You might also like
- GB 02 Mixing Process DesignDocument28 pagesGB 02 Mixing Process DesignRamakrishna Somu100% (2)
- Agitated VesselsDocument12 pagesAgitated VesselsFren2008100% (11)
- Limpet Coil On Dish Design As Per PD5500Document1 pageLimpet Coil On Dish Design As Per PD5500ABIDEEN BAMNENo ratings yet
- Mixing Fundamentals PDFDocument11 pagesMixing Fundamentals PDFtnasdomanNo ratings yet
- Mixing With Helical Ribbon AgitatorsDocument9 pagesMixing With Helical Ribbon AgitatorsWilson Agudelo CatañoNo ratings yet
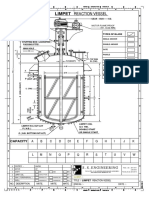
- Limpet Reaction Vessel PDFDocument1 pageLimpet Reaction Vessel PDFarajamani78No ratings yet
- A Design of Jet Mixed TankDocument17 pagesA Design of Jet Mixed Tankhussein100% (1)
- Introductory Guide To Glass-Lined Steel EquipmentDocument8 pagesIntroductory Guide To Glass-Lined Steel EquipmentMahmoud Al HomranNo ratings yet
- Agitation of Non-Newtonian FluidsDocument8 pagesAgitation of Non-Newtonian FluidsandresjypNo ratings yet
- Agitator DatasheetDocument2 pagesAgitator Datasheetmshah222No ratings yet
- Design Fiber Glass Reinforcement Vesselt For AgitatorDocument11 pagesDesign Fiber Glass Reinforcement Vesselt For AgitatorAnonymous T8aah3JfNo ratings yet
- Reactor DesignDocument27 pagesReactor Designcheckmeout803100% (3)
- 04 - Data Sheet - Mech Seals-Cipf Inj PumpDocument3 pages04 - Data Sheet - Mech Seals-Cipf Inj Pumpisaac2408No ratings yet
- Jacket and Coils of Agitated Vessels PDFDocument2 pagesJacket and Coils of Agitated Vessels PDFlolofm25No ratings yet
- Agitator DesignDocument8 pagesAgitator DesignCMEngineersNo ratings yet
- Tks 324 Mixing and Agitation-05&06Document73 pagesTks 324 Mixing and Agitation-05&06ruth indah100% (2)
- Se Downloads Paddle Dryer DataDocument16 pagesSe Downloads Paddle Dryer DataJignesh PanchalNo ratings yet
- Agitator Design Spreadsheet Version 1.2Document7 pagesAgitator Design Spreadsheet Version 1.2AndrewNo ratings yet
- Calculate Strainer Pressure DropDocument11 pagesCalculate Strainer Pressure DropBIDDU GHOSHNo ratings yet
- Agitator DesignDocument6 pagesAgitator DesignrcchhajedNo ratings yet
- Hydrofoil - US5297938Document8 pagesHydrofoil - US5297938rwtoorresdNo ratings yet
- Agitated Vessel Heat TransferDocument6 pagesAgitated Vessel Heat TransferkitofanecoNo ratings yet
- Agitator and Tank GeometryDocument68 pagesAgitator and Tank GeometryAhmed_Vawda_1542100% (5)
- sb25 100Document8 pagessb25 100Bessem FrijaNo ratings yet
- Report Vibration Analysis For - Support Agitator v-410Document54 pagesReport Vibration Analysis For - Support Agitator v-410CaptainToniesNo ratings yet
- TankJkt ExampleDocument16 pagesTankJkt ExamplesioanniNo ratings yet
- Storage Tank Venting CalculationDocument1 pageStorage Tank Venting Calculationام يمنى ايمنNo ratings yet
- Heat Transfer in Agitated VesselsDocument33 pagesHeat Transfer in Agitated VesselsGanesh.Mahendra100% (1)
- AgitatorDocument2 pagesAgitatorThiruvilan Arakkonam Mohan100% (1)
- Hydrofoil - US5951162Document22 pagesHydrofoil - US5951162rwtoorresdNo ratings yet
- Mass Transfer TechnologyDocument32 pagesMass Transfer TechnologyVasu DevanNo ratings yet
- Inquiry - Sitemap - E-Mail: Dispersing, Suspending, Emulsifying & Homogenizing Technik For Liquid and PasteDocument5 pagesInquiry - Sitemap - E-Mail: Dispersing, Suspending, Emulsifying & Homogenizing Technik For Liquid and PasteCik MinnNo ratings yet
- Pump Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignDocument19 pagesPump Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignJNo ratings yet
- Agitator Design PrinciplesDocument130 pagesAgitator Design Principlesimrancenakk100% (1)
- Agitator Design PrinciplesDocument130 pagesAgitator Design PrinciplesHamlet GhookasianNo ratings yet
- Agitators: Robert L. Bates, President Chemineer, IncDocument24 pagesAgitators: Robert L. Bates, President Chemineer, InctenshinomiyukiNo ratings yet
- NPSHDocument26 pagesNPSHarunrai78No ratings yet
- Agitator SelectionDocument20 pagesAgitator SelectionRamakrishna Koushik100% (2)
- Mixing V2: Theory and PracticeFrom EverandMixing V2: Theory and PracticeVincent UhlNo ratings yet
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesFrom EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- 1238 Francis Runners e PDFDocument10 pages1238 Francis Runners e PDFFolpoNo ratings yet
- Electronics 12 01281Document14 pagesElectronics 12 01281Агил АхмедовNo ratings yet
- Structural Analysis of Micro Turbine by Using CFD Dr.R.Rajappan, K ChandrasekarDocument8 pagesStructural Analysis of Micro Turbine by Using CFD Dr.R.Rajappan, K ChandrasekarSaad Al HelyNo ratings yet
- Diagnostic Methods For An Aircraft Engine PerformanceDocument10 pagesDiagnostic Methods For An Aircraft Engine PerformanceArcLat SolutionsNo ratings yet
- Preliminary Design of Micro Scale TurbojetDocument6 pagesPreliminary Design of Micro Scale Turbojetshah_gen89No ratings yet
- AHS2011 HECC Design Final PDFDocument15 pagesAHS2011 HECC Design Final PDFKarl GlorstadNo ratings yet
- Hydroprocessing DepropanizerDocument12 pagesHydroprocessing DepropanizerSathish KumarNo ratings yet
- Be1227 Inductica 2012 Paper MDL PDFDocument8 pagesBe1227 Inductica 2012 Paper MDL PDFRandhir SwarnkarNo ratings yet
- Optimizing Engine Oil Cooling in Textile Mills: A Twisted Shell and Tube Heat Exchanger ApproachDocument42 pagesOptimizing Engine Oil Cooling in Textile Mills: A Twisted Shell and Tube Heat Exchanger ApproachKhan Yishtiaq RaatulNo ratings yet
- Welcome To International Journal of Engineering Research and Development (IJERD)Document5 pagesWelcome To International Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- Turbomachinery Laboratory: Continuing Education and Professional Development Undergraduate and Graduate EducationDocument3 pagesTurbomachinery Laboratory: Continuing Education and Professional Development Undergraduate and Graduate EducationJarot PrakosoNo ratings yet
- Computational Fluid Flow AnalysisDocument6 pagesComputational Fluid Flow AnalysisRiddhesh PatelNo ratings yet
- How To Optimize Cylinder Valves DesignDocument3 pagesHow To Optimize Cylinder Valves DesignShashank Sudhakar PathakNo ratings yet
- Stress Reduction in An Interstage Air SealDocument4 pagesStress Reduction in An Interstage Air SealDeepak ChachraNo ratings yet
- Machine Tool Spindle UnitsDocument22 pagesMachine Tool Spindle UnitsMaricel Cearmel100% (2)
- Literature Review On CFD Application For Helical Coil Heat Exchanger DesignDocument5 pagesLiterature Review On CFD Application For Helical Coil Heat Exchanger DesignSantosh SanchetiNo ratings yet
- Axial Turbine Flow Path Design For An Organic Rankine Cycle Using R 245FADocument8 pagesAxial Turbine Flow Path Design For An Organic Rankine Cycle Using R 245FALijie WangNo ratings yet
- Flame Arresters and Flashback PreventersDocument6 pagesFlame Arresters and Flashback Preventersgpcshf100% (1)
- 0217 PresentationDocument73 pages0217 PresentationHector RodriguezNo ratings yet
- Excel-Template Natural-Convection Sphere Si UnitsDocument2 pagesExcel-Template Natural-Convection Sphere Si UnitsgpcshfNo ratings yet
- Design of Heat Exchanger For Waste Heat Recovery From Producer GasDocument6 pagesDesign of Heat Exchanger For Waste Heat Recovery From Producer GasgpcshfNo ratings yet
- Condensers Control and Reclaim VOCsDocument3 pagesCondensers Control and Reclaim VOCsgpcshfNo ratings yet
- Excel Template Natural Convection Inclined Plane SiDocument3 pagesExcel Template Natural Convection Inclined Plane SigpcshfNo ratings yet
- Excel Template Natural Convection Horiz Cylinder Si UnitsDocument2 pagesExcel Template Natural Convection Horiz Cylinder Si UnitsgpcshfNo ratings yet
- Design and Experimental Analysis of Spiral Tube Heat ExchangerDocument6 pagesDesign and Experimental Analysis of Spiral Tube Heat ExchangergpcshfNo ratings yet
- 3DD637 Excel-Template Natural-Convection Vertical-Plane Si UnitsDocument2 pages3DD637 Excel-Template Natural-Convection Vertical-Plane Si UnitsgpcshfNo ratings yet
- Fluid Mechanics and Heat Transfer With No Newtonian Liquids in Mechanically Agitated VesselsDocument102 pagesFluid Mechanics and Heat Transfer With No Newtonian Liquids in Mechanically Agitated VesselsgpcshfNo ratings yet
- Agitation and Mixing PDFDocument84 pagesAgitation and Mixing PDFLeso Sasa Damljanovic100% (1)
- Agitation equipment selection guideDocument13 pagesAgitation equipment selection guideMêhrän AlîNo ratings yet
- Aspen Plus TutorialDocument80 pagesAspen Plus TutorialgpcshfNo ratings yet
- CO2气氛下MCF负载氧化钒催化剂上乙苯脱氢反应Document8 pagesCO2气氛下MCF负载氧化钒催化剂上乙苯脱氢反应gpcshfNo ratings yet
- Solid Fuels Combustion and Gasification KITAPDocument462 pagesSolid Fuels Combustion and Gasification KITAPFeriha SonguzNo ratings yet
- Column Instrumentation BasicsDocument8 pagesColumn Instrumentation BasicsAmbuja SharmaNo ratings yet
- Reduce VOC and HAP Emissions PDFDocument11 pagesReduce VOC and HAP Emissions PDFdigecaNo ratings yet
- David A. Chin WREB Chapter2Document20 pagesDavid A. Chin WREB Chapter2kim nichole mendozaNo ratings yet
- حل بروبلمات مقاومه فصل ٧Document15 pagesحل بروبلمات مقاومه فصل ٧حسن صالح حسن المياحيNo ratings yet
- SCHR Odinger Equation From An Exact Uncertainty PrincipleDocument16 pagesSCHR Odinger Equation From An Exact Uncertainty PrincipleJonNo ratings yet
- E MC2 ProofDocument5 pagesE MC2 ProofKartikeya BagraNo ratings yet
- Kalman Filter To Improve Performance of PID Control Systems On DC MotorsDocument7 pagesKalman Filter To Improve Performance of PID Control Systems On DC MotorsFuad OtsutsukiNo ratings yet
- 960 Physics (PPU - STPM) Semester 3 Topics-SyllabusDocument8 pages960 Physics (PPU - STPM) Semester 3 Topics-SyllabusJosh, LRTNo ratings yet
- Quantum Chromodynamics: Standard Model Particle PhysicsDocument4 pagesQuantum Chromodynamics: Standard Model Particle PhysicsDexterNo ratings yet
- Reg. No. VI Semester B.Tech. (Aeronautical Engineering) End Sem Exam April 2018 Finite Element MethodDocument3 pagesReg. No. VI Semester B.Tech. (Aeronautical Engineering) End Sem Exam April 2018 Finite Element MethodSagar AchNo ratings yet
- R C CDocument45 pagesR C CBhupender SinghNo ratings yet
- 2021 Sound EnergyDocument20 pages2021 Sound EnergySamNo ratings yet
- 1-Fundamentals of Creep in MaterialsDocument6 pages1-Fundamentals of Creep in MaterialsLucianoBorasiNo ratings yet
- Quantum TeleportationDocument15 pagesQuantum Teleportationraghav_20752100% (2)
- Report Bench 1Document24 pagesReport Bench 1BigNo ratings yet
- Homework 2 Solutions: Problem 2.4.1 (18 Points, 3 Per Part)Document10 pagesHomework 2 Solutions: Problem 2.4.1 (18 Points, 3 Per Part)miliNo ratings yet
- Mar-M-247 1984Document22 pagesMar-M-247 1984sunsirNo ratings yet
- Physics FPRM Four NotesDocument122 pagesPhysics FPRM Four NotesCharles GhatiNo ratings yet
- Bending Effect On ExhaustDocument11 pagesBending Effect On Exhaustsayantan ghoshNo ratings yet
- Real Gas LabDocument10 pagesReal Gas LabRaymond BaldelovarNo ratings yet
- Rec Erc 79 01Document24 pagesRec Erc 79 01MehriNo ratings yet
- Group 1Document6 pagesGroup 1Mart Joseph Seno0% (1)
- NCRP - Sign 16Document1 pageNCRP - Sign 16anwarali1975No ratings yet
- Fundamentals of Strength of Materials BookDocument26 pagesFundamentals of Strength of Materials BookAbi DemNo ratings yet
- Fem VofDocument11 pagesFem VofkhabiranNo ratings yet
- Lecture Set 02 Road Vehicle PerformanceDocument56 pagesLecture Set 02 Road Vehicle PerformanceAbdullah SimpsonNo ratings yet
- Ch1-Fundamental of VibrationDocument58 pagesCh1-Fundamental of VibrationDon JoeNo ratings yet
- Metu NCC Fall Semester (2017-1) PHY 105 General Physics I (3580105) Course SyllabusDocument3 pagesMetu NCC Fall Semester (2017-1) PHY 105 General Physics I (3580105) Course SyllabusErgin ÖzdikicioğluNo ratings yet
- Tension and Compression 2023 - 1Document25 pagesTension and Compression 2023 - 1Enoch AffulNo ratings yet
- SKF Bearing SelectDocument7 pagesSKF Bearing SelectJuan S ParraNo ratings yet
- Aci 350-Crack Width CalculationDocument22 pagesAci 350-Crack Width CalculationJoseph AsfourNo ratings yet