMateri 4Adiel WusqaNo ratings yet
- Design of Stuctures For The Mining Industry - Part 3 - Comementary On SANS 10208-2005 PDFDocument135 pagesDesign of Stuctures For The Mining Industry - Part 3 - Comementary On SANS 10208-2005 PDFNhlakanipho NkwanyanaNo ratings yet
- E2 Raising The Grade ASTM A706 Grados 60 y 80Document4 pagesE2 Raising The Grade ASTM A706 Grados 60 y 80Jancarlo Mendoza MartínezNo ratings yet
- BSI 709 DT Fusion WeldedDocument24 pagesBSI 709 DT Fusion WeldedbonnicoNo ratings yet
- Flat Slab Design - Engineering DissertationsDocument34 pagesFlat Slab Design - Engineering DissertationsBobby LupangoNo ratings yet
- Staad As4100Document28 pagesStaad As4100Amir IskandarNo ratings yet
- Fabrication of Manual Roller Bending Machine-NEWDocument33 pagesFabrication of Manual Roller Bending Machine-NEWDinesh Kumar100% (1)
- 23 Curved Steel Composite Design - MethodaDocument11 pages23 Curved Steel Composite Design - MethodaANo ratings yet
- Plastic AnalysisDocument90 pagesPlastic AnalysisBishanjit Singh Grewal100% (4)
- Technical PagesB PDFDocument28 pagesTechnical PagesB PDFbsh117No ratings yet
- Snap-Fit Joints For Plastics (BMS Version)Document26 pagesSnap-Fit Joints For Plastics (BMS Version)Bram Hermans100% (1)
- Fatigue Curves 6061Document15 pagesFatigue Curves 6061vx800bikeNo ratings yet
- GRIWrap Metric Manual 032205Document21 pagesGRIWrap Metric Manual 032205kpinstNo ratings yet
- Bake Hardening SteelDocument15 pagesBake Hardening SteelAnoop KizhakathNo ratings yet
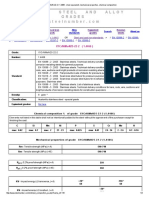
- European Steel and Alloy Grades: X1Crnimon25-22-2 (1.4466)Document3 pagesEuropean Steel and Alloy Grades: X1Crnimon25-22-2 (1.4466)farshid KarpasandNo ratings yet
- Reinforced Concrete Shear WallsDocument15 pagesReinforced Concrete Shear WallsJaime VegaNo ratings yet
- Structural Behavior of Concrete Encased Steel Beams: Ain Shams Engineering Journal January 2005Document14 pagesStructural Behavior of Concrete Encased Steel Beams: Ain Shams Engineering Journal January 2005LeonardoMadeira11No ratings yet
- Calculation SheetDocument13 pagesCalculation SheettelnajjarNo ratings yet
- TORSIONDocument25 pagesTORSIONMelanie SamsonaNo ratings yet
- Tensile Properties of Braided Composite RodsDocument6 pagesTensile Properties of Braided Composite RodsBayrak AlmuhsinNo ratings yet
- Failure Theories..Document93 pagesFailure Theories..adnanmominNo ratings yet
- JSA JIS G 3135 - Cold-Reduced HighDocument19 pagesJSA JIS G 3135 - Cold-Reduced Highnavid100% (1)
- Material Modelling Exercises SolutionsDocument49 pagesMaterial Modelling Exercises Solutionsbsneves07No ratings yet