You might also like
- Wood-Chipping Equipment and Materials HandlingDocument26 pagesWood-Chipping Equipment and Materials Handlingkelseynicolas69No ratings yet
- Operation and Cost of A Small Dehumidification Dry KilnDocument23 pagesOperation and Cost of A Small Dehumidification Dry Kilnmuji7100% (1)
- Appendix J: Options For The Use of Low-End WoodDocument8 pagesAppendix J: Options For The Use of Low-End WoodCatelia KulmanNo ratings yet
- Wood Energy and Competing Wood Product Markets: Kenneth E. Skog, Robert C. Abt, and Karen L. AbtDocument30 pagesWood Energy and Competing Wood Product Markets: Kenneth E. Skog, Robert C. Abt, and Karen L. AbtNgọc ĐoànNo ratings yet
- FPL 1666-6ocrDocument6 pagesFPL 1666-6ocrBruce LyndeNo ratings yet
- Sustainable Pulp Production From Agricultural Waste: Pasi Rousu, Pa IVI Rousu, Juha AnttilaDocument19 pagesSustainable Pulp Production From Agricultural Waste: Pasi Rousu, Pa IVI Rousu, Juha AnttilaKomal mahajanNo ratings yet
- Mathematical Model To Calculate Volumes of Lumber and Residue Produced in SawmillingDocument47 pagesMathematical Model To Calculate Volumes of Lumber and Residue Produced in Sawmillingsrinu_venNo ratings yet
- Chapter1 3 NewDocument44 pagesChapter1 3 NewHailley Denson100% (1)
- Production of Wood FuelsDocument4 pagesProduction of Wood Fuelsbentarigan77No ratings yet
- Coppicing in EnglandDocument5 pagesCoppicing in EnglandMartinNo ratings yet
- Chainsaw MillingDocument13 pagesChainsaw Millingalderstreet100% (1)
- What About The Outlook For Wood?: We Are Often AskedDocument11 pagesWhat About The Outlook For Wood?: We Are Often AskedIrrfann AawateNo ratings yet
- Feeding of Biomass - Design Experience With Wood Chips - MICHAEL RACKLDocument6 pagesFeeding of Biomass - Design Experience With Wood Chips - MICHAEL RACKLJakesNo ratings yet
- Module GDocument58 pagesModule GNodge HolandaNo ratings yet
- Palm Oil PDFDocument23 pagesPalm Oil PDFnp27031990No ratings yet
- Feeding of BiomassDocument13 pagesFeeding of BiomassH ArevaloNo ratings yet
- Quality Characteristics of The Selected Variant of (Robust4) Wood Cultivated in HungaryDocument6 pagesQuality Characteristics of The Selected Variant of (Robust4) Wood Cultivated in HungaryVíctor Andrés Sepúlveda VillarroelNo ratings yet
- Chemical Pulping ProcessDocument19 pagesChemical Pulping ProcessSyahmi HarizNo ratings yet
- Pine bark vs whole pine treesDocument5 pagesPine bark vs whole pine treesashfiomNo ratings yet
- Frequently Asked Questions: PpendixDocument12 pagesFrequently Asked Questions: Ppendixsmashraf2No ratings yet
- Chapter1 3Document39 pagesChapter1 3mark100% (1)
- The Harvest of Logging Residues in The Dutch Forests and LandscapeDocument29 pagesThe Harvest of Logging Residues in The Dutch Forests and LandscapeGeo SpatialistNo ratings yet
- Solid Pellets From Municipal WasteDocument5 pagesSolid Pellets From Municipal Wastenebex12No ratings yet
- Fo WoodyBiomass FinalDocument27 pagesFo WoodyBiomass FinalSalli MarindhaNo ratings yet
- The Use of Post Consumer Wood Waste For The Production of Wood Plastic Composites: A ReviewDocument15 pagesThe Use of Post Consumer Wood Waste For The Production of Wood Plastic Composites: A ReviewShahid MehmoodNo ratings yet
- Forest Hill CaseDocument4 pagesForest Hill CasePeterNo ratings yet
- What Is Biomass?: HapterDocument10 pagesWhat Is Biomass?: HapterNagendrababu RamisettyNo ratings yet
- WheatStraw TAPPIDocument13 pagesWheatStraw TAPPIFelix CroquerNo ratings yet
- Forest Harvest Residues Available in Eastern Canad PDFDocument32 pagesForest Harvest Residues Available in Eastern Canad PDFGeo SpatialistNo ratings yet
- Wastewater Management in Lumber and Wood Products Industry-ProgressDocument23 pagesWastewater Management in Lumber and Wood Products Industry-ProgressÖzgüll ClNo ratings yet
- Wood Preservation Wood PreservationDocument8 pagesWood Preservation Wood PreservationIldiko Lukacs0% (1)
- The Top Ten Factors in Kraft Pulp Yield: What AreDocument7 pagesThe Top Ten Factors in Kraft Pulp Yield: What AreYudhi Dwi KurniawanNo ratings yet
- Forest Fertilizer Properties of The Bottom Ash and y Ash From A Large-Sized (115 MW) Industrial Power Plant Incinerating Wood-Based Biomass ResiduesDocument11 pagesForest Fertilizer Properties of The Bottom Ash and y Ash From A Large-Sized (115 MW) Industrial Power Plant Incinerating Wood-Based Biomass ResiduesYitzhak DextreNo ratings yet
- Fiber Recovery From Waste Paper: A Breakthrough in Re-Pulping TechnologyDocument11 pagesFiber Recovery From Waste Paper: A Breakthrough in Re-Pulping TechnologyAliNo ratings yet
- Production of PaperDocument7 pagesProduction of PaperAMIN BUHARI ABDUL KHADERNo ratings yet
- Molo06 Jankunaite Pulp and Paper Industry in SwedenDocument35 pagesMolo06 Jankunaite Pulp and Paper Industry in SwedenjnmanivannanNo ratings yet
- Profit From Wood Fuel: So You Want To..Document2 pagesProfit From Wood Fuel: So You Want To..Juan M Garcia CondeNo ratings yet
- Glossary - CEPI - CONFEDERATION OF EUROPEAN PAPER INDUSTRIES PDFDocument4 pagesGlossary - CEPI - CONFEDERATION OF EUROPEAN PAPER INDUSTRIES PDFAlex PeraNo ratings yet
- Pulp and Paper Mill Fly Ash: A Review: SustainabilityDocument16 pagesPulp and Paper Mill Fly Ash: A Review: SustainabilityChinchu CherianNo ratings yet
- Firewood 2016Document4 pagesFirewood 2016ZerotheoryNo ratings yet
- Overview of biomass and waste fuel resources for power productionDocument14 pagesOverview of biomass and waste fuel resources for power productionCeniceros Enriquez Ana VictoriaNo ratings yet
- ASHRAE Journal Biomass AppliancesDocument5 pagesASHRAE Journal Biomass AppliancesjrodNo ratings yet
- Use of Recycled Glass Bottles As Fine Aggregates in Concrete MixtureDocument12 pagesUse of Recycled Glass Bottles As Fine Aggregates in Concrete MixturevivekNo ratings yet
- Arcelormittal ReportDocument8 pagesArcelormittal Reportapi-285186441No ratings yet
- Utilization of Corncob Particles As Structural BoardDocument17 pagesUtilization of Corncob Particles As Structural BoardMohammad Nasif Basman Saga100% (1)
- Recycling of Wood and Paper Products in The United States: Peter J. InceDocument12 pagesRecycling of Wood and Paper Products in The United States: Peter J. InceMunaza SadiqaNo ratings yet
- Paper and Pulp Industry ImpactsDocument13 pagesPaper and Pulp Industry ImpactsAlmgedi AlmgediNo ratings yet
- 2005 Synthesie LitDocument34 pages2005 Synthesie LitwatermonNo ratings yet
- Dry Kiln Operator's Manual: Forest Service Forest Products Laboratory Madison, Wisconsin Agriculture Handbook No. 188Document273 pagesDry Kiln Operator's Manual: Forest Service Forest Products Laboratory Madison, Wisconsin Agriculture Handbook No. 188Diego Calero100% (1)
- Amit KumarDocument13 pagesAmit Kumarjan_soNo ratings yet
- 1994 - Bernhardt - Dry Cleaning of SugarcaneDocument6 pages1994 - Bernhardt - Dry Cleaning of SugarcaneAlejandro AguirreNo ratings yet
- Biomass Technology in GhanaDocument10 pagesBiomass Technology in GhanaGreenattics AtticsNo ratings yet
- Agricultural Residue Briquetting: Overcoming Challenges to Utilize Biomass WasteDocument134 pagesAgricultural Residue Briquetting: Overcoming Challenges to Utilize Biomass WasteArnaldo Benitez100% (2)
- A Mathematical Model To Support Investment in Veneer and 2021 Forest PolicyDocument14 pagesA Mathematical Model To Support Investment in Veneer and 2021 Forest PolicyFelipe DiezNo ratings yet
- Pulp and Paper IndustryDocument35 pagesPulp and Paper IndustryKlesh Padma Bhimrao Shrirame100% (1)
- Hemp Hurds as Paper-Making Material United States Department of Agriculture, Bulletin No. 404From EverandHemp Hurds as Paper-Making Material United States Department of Agriculture, Bulletin No. 404No ratings yet
- The Complete Book of Birdhouse Construction for WoodworkersFrom EverandThe Complete Book of Birdhouse Construction for WoodworkersRating: 1 out of 5 stars1/5 (1)
- Chemistry in the Utilization of Wood: Pergamon Series of Monographs on Furniture and TimberFrom EverandChemistry in the Utilization of Wood: Pergamon Series of Monographs on Furniture and TimberNo ratings yet
- Chemical Engineering ThermodynamicsDocument35 pagesChemical Engineering ThermodynamicsErik WeeksNo ratings yet
- 1032 1025 1 PBDocument9 pages1032 1025 1 PBErik WeeksNo ratings yet
- Canteenstandardization 140404093606 Phpapp01Document112 pagesCanteenstandardization 140404093606 Phpapp01Erik WeeksNo ratings yet
- Chemical ProcessDocument18 pagesChemical ProcessErik WeeksNo ratings yet
- Activated CarbonDocument69 pagesActivated CarbonSaheed Adewale100% (2)
- Water Quality Requirement For Different UsesDocument8 pagesWater Quality Requirement For Different UsesErik WeeksNo ratings yet
- MEMODocument1 pageMEMOErik WeeksNo ratings yet
- Chemical Engineering ThermodynamicsDocument35 pagesChemical Engineering ThermodynamicsErik WeeksNo ratings yet
- The Legend of The Coconut Tree (Edited)Document2 pagesThe Legend of The Coconut Tree (Edited)Erik WeeksNo ratings yet
- Corn CobsDocument2 pagesCorn CobsErik WeeksNo ratings yet
- Che CHM QuestionsDocument82 pagesChe CHM QuestionsErik WeeksNo ratings yet
- Comparative Simulation of The Purification of Wet Phosphoric Acid by TBP Mibk and A Mixture Mibk TBP 2157 7048.1000134Document4 pagesComparative Simulation of The Purification of Wet Phosphoric Acid by TBP Mibk and A Mixture Mibk TBP 2157 7048.1000134Erik WeeksNo ratings yet
- ChE Objective Type Questions Compilation-Dean MedinaDocument171 pagesChE Objective Type Questions Compilation-Dean MedinaErik WeeksNo ratings yet
- Water QualityDocument11 pagesWater QualityErik WeeksNo ratings yet
- Coconut HuskDocument4 pagesCoconut HuskErik WeeksNo ratings yet
- Leadership Qualities & Principles in 38 CharactersDocument4 pagesLeadership Qualities & Principles in 38 CharactersErik WeeksNo ratings yet
- ENERGY AND MASS BALANCE CALCULATIONS FOR INCINERATORSDocument11 pagesENERGY AND MASS BALANCE CALCULATIONS FOR INCINERATORSnuti_srinivasNo ratings yet
- Corn CobsDocument2 pagesCorn CobsErik WeeksNo ratings yet
- Calorific Values and Proximate Analysis ofDocument13 pagesCalorific Values and Proximate Analysis ofErik WeeksNo ratings yet
- Material and Energy Balance in Industrial PlantDocument26 pagesMaterial and Energy Balance in Industrial Plantconan45No ratings yet
- A 121 Z 1 P 86Document4 pagesA 121 Z 1 P 86Erik WeeksNo ratings yet
- 1 s2.0 S1878535211003030 MainDocument8 pages1 s2.0 S1878535211003030 MainErik WeeksNo ratings yet
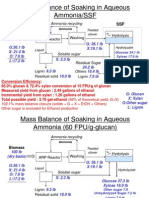
- Mass Balance of Ammonia Soaking and SSF of BiomassDocument3 pagesMass Balance of Ammonia Soaking and SSF of BiomassErik WeeksNo ratings yet
- Proximate Composition-Coconut HuskDocument4 pagesProximate Composition-Coconut HuskErik WeeksNo ratings yet
- Activated Carbon From BambooDocument19 pagesActivated Carbon From BambooErik WeeksNo ratings yet
- Green FinanceDocument16 pagesGreen FinanceErik WeeksNo ratings yet
- Activated Carbon UsesDocument3 pagesActivated Carbon UsesErik WeeksNo ratings yet
- Raw MaterialsDocument14 pagesRaw MaterialsErik WeeksNo ratings yet
- Concept PaperDocument1 pageConcept PaperErik WeeksNo ratings yet
- Match TreatmentDocument2 pagesMatch TreatmentErik WeeksNo ratings yet
- Clearon Halobrom Material Safety Data SheetDocument7 pagesClearon Halobrom Material Safety Data SheetThe West Virginia Examiner/WV WatchdogNo ratings yet
- ASTM E1527 Downloaded 2014-04-14Document47 pagesASTM E1527 Downloaded 2014-04-14thescubatater100% (3)
- Heavy Metals Contamination in Waste-WaterDocument5 pagesHeavy Metals Contamination in Waste-WaterSachin SrivastavaNo ratings yet
- SM 3TNV-4TNV-Yanmar EN PDFDocument216 pagesSM 3TNV-4TNV-Yanmar EN PDFjulianmataNo ratings yet
- Quiz 2 PDFDocument4 pagesQuiz 2 PDFFahmy DiaaNo ratings yet
- SOR Road Works 2013Document98 pagesSOR Road Works 2013vineetvceb100% (4)
- Mechanical CompletionDocument123 pagesMechanical Completiongst ajahNo ratings yet
- Chlorine MSDSDocument4 pagesChlorine MSDSjoesuhreNo ratings yet
- So 593 eDocument3 pagesSo 593 eshshsjajbbsjwbNo ratings yet
- Recycling Dos and Don'tsDocument1 pageRecycling Dos and Don'tsHeather Rayhorn0% (1)
- First Draft Intro RRL PDFDocument34 pagesFirst Draft Intro RRL PDFleo besa100% (1)
- Maintain Training FacilitiesDocument13 pagesMaintain Training FacilitiesVal JavierNo ratings yet
- Graunstadt v. USS-POSCO IndusDocument8 pagesGraunstadt v. USS-POSCO IndusNorthern District of California BlogNo ratings yet
- EPA Guidline For Concrete Wash OutDocument5 pagesEPA Guidline For Concrete Wash OutJoe PlanteNo ratings yet
- ECIV 5325 Sludge Treatment ProcessesDocument51 pagesECIV 5325 Sludge Treatment ProcessesHelder MbidiNo ratings yet
- Environmental microbiology study of microorganisms in waterDocument9 pagesEnvironmental microbiology study of microorganisms in waterKiel Lee Dawn BurgeyNo ratings yet
- Environmentally Friendly MachiningDocument94 pagesEnvironmentally Friendly MachiningGabriela Tonin BisoloNo ratings yet
- Unmanned Floating Waste Collecting Robot FinaaalDocument10 pagesUnmanned Floating Waste Collecting Robot FinaaalErven UmbaoNo ratings yet
- Social media study shows benefits for teensDocument7 pagesSocial media study shows benefits for teensTAKERUOONo ratings yet
- Waste Management Practices Among Inhabitant's of Kanuru Panchayath, Penamaluru Mandal in Vijayawada, AndhrapradeshDocument2 pagesWaste Management Practices Among Inhabitant's of Kanuru Panchayath, Penamaluru Mandal in Vijayawada, AndhrapradeshInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Briquette Businesses in UgandaDocument47 pagesBriquette Businesses in UgandaGVEP International100% (6)
- Piano Digital P 95 YamahaDocument36 pagesPiano Digital P 95 YamahaMario Gustavo Juárez RosalesNo ratings yet
- Combined ICIMOD-NEECA ZZK Traning Program PDFDocument143 pagesCombined ICIMOD-NEECA ZZK Traning Program PDFAsad MahmoodNo ratings yet
- Cbjessco 26Document3 pagesCbjessco 26Krish Kumar100% (1)
- EPRI Decommissioning Pre Planning Manual PDFDocument92 pagesEPRI Decommissioning Pre Planning Manual PDFShankar JhaNo ratings yet
- New South Wales Code of Practice For Plumbing and Drainage Third Editions 2006Document169 pagesNew South Wales Code of Practice For Plumbing and Drainage Third Editions 2006NourNo ratings yet
- PLUMBING TERMINOLOGY GUIDEDocument15 pagesPLUMBING TERMINOLOGY GUIDEGels GenovaNo ratings yet
- Msds PalladiumDocument5 pagesMsds PalladiumNazuah Ushwatun HassanahNo ratings yet
- Report On Capacity BuildingDocument109 pagesReport On Capacity Buildingritesh MishraNo ratings yet
- Water Shortage in The PhilippinesDocument32 pagesWater Shortage in The Philippinesfuckvinaahhh50% (2)