You might also like
- Thread & FastenerDocument35 pagesThread & Fastenermani317No ratings yet
- DRILLING, REAMING, TAPPING & HOLE PRODUCTION TECHNIQUESDocument17 pagesDRILLING, REAMING, TAPPING & HOLE PRODUCTION TECHNIQUESLeo HsiehNo ratings yet
- Thread RollingDocument18 pagesThread RollingShubham Sarkar100% (3)
- Thread Cutting, Tapping and BroachingDocument95 pagesThread Cutting, Tapping and BroachingKundan PatilNo ratings yet
- Roller Cone Bit Geometry Design FactorsDocument7 pagesRoller Cone Bit Geometry Design FactorsZ Babar KhanNo ratings yet
- Plate RollsDocument20 pagesPlate RollstangouzeNo ratings yet
- 31 Screw Threads and Gear Manufacturing MethodsDocument17 pages31 Screw Threads and Gear Manufacturing MethodsPRASAD326100% (8)
- Sumitomo Catalogue 2020-2021 enDocument652 pagesSumitomo Catalogue 2020-2021 enDuc HoangNo ratings yet
- State Energy Inspection Services Instruction # Manual 8.0 Standard Operating Procedure Revision Effective DateDocument3 pagesState Energy Inspection Services Instruction # Manual 8.0 Standard Operating Procedure Revision Effective DateGabriela MotaNo ratings yet
- In-Die Tapping: by Chandan Kumar H.KDocument58 pagesIn-Die Tapping: by Chandan Kumar H.KYuvaraj YuvarajNo ratings yet
- Drilling ExamplesDocument7 pagesDrilling ExamplesAdept Titu EkiNo ratings yet
- 30 StabilizersDocument29 pages30 StabilizersnjileoNo ratings yet
- Thread Rolling: 3 Types of ProcessDocument2 pagesThread Rolling: 3 Types of ProcessManoj MathewNo ratings yet
- GD&T Training Sample SlidesDocument29 pagesGD&T Training Sample SlidesRaghunath AnandakrishnaNo ratings yet
- Cutting Force Modelling For Drilling of Fiber-Reinforced PDFDocument141 pagesCutting Force Modelling For Drilling of Fiber-Reinforced PDFLuis FelipeNo ratings yet
- Spline BroachingDocument28 pagesSpline BroachingFaraz IshaniNo ratings yet
- Thread Gauging Techniques: Ansi/Asme Straight ThreadsDocument14 pagesThread Gauging Techniques: Ansi/Asme Straight ThreadsChandrasekhar SonarNo ratings yet
- NOV Grant Prideco Drilling Connection Inspection GuideDocument4 pagesNOV Grant Prideco Drilling Connection Inspection GuidetheinmoeNo ratings yet
- CNC MachinesDocument12 pagesCNC Machinesbecart100% (1)
- Is 11498 1985Document8 pagesIs 11498 1985pramod100% (1)
- QPQ (Salt Bath Ferritic Nitrocarburizing 5898 - BNA Melonite Rev 1 - 0Document2 pagesQPQ (Salt Bath Ferritic Nitrocarburizing 5898 - BNA Melonite Rev 1 - 0Mark JohnsonNo ratings yet
- Autoclave DimensionsDocument1 pageAutoclave DimensionsAttila SolyomNo ratings yet
- Horizontal Machining Centers: No.40 Spindle TaperDocument8 pagesHorizontal Machining Centers: No.40 Spindle TaperMax Litvin100% (1)
- Tapon Mecanico Iron Bridge Plug TSSDocument11 pagesTapon Mecanico Iron Bridge Plug TSSAaron Vazquez MartinezNo ratings yet
- NCS Liner HangersDocument5 pagesNCS Liner Hangerssmithyry2014No ratings yet
- Gaging InspectionDocument22 pagesGaging Inspectiongeav25653855No ratings yet
- Optimization of Surface Roughness Material Removal Rate and Cutting Tool Flank Wear in Turning Using Extended Taguchi Approach 3Document127 pagesOptimization of Surface Roughness Material Removal Rate and Cutting Tool Flank Wear in Turning Using Extended Taguchi Approach 3ଦିଲ୍ଲୀପ କୁମାର ମହାନ୍ତNo ratings yet
- Field inspection criteria for Fox thread connectionsDocument5 pagesField inspection criteria for Fox thread connectionsJoseph MidouNo ratings yet
- Bosch20182019 Catalog - Taps and DiesDocument8 pagesBosch20182019 Catalog - Taps and Diesrasim_m1146No ratings yet
- WI-08 - Work Instruction For Use of UTM 18.03.2021Document1 pageWI-08 - Work Instruction For Use of UTM 18.03.2021Saurav KumarNo ratings yet
- FIP XT XTM PC 9.9 2009feb11 ExtDocument5 pagesFIP XT XTM PC 9.9 2009feb11 ExtSAntiago MorenoNo ratings yet
- 15.2 Thread StandardsDocument3 pages15.2 Thread Standardssathish69No ratings yet
- Tapping ChucksDocument14 pagesTapping ChucksDHAMODHARANNo ratings yet
- Jigs and FixtureDocument15 pagesJigs and Fixturebathinsreenivas0% (1)
- VMC & HMC PDFDocument103 pagesVMC & HMC PDFNARENDER SINGHNo ratings yet
- PRO E LibraryDocument11 pagesPRO E LibrarygokulahbNo ratings yet
- New Packer - 001 PDFDocument76 pagesNew Packer - 001 PDFNagarjunSHNo ratings yet
- Machine Tool Guideway DesignDocument76 pagesMachine Tool Guideway DesignSrinivas MurthyNo ratings yet
- Thread Identification and Drill Chart: MetricDocument1 pageThread Identification and Drill Chart: MetricMOHANNo ratings yet
- Failure of Jigs & FixtureDocument27 pagesFailure of Jigs & FixtureSakthi VelNo ratings yet
- Unit 2 - Drilling 29Document41 pagesUnit 2 - Drilling 29normanjames966No ratings yet
- Sumitomo Technical Guidance-MachiningDocument52 pagesSumitomo Technical Guidance-Machiningcentaurus553587No ratings yet
- Product Catalog: Drilling & CompletionsDocument33 pagesProduct Catalog: Drilling & CompletionsSergioBernardesNo ratings yet
- 1-11 Lathe-Machine/machine ShopDocument11 pages1-11 Lathe-Machine/machine ShopAyushman Gohain100% (1)
- Basic of Forging: Types, Methods, and ProcessesDocument53 pagesBasic of Forging: Types, Methods, and ProcessesKomal TagraNo ratings yet
- Dorian Tool Threading Grooving and API CatalogDocument88 pagesDorian Tool Threading Grooving and API CatalogEnrique HortaNo ratings yet
- Bop Es406 15K WeatherfordDocument53 pagesBop Es406 15K WeatherfordWill CastellanosNo ratings yet
- HALFEN Bolts: The Advantages at A GlanceDocument6 pagesHALFEN Bolts: The Advantages at A Glancerevmen.2No ratings yet
- Design and Execution of Hydrualic Operated FixtureDocument64 pagesDesign and Execution of Hydrualic Operated FixtureGetahun SeifuNo ratings yet
- Sheet Metal Solutions - Automating the Design ProcessDocument16 pagesSheet Metal Solutions - Automating the Design Processrolo6945100% (1)
- TenarisHydril 3SB RunningGuidelinesDocument10 pagesTenarisHydril 3SB RunningGuidelinesLatif QaiserNo ratings yet
- Threading ToolsDocument9 pagesThreading ToolsalphatoolsNo ratings yet
- Shaft CouplingsDocument20 pagesShaft CouplingsLuis MenaNo ratings yet
- Primary Functions of A ThreadDocument10 pagesPrimary Functions of A ThreadEng-Mohammed Abu NuktaNo ratings yet
- Thread and Thread CuttingDocument9 pagesThread and Thread Cuttinglyk zNo ratings yet
- Engineering Data Catalog Pitch Diameter LimitsDocument35 pagesEngineering Data Catalog Pitch Diameter LimitssalamrefighNo ratings yet
- Fastener Handouts (Screw)Document34 pagesFastener Handouts (Screw)cluchavezNo ratings yet
- BoltsDocument18 pagesBoltsSatyaKrishna Palla100% (1)
- A PresentationDocument57 pagesA Presentationmadan023No ratings yet
- Thread GaugesDocument8 pagesThread GaugesJohn MuellerNo ratings yet
- CNC Milling Machine Operations GuideDocument2 pagesCNC Milling Machine Operations GuideVivek SDNo ratings yet
- Icole Yerson: Senior Management Executive Coo / General Manager / Managing DirectorDocument3 pagesIcole Yerson: Senior Management Executive Coo / General Manager / Managing DirectorVivek SDNo ratings yet
- HRM-Quiz-1 (SRR) (2000)Document10 pagesHRM-Quiz-1 (SRR) (2000)Vivek SDNo ratings yet
- Volkswagen AGDocument8 pagesVolkswagen AGVivek SDNo ratings yet
- HI EN VerbsDocument11 pagesHI EN VerbsVivek SDNo ratings yet
- Milenium BypassDocument1 pageMilenium BypassdinotecNo ratings yet
- OD Main Switch & OD OFF Indicator Light CircuitDocument4 pagesOD Main Switch & OD OFF Indicator Light Circuitcelestino tuliaoNo ratings yet
- Numerical Ability - Data Interpretation 3: 25 QuestionsDocument6 pagesNumerical Ability - Data Interpretation 3: 25 QuestionsAvishek01No ratings yet
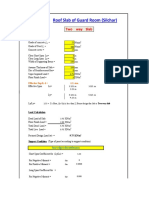
- Roof Slab of Guard RoomDocument3 pagesRoof Slab of Guard RoomAditya KumarNo ratings yet
- Android Car Navigation User ManualDocument74 pagesAndroid Car Navigation User ManualРисте ПановNo ratings yet
- Pivot Part NumDocument2 pagesPivot Part Numrossini_danielNo ratings yet
- Automotive Control SystemsDocument406 pagesAutomotive Control SystemsDenis Martins Dantas100% (3)
- Fire Pump ChecklistDocument11 pagesFire Pump ChecklistLD Jr FrancisNo ratings yet
- Dry Hands MinecraftDocument1 pageDry Hands MinecraftBrandon RotzankNo ratings yet
- Paint Color Comparison ChartDocument132 pagesPaint Color Comparison ChartCarlos Rubiños AlonsoNo ratings yet
- August 2017Document72 pagesAugust 2017Treatment Plant Operator MagazineNo ratings yet
- 3095MV Calibration Procedure W QuickCal Merian 4010Document8 pages3095MV Calibration Procedure W QuickCal Merian 4010luisalbertopumaNo ratings yet
- SANY SSR180C 8 OM EN PreviewDocument31 pagesSANY SSR180C 8 OM EN Previewzaploc.admNo ratings yet
- Saudi Arabia Power StationDocument108 pagesSaudi Arabia Power StationEhab HarbNo ratings yet
- Nazneen Wahab CVDocument5 pagesNazneen Wahab CVRavi MittalNo ratings yet
- Active Control of Flow Separation Over An Airfoil Using Synthetic JetsDocument9 pagesActive Control of Flow Separation Over An Airfoil Using Synthetic JetsDrSrujana ReddyNo ratings yet
- DIMENSIONAL TOLERANCES FOR COLD CLOSE RADIUS PIPE BENDINGDocument11 pagesDIMENSIONAL TOLERANCES FOR COLD CLOSE RADIUS PIPE BENDINGpuwarin najaNo ratings yet
- HEN SPF Roof Manual Spray Polyurethane FoamDocument77 pagesHEN SPF Roof Manual Spray Polyurethane FoamDavaakhuu ErdeneeNo ratings yet
- Tugas 1Document8 pagesTugas 1Muhammad Robby Firmansyah Ar-RasyiedNo ratings yet
- Conceptual Design Deliverables Latest Rev2Document14 pagesConceptual Design Deliverables Latest Rev2dhanu_lagwankarNo ratings yet
- I) CentrifugesDocument46 pagesI) Centrifugesiahim87No ratings yet
- Social Engineering: An Attack Vector Most Intricate To Handle!Document20 pagesSocial Engineering: An Attack Vector Most Intricate To Handle!ishak8No ratings yet
- Eurox Cross Flow ScrubberDocument8 pagesEurox Cross Flow ScrubberRobin LayogNo ratings yet
- Teradata Version DifferencesDocument3 pagesTeradata Version DifferencesShambuReddy100% (1)
- Aesculap: F E S SDocument28 pagesAesculap: F E S SEcole AcharafNo ratings yet
- Duotone GuideDocument1 pageDuotone Guideapi-648378651No ratings yet
- 7.qad-Dpr-11 ImteDocument4 pages7.qad-Dpr-11 ImteDhinakaranNo ratings yet
- Infantry WeaponsDocument61 pagesInfantry WeaponsKaran SahotaNo ratings yet
- DSSSB 01 2017Document9 pagesDSSSB 01 2017Praneeta KatdareNo ratings yet
- 1HD-T - 1 Land Cruiser Engine Service ManualDocument26 pages1HD-T - 1 Land Cruiser Engine Service ManualMichael Dzidowski86% (7)