You might also like
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- ASME Sec IXDocument5 pagesASME Sec IXkirubha_karan2000No ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Pipescan: Adjustable Magnetic Flux Leakage Pipe ScannerDocument4 pagesPipescan: Adjustable Magnetic Flux Leakage Pipe ScannerVicente Palazzo De MarinoNo ratings yet
- Pipescan MFL Pipe Inspection PDFDocument4 pagesPipescan MFL Pipe Inspection PDFJoseph MidouNo ratings yet
- Ultrasonic Testing of Pipeline Girth WeldsDocument4 pagesUltrasonic Testing of Pipeline Girth WeldsManoj Kumar InsulkarNo ratings yet
- SED - AUT Brochure Advanced NDTDocument23 pagesSED - AUT Brochure Advanced NDTannmj17No ratings yet
- Nondestructive Evaluation of Materials and StructuresDocument3 pagesNondestructive Evaluation of Materials and StructuresCarlos BustamanteNo ratings yet
- Guided Waves Pipe Inspection: WWW - Applusrtd.UsDocument2 pagesGuided Waves Pipe Inspection: WWW - Applusrtd.Usshahbaz akramNo ratings yet
- Application of Ultrasonic Guided Waves in The Field of Cryogenic FluidsDocument7 pagesApplication of Ultrasonic Guided Waves in The Field of Cryogenic FluidsSohail Aziz Ahmad MalikNo ratings yet
- LRUTDocument6 pagesLRUTimranajmiNo ratings yet
- Radiographic Inspection: © Shaw Pipeline Services © Shaw Pipeline ServicesDocument8 pagesRadiographic Inspection: © Shaw Pipeline Services © Shaw Pipeline ServicesWilly UioNo ratings yet
- Pipeline Welding InspectionDocument4 pagesPipeline Welding InspectionRizky TrianandaNo ratings yet
- Guided Waves Pipe Inspection: Teletest Focus+ Pipe Screening SystemDocument2 pagesGuided Waves Pipe Inspection: Teletest Focus+ Pipe Screening Systemshahbaz akramNo ratings yet
- 4th Middle East NDT Conference and ExhibitionDocument11 pages4th Middle East NDT Conference and Exhibitionam198801No ratings yet
- Subsea Corrosion/Erosion Monitoring: Young Technology ShowcaseDocument4 pagesSubsea Corrosion/Erosion Monitoring: Young Technology Showcaselulalala8888No ratings yet
- Guided Wave InspectionDocument1 pageGuided Wave InspectionJomer J SimpsonNo ratings yet
- Testing WeldingDocument7 pagesTesting Weldingwebs.usuarioNo ratings yet
- Phased Array Pipeline Zone Discrimination InspectionDocument4 pagesPhased Array Pipeline Zone Discrimination InspectionCepi Sindang KamulanNo ratings yet
- TOFDDocument14 pagesTOFDaliextoma100% (1)
- All Techniques - in BriefDocument87 pagesAll Techniques - in BriefWmfaiz KarcelloNo ratings yet
- Olympus Guided Wave Ultrawave enDocument8 pagesOlympus Guided Wave Ultrawave enrotero_pujolNo ratings yet
- Pipescan MFL Pipe InspectionDocument4 pagesPipescan MFL Pipe InspectionRICARDO3454No ratings yet
- Long Range Ultrasonic TestingDocument3 pagesLong Range Ultrasonic TestingMuhammad Haqi PriyonoNo ratings yet
- Conventional Corrosion Detection MethodDocument7 pagesConventional Corrosion Detection MethodAmir HoseiniNo ratings yet
- Foerster Circograph 2014 enDocument6 pagesFoerster Circograph 2014 enTiến NguyễnNo ratings yet
- Automatic Inspection of Welded Pipes With Ultrasound: ECNDT 2006 - Tu.2.3.1Document14 pagesAutomatic Inspection of Welded Pipes With Ultrasound: ECNDT 2006 - Tu.2.3.1Jeremy BeltranNo ratings yet
- Engineering Encyclopedia: Instrumented ScrapersDocument16 pagesEngineering Encyclopedia: Instrumented ScrapersabyNo ratings yet
- Application NoteHow To Better Detect Corrosion in Pipe ElbowsDocument2 pagesApplication NoteHow To Better Detect Corrosion in Pipe ElbowsMarciel AmorimNo ratings yet
- Pipe Line Girth WeldDocument15 pagesPipe Line Girth WeldLương Hồ Vũ100% (1)
- Ematscan Helps Lower Costs and Raise Crack-Detection Confidence For Gas-Pipeline OperatorsDocument2 pagesEmatscan Helps Lower Costs and Raise Crack-Detection Confidence For Gas-Pipeline OperatorsDani JoeNo ratings yet
- Mehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyDocument5 pagesMehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyErickNo ratings yet
- An Week2Document30 pagesAn Week2Tania NoorNo ratings yet
- GW BrochureDocument8 pagesGW BrochureDairo Damian MelendezNo ratings yet
- ROSEN Group Inspection of Corrosion Under Pipe SupportsDocument8 pagesROSEN Group Inspection of Corrosion Under Pipe SupportsNurul Amirah PrinceszaNo ratings yet
- Ultrasonic Immersion System For Space Shuttle ComponentsDocument2 pagesUltrasonic Immersion System For Space Shuttle ComponentsAhmad Azree OthmanNo ratings yet
- Company Profile & Testing Information - Rev. 1Document9 pagesCompany Profile & Testing Information - Rev. 1hoangviet20006No ratings yet
- Phased Array and ToFD - V - Radiography PDFDocument14 pagesPhased Array and ToFD - V - Radiography PDFdarouich100% (1)
- PAUT - Phased Array and ToFD - V - Radiography PDFDocument14 pagesPAUT - Phased Array and ToFD - V - Radiography PDFdarouichNo ratings yet
- Innospection Non Piggable PipelineDocument7 pagesInnospection Non Piggable PipelineCepi Sindang KamulanNo ratings yet
- 27 251s PDFDocument6 pages27 251s PDFDurgamadhaba MishraNo ratings yet
- Crack Detection (PII)Document6 pagesCrack Detection (PII)Sh EnriqNo ratings yet
- Dacon AndtDocument30 pagesDacon AndtCepi Sindang Kamulan100% (1)
- UltraWave en 20Document8 pagesUltraWave en 20naoufel1706No ratings yet
- Pipescan: Adjustable Magnetic Flux Leakage Pipe ScannerDocument4 pagesPipescan: Adjustable Magnetic Flux Leakage Pipe ScannerAnonymous ihanyMJNo ratings yet
- Model 266DRH Differential Model 266HRH Gauge Model 266NRH AbsoluteDocument120 pagesModel 266DRH Differential Model 266HRH Gauge Model 266NRH AbsoluteSupervisor Válvulas Caucasia OcensaNo ratings yet
- Ultrasonic TestingDocument4 pagesUltrasonic TestingSyahmie AzreeNo ratings yet
- Long Range Ultrasonic Technologies: Part of TWI's Non-Destructive Testing Technology GroupDocument8 pagesLong Range Ultrasonic Technologies: Part of TWI's Non-Destructive Testing Technology GroupNesanNo ratings yet
- MetroCount MC5710 Installation GuidelinesDocument9 pagesMetroCount MC5710 Installation GuidelinesErikoNo ratings yet
- PRUEFTECHNIK Overview Rotating-Systems 8-Page-Brochure DOK5400ENDocument8 pagesPRUEFTECHNIK Overview Rotating-Systems 8-Page-Brochure DOK5400ENvanloc tranNo ratings yet
- Rms Auto Ut Corrosion Mapping UsDocument6 pagesRms Auto Ut Corrosion Mapping UsNour MasmoudiNo ratings yet
- Zakho Drilling Report Answers PDFDocument11 pagesZakho Drilling Report Answers PDFSirajNo ratings yet
- INS - Phased Array Pipework Inspection PDFDocument2 pagesINS - Phased Array Pipework Inspection PDFEngr Arfan Ali DhamrahoNo ratings yet
- NDT Case StudyDocument64 pagesNDT Case StudyRikkinNo ratings yet
- Small Diameter Tube and Pipe Inspection With Phased Array PDFDocument7 pagesSmall Diameter Tube and Pipe Inspection With Phased Array PDFAlanka PrasadNo ratings yet
- CAES-OPE-UT-PRO-001 (ASME) Rev.0 ENGDocument29 pagesCAES-OPE-UT-PRO-001 (ASME) Rev.0 ENGMA GPNo ratings yet
- Rev Mac CatDocument12 pagesRev Mac CatRaka AjaNo ratings yet
- PA & ToFD In-Lieu of RTDocument14 pagesPA & ToFD In-Lieu of RTsnndhkNo ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- ME Eng 8 Q1 0101 - SG - African History and LiteratureDocument13 pagesME Eng 8 Q1 0101 - SG - African History and Literaturerosary bersanoNo ratings yet
- Rule 113 114Document7 pagesRule 113 114Shaila GonzalesNo ratings yet
- E Flight Journal Aero Special 2018 Small PDFDocument44 pagesE Flight Journal Aero Special 2018 Small PDFMalburg100% (1)
- Career Essay 1Document2 pagesCareer Essay 1api-572592063No ratings yet
- Activity # 1 (DRRR)Document2 pagesActivity # 1 (DRRR)Juliana Xyrelle FutalanNo ratings yet
- PyhookDocument23 pagesPyhooktuan tuanNo ratings yet
- WL-80 FTCDocument5 pagesWL-80 FTCMr.Thawatchai hansuwanNo ratings yet
- Carob-Tree As CO2 Sink in The Carbon MarketDocument5 pagesCarob-Tree As CO2 Sink in The Carbon MarketFayssal KartobiNo ratings yet
- Chemistry Form 4 Daily Lesson Plan - CompressDocument3 pagesChemistry Form 4 Daily Lesson Plan - Compressadila ramlonNo ratings yet
- Classifications of AssessmentsDocument11 pagesClassifications of AssessmentsClaire CatapangNo ratings yet
- Powerpoint Speaker NotesDocument4 pagesPowerpoint Speaker Notesapi-273554555No ratings yet
- Task 3 - LPDocument21 pagesTask 3 - LPTan S YeeNo ratings yet
- B. Geoinformatics PDFDocument77 pagesB. Geoinformatics PDFmchakra720% (1)
- The Mantel Colonized Nation Somalia 10 PDFDocument5 pagesThe Mantel Colonized Nation Somalia 10 PDFAhmad AbrahamNo ratings yet
- Heterogeneity in Macroeconomics: Macroeconomic Theory II (ECO-504) - Spring 2018Document5 pagesHeterogeneity in Macroeconomics: Macroeconomic Theory II (ECO-504) - Spring 2018Gabriel RoblesNo ratings yet
- CEE Annual Report 2018Document100 pagesCEE Annual Report 2018BusinessTech100% (1)
- Business Plan 3.3Document2 pagesBusiness Plan 3.3Rojin TingabngabNo ratings yet
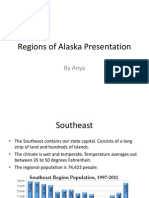
- Regions of Alaska PresentationDocument15 pagesRegions of Alaska Presentationapi-260890532No ratings yet
- Benevisión N15 Mindray Service ManualDocument123 pagesBenevisión N15 Mindray Service ManualSulay Avila LlanosNo ratings yet
- The Magic DrumDocument185 pagesThe Magic Drumtanishgiri2012No ratings yet
- NDY 9332v3Document8 pagesNDY 9332v3sulphurdioxideNo ratings yet
- Biological Beneficiation of Kaolin: A Review On Iron RemovalDocument8 pagesBiological Beneficiation of Kaolin: A Review On Iron RemovalValentin GnoumouNo ratings yet
- 2021-03 Trophy LagerDocument11 pages2021-03 Trophy LagerAderayo OnipedeNo ratings yet
- ISO 9001 2015 AwarenessDocument23 pagesISO 9001 2015 AwarenessSeni Oke0% (1)
- Fusion Implementing Offerings Using Functional Setup Manager PDFDocument51 pagesFusion Implementing Offerings Using Functional Setup Manager PDFSrinivasa Rao Asuru0% (1)
- Review1 ScheduleDocument3 pagesReview1 Schedulejayasuryam.ae18No ratings yet
- 15.053/8 February 7, 2013: More Linear and Non-Linear Programming ModelsDocument42 pages15.053/8 February 7, 2013: More Linear and Non-Linear Programming ModelsShashank SinglaNo ratings yet
- WEB DESIGN WITH AUSTINE-converted-1Document9 pagesWEB DESIGN WITH AUSTINE-converted-1JayjayNo ratings yet
- From Philo To Plotinus AftermanDocument21 pagesFrom Philo To Plotinus AftermanRaphael888No ratings yet
- CAT 320D2: Hydraulic ExcavatorDocument5 pagesCAT 320D2: Hydraulic Excavatorhydeer 13No ratings yet