You might also like
- FORMALDEHYDE PROCESS SIMULATIONDocument19 pagesFORMALDEHYDE PROCESS SIMULATIONTan Yong ChaiNo ratings yet
- Formaldehyde by Ag OxideDocument12 pagesFormaldehyde by Ag OxideVinh Do ThanhNo ratings yet
- Quick-Connect Nozzle Systems: Experts in Spray TechnologyDocument20 pagesQuick-Connect Nozzle Systems: Experts in Spray TechnologyderimanaNo ratings yet
- Paparan Kawasan Industri Indonesia (2012) EnglishDocument17 pagesPaparan Kawasan Industri Indonesia (2012) Englishyudhie_7No ratings yet
- Sizing Shell and Tube Heat ExchangerDocument17 pagesSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Silver Catalyst FactsDocument4 pagesSilver Catalyst FactsderimanaNo ratings yet
- Duct DesignDocument46 pagesDuct DesignPushp Dutt100% (3)
- Aquence 866Document2 pagesAquence 866derimanaNo ratings yet
- Steam TablesDocument20 pagesSteam Tablesajitsamal456No ratings yet
- Domestic Auto Production by Category Jan-Feb 2013Document1 pageDomestic Auto Production by Category Jan-Feb 2013derimanaNo ratings yet
- Exim TrioDocument8 pagesExim TrioderimanaNo ratings yet
- LegendDocument1 pageLegendderimanaNo ratings yet
- Calculate Financial Indicators To Guide InvestmentsDocument7 pagesCalculate Financial Indicators To Guide InvestmentsderimanaNo ratings yet
- Adn Enus PDFDocument93 pagesAdn Enus PDFderimanaNo ratings yet
- Noxrust CatalogeeDocument8 pagesNoxrust CatalogeederimanaNo ratings yet
- Domestic auto market and Exim by category Jan-Feb 2013Document1 pageDomestic auto market and Exim by category Jan-Feb 2013derimanaNo ratings yet
- Chemprices 2012Document6 pagesChemprices 2012derimanaNo ratings yet
- Noxrust CatalogeeDocument8 pagesNoxrust CatalogeederimanaNo ratings yet
- Noxrust CatalogeeDocument8 pagesNoxrust CatalogeederimanaNo ratings yet
- Bycat Market Exim Jandec 2010 PDFDocument1 pageBycat Market Exim Jandec 2010 PDFderimanaNo ratings yet
- Bycat Market Exim Jandec 2012 PDFDocument1 pageBycat Market Exim Jandec 2012 PDFderimanaNo ratings yet
- 4 Maret Jadwal SM Genap d4 TKPB PPL 12-13Document5 pages4 Maret Jadwal SM Genap d4 TKPB PPL 12-13abuahnfNo ratings yet
- Solid Waste To Energy PDFDocument30 pagesSolid Waste To Energy PDFderimana100% (1)
- Material Safety Data Sheet: 1 Identification of SubstanceDocument5 pagesMaterial Safety Data Sheet: 1 Identification of SubstancederimanaNo ratings yet
- Flyer Zetacoat E PDFDocument2 pagesFlyer Zetacoat E PDFderimanaNo ratings yet
- Manufacture Formaldehyde MethanolDocument51 pagesManufacture Formaldehyde MethanolArun Ebenezer63% (8)
- 609e PDFDocument3 pages609e PDFderimanaNo ratings yet
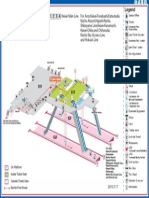
- Circuit Park Map: All Information in This Map Is Correct As of 12 September 2011 and Is Subject To ChangeDocument1 pageCircuit Park Map: All Information in This Map Is Correct As of 12 September 2011 and Is Subject To ChangeDeri PermanaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Supply Chain Operations AssignmentDocument14 pagesSupply Chain Operations AssignmentRahul NandakumarNo ratings yet
- Rolled Alloy ElectrodesDocument12 pagesRolled Alloy ElectrodesradenmuhaiminNo ratings yet
- Nitotile LM GroutDocument2 pagesNitotile LM Groutringlove97No ratings yet
- Production Engineering - 1: DR: Soheir BackarDocument37 pagesProduction Engineering - 1: DR: Soheir BackarKarimFarghlyNo ratings yet
- The Brownstone Guide: Maintenance & Repair Facts For Historic Property OwnersDocument12 pagesThe Brownstone Guide: Maintenance & Repair Facts For Historic Property OwnerspajinaNo ratings yet
- Understanding Colombia's Top Exports and ImportsDocument6 pagesUnderstanding Colombia's Top Exports and ImportsCalvin Evans WilliamsNo ratings yet
- SM Assignment PDFDocument21 pagesSM Assignment PDFSiddhant SethiaNo ratings yet
- Panasonic Corporation.119432Document118 pagesPanasonic Corporation.119432aaaa0% (1)
- Tan Thuan Industrial ParkDocument10 pagesTan Thuan Industrial ParkNguyen Tran AnhNo ratings yet
- Statutory LPG standardsDocument4 pagesStatutory LPG standardsalwacsNo ratings yet
- Base Oil Markets and Drivers Nov 2016 PDFDocument28 pagesBase Oil Markets and Drivers Nov 2016 PDFSERGIO PAVA100% (1)
- Inspection Certificate 3.1: Grade WerkstoffDocument1 pageInspection Certificate 3.1: Grade WerkstoffLitonNo ratings yet
- Extrusion of PlasticDocument6 pagesExtrusion of Plasticdasani93No ratings yet
- Construction Careers - Steel FixerDocument2 pagesConstruction Careers - Steel Fixeryrdgcgf5664No ratings yet
- 4) Liquid Penetrant Examination PDFDocument3 pages4) Liquid Penetrant Examination PDFAmit AcharyaNo ratings yet
- Crusher: C38R High Performance Cone CrusherDocument1 pageCrusher: C38R High Performance Cone CrusherFrancisco Javier López BarrancoNo ratings yet
- Philips Pole GuideDocument36 pagesPhilips Pole GuideDragan VuckovicNo ratings yet
- Import Export Documentation: Assignement Ballore Case Study Submitted by Subham Chakraborty PGDM Sap 0191PGM002Document2 pagesImport Export Documentation: Assignement Ballore Case Study Submitted by Subham Chakraborty PGDM Sap 0191PGM002Subham Chakraborty100% (1)
- Piping Interview Questionnaire 5Document2 pagesPiping Interview Questionnaire 5Valli RajuNo ratings yet
- Collier 5Document43 pagesCollier 5priyaa03No ratings yet
- Bison Epoxy 5 MinDocument1 pageBison Epoxy 5 MinRadu ConstantinNo ratings yet
- FSEOctober 2013Document80 pagesFSEOctober 2013Clint FosterNo ratings yet
- ThyssenKrupp Gyratory CrushersDocument12 pagesThyssenKrupp Gyratory CrushersSokitome100% (1)
- Suitability of Waste Glass Powder As A Partial Replacement of Cement in Fibre Reinforced ConcreteDocument142 pagesSuitability of Waste Glass Powder As A Partial Replacement of Cement in Fibre Reinforced ConcreteNawaz Shaikh100% (1)
- Cadmium This Defense.: Is by AllDocument11 pagesCadmium This Defense.: Is by Allchazan82No ratings yet
- Centrifugal Sand Separators Remove InorganicsDocument4 pagesCentrifugal Sand Separators Remove InorganicsMilena Lemus Fonseca0% (1)
- Chapter 6 Inventory Control Models: Quantitative Analysis For Management, 11e (Render)Document27 pagesChapter 6 Inventory Control Models: Quantitative Analysis For Management, 11e (Render)Jay BrockNo ratings yet
- Unit - 11 SCMDocument10 pagesUnit - 11 SCMamit_idea1No ratings yet
- Hoshin Planning Process: Workshop Month XX, 20xxDocument45 pagesHoshin Planning Process: Workshop Month XX, 20xxAngarEnkhzaya100% (1)
- Manufacturing Today - May-June 2015Document188 pagesManufacturing Today - May-June 2015panait trofinNo ratings yet