You might also like
- Codes & StandardsDocument5 pagesCodes & Standardsesakkiraj1590No ratings yet
- Valve Basics and Valve SizingDocument32 pagesValve Basics and Valve SizingDouglas Booyens100% (2)
- Ball Valve CalculationDocument5 pagesBall Valve CalculationKamlesh Dalavadi50% (2)
- Heat Load Calculation (Cold Storage Plant)Document3 pagesHeat Load Calculation (Cold Storage Plant)Kenny Graiven81% (26)
- Valves Valve LeakageDocument5 pagesValves Valve Leakagearson5646100% (1)
- Building Energy Modeling GuidebookDocument14 pagesBuilding Energy Modeling Guidebookjjirwin0% (1)
- Cryogenic Valve Test Procedure PDFDocument9 pagesCryogenic Valve Test Procedure PDFazimr157100% (1)
- Deposition Velocity EstimationDocument179 pagesDeposition Velocity EstimationGlawenClattucNo ratings yet
- Seat Leakage Classifications in Accordance With ANSI-FCI-70-3-2004 PDFDocument1 pageSeat Leakage Classifications in Accordance With ANSI-FCI-70-3-2004 PDFShabir KhanNo ratings yet
- Instrument CableDocument29 pagesInstrument Cablegalih santosoNo ratings yet
- ISA 75.19.01 Hydrostatic Testing of Control Valves PDFDocument34 pagesISA 75.19.01 Hydrostatic Testing of Control Valves PDFChristianGuerreroNo ratings yet
- Pipe Mech Design-AWWA M45Document4 pagesPipe Mech Design-AWWA M45kakoullisg100% (4)
- Agenda: - Coriolis Flow Meter Theory of Operation - Bunkering - Marine Fuel Management - Viscosity - QuestionsDocument17 pagesAgenda: - Coriolis Flow Meter Theory of Operation - Bunkering - Marine Fuel Management - Viscosity - QuestionsMahaManthraNo ratings yet
- Temperature Sensors: Sensytemp Tsp311, Tsp321, Tsp331Document40 pagesTemperature Sensors: Sensytemp Tsp311, Tsp321, Tsp331Tin ThanNo ratings yet
- Control and On-Off Valves GuideDocument87 pagesControl and On-Off Valves Guidebaishakhi_b90100% (3)
- MSS Standards ListDocument3 pagesMSS Standards Listtsrinivasan5083No ratings yet
- ANSI - Control Valve Seat LeakageDocument4 pagesANSI - Control Valve Seat Leakagerenjithv_4No ratings yet
- Nonincendive Electrical Equipment For Use in Class I and II, Division 2 and Class III, Divisions 1 and 2 Hazardous (Classified) LocationsDocument46 pagesNonincendive Electrical Equipment For Use in Class I and II, Division 2 and Class III, Divisions 1 and 2 Hazardous (Classified) LocationsMahdy MazinyNo ratings yet
- Pressure Relief Safety Valves (SNR)Document43 pagesPressure Relief Safety Valves (SNR)Syed Naveed Raza100% (1)
- Valve Standards ANSI ASMEDocument0 pagesValve Standards ANSI ASMELuis Alberto Chable GarciaNo ratings yet
- Test Procedure For Testing of Cryogenic Valves Based On BS 6364, API 598Document8 pagesTest Procedure For Testing of Cryogenic Valves Based On BS 6364, API 598vikram100% (1)
- Asme B16.34Document16 pagesAsme B16.34Thomas Martin100% (1)
- Isa 75.03 1992 PDFDocument14 pagesIsa 75.03 1992 PDFQuang Duan NguyenNo ratings yet
- Maximum Allowable Stem Torque (MAST)Document9 pagesMaximum Allowable Stem Torque (MAST)AranaAruna100% (1)
- Isa 75.02Document28 pagesIsa 75.02jammu_d_gr8100% (1)
- Safety valve sizing calculationsDocument7 pagesSafety valve sizing calculationsjjirwinNo ratings yet
- Loads On FlangesDocument16 pagesLoads On Flangesccoollest100% (3)
- Load Schedule ApartmentDocument3 pagesLoad Schedule Apartmentshaito100% (1)
- Piping Exam SpecDocument176 pagesPiping Exam Speclaz_kNo ratings yet
- Flexible Pavement DesignDocument7 pagesFlexible Pavement DesignMëñghëñg ŁïmNo ratings yet
- ISA 75.05.01 Control Valve TerminologyDocument32 pagesISA 75.05.01 Control Valve TerminologysoxalNo ratings yet
- An Applied Approach To Crack AssessmentDocument5 pagesAn Applied Approach To Crack AssessmentCarlos Maldonado SalazarNo ratings yet
- BS 6364 Cryogenic ValveDocument5 pagesBS 6364 Cryogenic ValvePasquale Cutri100% (1)
- Valve Trim Material and SpecDocument28 pagesValve Trim Material and SpecRamesh KrishnanNo ratings yet
- Control Valve Selection & SizingDocument13 pagesControl Valve Selection & SizingBudi HahnNo ratings yet
- ValvesDocument29 pagesValvesDr. Akepati Sivarami Reddy100% (10)
- Control Valve Functional Test SetupDocument1 pageControl Valve Functional Test Setupa_azadeganNo ratings yet
- Design of TAS Using PLC and Batch Controller: Sreeraj SDocument7 pagesDesign of TAS Using PLC and Batch Controller: Sreeraj SSreerajNo ratings yet
- Sec VIII 2 PDFDocument16 pagesSec VIII 2 PDFali saidNo ratings yet
- Chiller Flow Rates and Guidelines For Chilled Water System PipingDocument3 pagesChiller Flow Rates and Guidelines For Chilled Water System PipingTanveer Aziz100% (3)
- Intro To Uncertainty AnalysisDocument41 pagesIntro To Uncertainty AnalysisRodrigo P. SilveiraNo ratings yet
- Control Valves &safety ValvesDocument83 pagesControl Valves &safety ValvesGopi Krish100% (2)
- API MPMS ListDocument6 pagesAPI MPMS ListhtutsweNo ratings yet
- Jis PDFDocument145 pagesJis PDFtoepal67% (6)
- Control valve characteristics manualDocument9 pagesControl valve characteristics manualSiddhartha SharmaNo ratings yet
- RMT 23 Series Globe Valves Product Bulletinonapplicationrequirements,differentseatmaterials and constructions are available to ensure tightshut-off and long lifeDocument37 pagesRMT 23 Series Globe Valves Product Bulletinonapplicationrequirements,differentseatmaterials and constructions are available to ensure tightshut-off and long lifeNymphetamine AnhNo ratings yet
- SVM Understanding the Smart Valve MonitorDocument24 pagesSVM Understanding the Smart Valve MonitorpcherukaraNo ratings yet
- Tightness Control SystemDocument4 pagesTightness Control SystemYetkin Erdoğan100% (1)
- BS en 12266 1 PDFDocument7 pagesBS en 12266 1 PDFRafi Udeen50% (2)
- BS 6364-1984 Specification For Valves For Cryogenic ServiceDocument14 pagesBS 6364-1984 Specification For Valves For Cryogenic Service윤규섭100% (1)
- VALTEK Valve Size PDFDocument16 pagesVALTEK Valve Size PDFalbahbahaneeNo ratings yet
- 60.32-069 - 1994 Pressure TransmittersDocument5 pages60.32-069 - 1994 Pressure TransmitterspradeepNo ratings yet
- Valve Standards Petrochemical RefiningDocument5 pagesValve Standards Petrochemical RefiningSohaib ZafarNo ratings yet
- Asme PTC 1986Document4 pagesAsme PTC 1986AmalAhmed0% (1)
- Piping HandbookDocument78 pagesPiping HandbookAurinho9292% (12)
- 4 - Custody Transfer SystemlDocument24 pages4 - Custody Transfer SystemlBassem Balghouthi100% (1)
- Level and Flow Measurement - AdnanDocument83 pagesLevel and Flow Measurement - AdnanMuzamilNo ratings yet
- General Specification: FGS 4L5Document21 pagesGeneral Specification: FGS 4L5Adeel Qaiser67% (3)
- ISA 75.19 - 1995 - Hydro Static Testing of Control ValvesDocument34 pagesISA 75.19 - 1995 - Hydro Static Testing of Control Valvesachari_swapnil100% (1)
- Swagelok SC-11 SOPDocument2 pagesSwagelok SC-11 SOPozzy75No ratings yet
- Emerson - SAPAG Butterfly ValveDocument14 pagesEmerson - SAPAG Butterfly ValvekuraimundNo ratings yet
- Instrument Cable Test MethodsDocument3 pagesInstrument Cable Test MethodsParesh Ghodasara100% (1)
- Basics of Thermowell Design and Selection - IsADocument3 pagesBasics of Thermowell Design and Selection - IsAsandystaysNo ratings yet
- Industrial Regulators: Air Steam Tank Blanketing Liquids Process Gases Fuel GasDocument20 pagesIndustrial Regulators: Air Steam Tank Blanketing Liquids Process Gases Fuel Gasp333444100% (2)
- C InstrumentationDocument12 pagesC InstrumentationabyzenNo ratings yet
- Final Inspection Release NoteDocument2 pagesFinal Inspection Release NoteMark ThrelfallNo ratings yet
- Ball Valve: Zhejiangbeiercontrol Valveco.,LtdDocument16 pagesBall Valve: Zhejiangbeiercontrol Valveco.,LtdSandipan GhoshNo ratings yet
- Valve Standards in The Petrochemical & Refining IndustryDocument4 pagesValve Standards in The Petrochemical & Refining Industryutut yfhgNo ratings yet
- Valve Safety With M2 SeriesDocument4 pagesValve Safety With M2 SeriesYang Gul LeeNo ratings yet
- Objasnjenje - NACE, TEMA, NORSK, ASME VIII, ....Document4 pagesObjasnjenje - NACE, TEMA, NORSK, ASME VIII, ....Nebojsa MirkovicNo ratings yet
- Valve Standards From API - The American Petroleum InstituteDocument3 pagesValve Standards From API - The American Petroleum InstituteErwinsyah FauziNo ratings yet
- Valve Leakage Rates Test STDDocument5 pagesValve Leakage Rates Test STD윤병택No ratings yet
- Leakage Acceptance Rates Comparison Metal & Soft SEATED VALVES ISO 5208/API 598/API 6D/MSS SP-61/FCI 70-2Document5 pagesLeakage Acceptance Rates Comparison Metal & Soft SEATED VALVES ISO 5208/API 598/API 6D/MSS SP-61/FCI 70-2nirbhay111No ratings yet
- NVMe Boot Guide IntelDocument29 pagesNVMe Boot Guide InteljjirwinNo ratings yet
- Fathom 9 Slurry ModelDocument12 pagesFathom 9 Slurry ModeljjirwinNo ratings yet
- Bentley AutoPIPE Editions ComparisonDocument4 pagesBentley AutoPIPE Editions ComparisonjjirwinNo ratings yet
- NPS Official Park Map-11Document1 pageNPS Official Park Map-11jjirwinNo ratings yet
- Local Hikes Yellowstone PDFDocument2 pagesLocal Hikes Yellowstone PDFjjirwinNo ratings yet
- DeterDETERMINATION OF SHADING COEFFICIENTS FOR WINDOWSmination of Shading Coefficients For WindowsDocument8 pagesDeterDETERMINATION OF SHADING COEFFICIENTS FOR WINDOWSmination of Shading Coefficients For WindowsjjirwinNo ratings yet
- 3b PwrptdevDocument39 pages3b Pwrptdevعزت عبد المنعمNo ratings yet
- Quickstart AutoPIPEDocument39 pagesQuickstart AutoPIPEmknmknNo ratings yet
- ASHRAE Journal May 2015Document121 pagesASHRAE Journal May 2015jjirwinNo ratings yet
- Asme b31.3 2012 Table A-3Document93 pagesAsme b31.3 2012 Table A-3naradbircsNo ratings yet
- TCowboy CodeDocument2 pagesTCowboy CodejjirwinNo ratings yet
- ASME Piping Stress Analysis RequirementsDocument8 pagesASME Piping Stress Analysis RequirementsjjirwinNo ratings yet
- Local Hikes YellowstoneDocument2 pagesLocal Hikes YellowstonejjirwinNo ratings yet
- HP 75 Owner's HandbookDocument348 pagesHP 75 Owner's HandbookjjirwinNo ratings yet
- HP-19C & 29C Solutions Statistics 1977 B&WDocument41 pagesHP-19C & 29C Solutions Statistics 1977 B&WjjirwinNo ratings yet
- Paper 1578355 SET ProbstDocument8 pagesPaper 1578355 SET ProbstjjirwinNo ratings yet
- HP 48gII Graphing Calculator User's GuideDocument864 pagesHP 48gII Graphing Calculator User's Guidef430_boyNo ratings yet
- HP-19C & 29C Solutions Mathematics 1977 B&WDocument40 pagesHP-19C & 29C Solutions Mathematics 1977 B&WjjirwinNo ratings yet
- Identification and Prediction of Piping System NoiseDocument7 pagesIdentification and Prediction of Piping System NoisejjirwinNo ratings yet
- HP-19C & 29C Solutions Student Engineering 1977 B&WDocument46 pagesHP-19C & 29C Solutions Student Engineering 1977 B&WjjirwinNo ratings yet
- HP-19C & 29C Solutions Navigation 1977 B&WDocument50 pagesHP-19C & 29C Solutions Navigation 1977 B&Wjjirwin100% (1)
- HP-19C & 29C Solutions Mechanical Engineering 1977 B&WDocument43 pagesHP-19C & 29C Solutions Mechanical Engineering 1977 B&WjjirwinNo ratings yet
- (AHU) Clivet AHU and Modular Air Handling UnitDocument27 pages(AHU) Clivet AHU and Modular Air Handling UnitDoniNo ratings yet
- Corbel Design Based On 2018 IBC / ACI 318-14: Project: Client: Design By: Job No.: Date: Review byDocument2 pagesCorbel Design Based On 2018 IBC / ACI 318-14: Project: Client: Design By: Job No.: Date: Review bycurlyjockey100% (1)
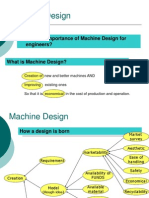
- Machine Design - Introduction PDFDocument13 pagesMachine Design - Introduction PDFDida KhalingNo ratings yet
- Direct Shear Test: Measuring Soil Shear StrengthDocument4 pagesDirect Shear Test: Measuring Soil Shear StrengthQUEIZNo ratings yet
- T-ZED Homes, Whitefield, BengaluruDocument5 pagesT-ZED Homes, Whitefield, BengaluruHello ShraaNo ratings yet
- Sika PDS - E - SikaGrout - 214-11 PDFDocument3 pagesSika PDS - E - SikaGrout - 214-11 PDFlwin_oo2435No ratings yet
- Useful ECBC Tables and TermsDocument17 pagesUseful ECBC Tables and TermsAnoop SharmaNo ratings yet
- Re 25715 - 2022-05Document8 pagesRe 25715 - 2022-05HeiderHuertaNo ratings yet
- ETABS LearningDocument8 pagesETABS LearningSai TarunNo ratings yet
- Module 1 - National Building Code of The Philippines - Part 1Document37 pagesModule 1 - National Building Code of The Philippines - Part 1Rovic VincentNo ratings yet
- CF Moto MT650 Engine ManualDocument44 pagesCF Moto MT650 Engine Manual1320 ENFIERRADOSNo ratings yet
- Lateral Stability of Prestressed Precast Concrete Girders During Lifting: Study CaseDocument9 pagesLateral Stability of Prestressed Precast Concrete Girders During Lifting: Study Caseel000011No ratings yet
- Iapmo Ues Er712Document10 pagesIapmo Ues Er712Ngân NguyễnNo ratings yet
- Work Method Statement - Fireproofing PaintDocument4 pagesWork Method Statement - Fireproofing Paintarrojak maksumNo ratings yet
- Fire Water Hydrants: Product CatalogueDocument3 pagesFire Water Hydrants: Product Catalogueseeralan balakrishnanNo ratings yet
- Fly OverDocument29 pagesFly OverUrvisha Butani100% (1)
- 0.12 M, 0.36 M, and The Depth of The FoundationDocument1 page0.12 M, 0.36 M, and The Depth of The FoundationMomen AdilNo ratings yet
- (Act 487) Quantity Surveyors Act 1967Document44 pages(Act 487) Quantity Surveyors Act 1967AlasnuyoNo ratings yet
- BS 3533 PDFDocument22 pagesBS 3533 PDFKarunakaran Nallasingam100% (2)
- Daily RFI Schedule 20210302Document1 pageDaily RFI Schedule 20210302samwel kariukiNo ratings yet
- PTS-1028 Ra FC Operation ManualDocument32 pagesPTS-1028 Ra FC Operation ManualOrlando PWRNo ratings yet
- Final Review and Audit Process Flowchart Construction ProjectsDocument1 pageFinal Review and Audit Process Flowchart Construction ProjectsnaniappoNo ratings yet
- Cross-Section Properties of IPN 300 Steel BeamDocument2 pagesCross-Section Properties of IPN 300 Steel BeamFilip StojkovskiNo ratings yet
- Modified Guidelines For Geopolymer Concrete Mix Design Using Indian StandardDocument13 pagesModified Guidelines For Geopolymer Concrete Mix Design Using Indian StandardDl Divakar LNo ratings yet