Professional Documents
Culture Documents
Section 6 - Fracturing Fluids and Materials
Uploaded by
mahimoh18Original Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Section 6 - Fracturing Fluids and Materials
Uploaded by
mahimoh18Copyright:
Available Formats
Section 6
Fracturing Fluids and Materials
Table of Contents
Fracturing Fluids and Materials .................................................................................................................6-3 Introduction ............................................................................................................................................6-3 Topic Areas ............................................................................................................................................6-3 Learning Objectives ...............................................................................................................................6-3 Unit A: pH Control Agents ........................................................................................................................6-3 Unit A Quiz ............................................................................................................................................6-4 Unit B: Clay Control..................................................................................................................................6-5 Clay Characteristics................................................................................................................................6-5 Clay Control Additives...........................................................................................................................6-5 Unit B Quiz ............................................................................................................................................6-7 Unit C: Fluid Loss Control Additives ........................................................................................................6-8 Fluid Loss Approaches...........................................................................................................................6-8 Fluid Loss Control Additives .................................................................................................................6-8 Unit C Quiz ..........................................................................................................................................6-10 Unit D: Surfactants ..................................................................................................................................6-11 Surfactant Definition ............................................................................................................................6-11 Surfactant Usage ..................................................................................................................................6-11 Surfactant Composition........................................................................................................................6-12 Surfactant Mechanisms ........................................................................................................................6-13 Blending of Surfactants ........................................................................................................................6-14 Summary ..............................................................................................................................................6-14 Unit D Quiz: Surfactants ......................................................................................................................6-15 Unit E: Gelling Agents.............................................................................................................................6-16 Water-Based Gelling Agents................................................................................................................6-16 Oil Gelling Agents ...............................................................................................................................6-18 Additional References ..........................................................................................................................6-20 Unit E Quiz: Gelling Agents ................................................................................................................6-21 Unit F: Complexors/Crosslinkers.............................................................................................................6-22 Unit F Quiz...........................................................................................................................................6-25 Unit G: Breakers/Stabilizers ....................................................................................................................6-26 Breakers................................................................................................................................................6-26 Breaker Types ......................................................................................................................................6-26 Enzyme Breakers..................................................................................................................................6-26 Oxidizing Breaker ................................................................................................................................6-27 Acid Breakers.......................................................................................................................................6-28 Gelled-Oil Breakers..............................................................................................................................6-30 Breaker Activators................................................................................................................................6-30
61
2005, Halliburton
Stimulation I
Fracturing Fluids and Materials
Stabilizers .............................................................................................................................................6-30 Unit G Quiz ..........................................................................................................................................6-32 Unit H: Bactericides/Biocides..................................................................................................................6-33 Bacteria Conditions ..............................................................................................................................6-33 Bacteria Types......................................................................................................................................6-33 Bactericides ..........................................................................................................................................6-33 Additional References ..........................................................................................................................6-34 Unit H Quiz ..........................................................................................................................................6-35 Unit I: Conductivity Enhancers................................................................................................................6-36 SandwedgeXS ......................................................................................................................................6-36 Unit I Quiz............................................................................................................................................6-37 Answer Key .............................................................................................................................................6-38
2005, Halliburton
62
Stimulation I
Fracturing Fluids and Materials
Fracturing Fluids and Materials
pH control agents Clay control agents Fluid loss control additives Surfactants Gelling agents and friction reducers Complexors and crosslinkers Breakers and stabilizers Bactericides Conductivity Enhancers
Introduction
Fracturing chemicals are used to make up the fluid systems for stimulation treatments. A great number of fracturing fluid systems is available to the petroleum industry. The selection of a fracturing fluid depends upon the particular formation to be treated and the tubular goods in the well. Considerations in fluid selection are: the formation rock properties the formation fluid properties friction properties of the treating fluid fluid loss properties of the treating fluid proppant transport
Learning Objectives
Upon completion of this section, you will be familiar with: Classifications and usage for chemicals blended into fracturing fluids Reactions of these chemicals Actions that each chemical will have in a formation
Topic Areas
Chemical additives generally used in fracturing can be grouped into nine classifications. The following sections will explain these types and their uses:
Unit A: pH Control Agents
Most aqueous based stimulation fluids contain a nominal amount of chemicals (common acids and bases) for the sole purpose of obtaining the proper fluid pH. These chemicals are referred to as pH control agents or buffers. pH expresses the degree of acidity or basicity of a solution. The pH scale extends from 0 to 14 (Figure 6.1). A pH of 7 is neutral (neither acidic, nor basic). An acidic solution will have a pH value lower than 7. If it is basic (or alkaline) it will have a pH value above 7.
Acidic 0 Neutral 7 Basic 14
Table 6.1 - pH Scale
The pH scale is useful in evaluating solutions which are slightly acidic or basic. A 0.1% solution of HCL will have a pH of 1, while a 1% solution of caustic soda (NaOH) will have a pH of 14. The strength of higher concentrations of
2005, Halliburton
63
Stimulation I
Fracturing Fluids and Materials
hydrochloric acid (HCL) or caustic are expressed as percent rather than pH. Measuring pH is done with narrow range pH paper or pH meters. The pH of a fluid is a significant factor in stimulation treatments because it controls variables such as crosslinker function, temperature stability, iron control problems, polymer hydration, clay control, and gel break. Compatibility of stimulation fluids with the formation is an important consideration since the effect of fluid pH on clays and the resulting formation permeability can be significant. Clay and shale formations are best protected in a low pH environment. Rates at which gelling agents develop viscosity are a direct function of the pH of the liquid system. Adjusting the pH of the liquid system also controls bacteria. Commonly used pH control additives include: sodium bicarbonate fumaric acid acetic acid formic acid sodium diacetate monosodium phosphate sodium carbonate
sodium hydroxide.
pH control agents used to adjust pH are listed along with their values:
STRONG ACID pH
Hydrochloric Acid Hydrofloric Acid
WEAK ACID
0-2 0-2
pH
HYG-3 (Furmaric Acid) FE-1A (Acetic Acid)
WEAK BASE
3.5-4 2-4
pH
K-34 (Sodium Bicarbonate) K-35 (Sodium Carbonate)
STRONG BASE
8.5 10.5
pH
NaOH (Caustic Soda)
14
Buffers are mixtures of acids and salts of these acids and are resistant to pH change. By using a buffer listed below, rather than an acid or base, the fluid pH can be maintained even though contaminants from formation water or other sources tend to try and change it.
BUFFER pH
BA-2 BA-20 BA-40 / BA-40L
1.5-3 6-8.5 7-11
Unit A Quiz
Fill in the blanks with one or more words to check your progress in Unit A. 1. Clay and shales can best be protected in a ____________________ pH environment. 2. pH is a means of expressing the degree of ____________________ or ____________________of a solution. 3. On the pH scale, ____________ is neutral. 4. Buffers are mixtures of ____________________ and _____________________ of these ____________________. 5. To maintain a pH of 10, you could use ________________ as a buffer. Now, look up the suggested answers in the Answer Key at the back of this section.
2005, Halliburton
64
Stimulation I
Fracturing Fluids and Materials
Unit B: Clay Control
Clay Characteristics
Clays are present in almost all oil and gas bearing formations and their presence can cause many problems in the production of hydrocarbons, particularly where stimulation processes are employed. The clay composition and its location in the rock matrix can vary extensively, thus complicating control and treatment when clay minerals are present. Where water-swelling clay is contacted by foreign water in the formation, an increase in clay swelling can reduce the size of flow channels and decrease the flow capacity of the rock. In addition, any appreciable change in the swelling characteristic of the clay may cause some of the clay to be detached from its original position. Fine particles may be released which can migrate with fluid flow, form bridges at flow restrictions in the formation, and thus decrease the effective permeability of the producing zone. The clays most commonly found in hydrocarbon-producing formations are smectite, illite, mixed layer, kaolinite and chlorite. Clays have a negative charge on their surfaces.
Clay Smectite Mixed Layer Illite Kaolinite Chlorite Damage method* Swelling Swelling Migrating Migrating Migrating
Clay Control Additives
Acids and Buffers
As discussed in the previous unit, pH can be used to control formation clays. An acid or buffering agent can protect clays best at a pH range of 3 to 7.
Potassium Chloride (KCL), Sodium Chloride (NaCl) and Clayfix (NH4Cl)
The main method of minimizing clay damage through contact with fracturing fluids is by adding a chemical that will not alter the natural water retention characteristics of the clay. Cations, such as potassium, sodium and ammonium, possess the proper ionic size for absorption onto clay platelets and are compatible with most water based fracturing fluid systems. The salts potassium chloride (KCL), sodium chloride (NaCl) and ammonium chloride (NH4Cl) are used to maintain the status quo of clays to minimize permeability damage. Recent studies have indicated that for maximum clay stability through ion exchange, 7% KCL, 6% NaCl or 5% NH4Cl is needed.
ClayFix II
CLAYFIX II is a liquid replacement for the various salts used in aqueous fracturing treatments. It offers an alternative to KCl, NaCl, and CLAYFIX (NH4Cl) as a temporary clay protection additive. The primary application for CLAYFIX II is in propped fracturing treatments. CLAYFIX II is not recommended for matrix treatments. The additive can be added to the mixing water while batch mixing or it can be metered into the flow stream before the other ingredients are added. CLAYFIX II is compatible will all present LGC formulations.
* All clays swell to some degree, and they can all break loose and migrate. One of these two processes will usually be dominant for any given clay.
To minimize the possibility of clay crystals or packets of crystals breaking loose and migrating, any water that may contact a clay-bearing formation should contain a chemical that will not alter the natural water retention characteristics of the clay.
2005, Halliburton
65
Stimulation I
Fracturing Fluids and Materials
NOTE: CLAYFIX II cannot be premixed in LGC concentrates. This additive also is not a substitute for permanent clay control additives, such as salts.
Cla-Sta Compounds
The Cla-Sta compounds are cationic polymers or oligomers that may be used with fracturing fluids and acids to stabilize clays. They are most effective if used in a pre-pad or thin fluid pumped before the main fracture treatment and become much less effective when blended with other gelling agents. ClaSta Compounds can even plug pore spaces if used above recommended concentrations.
their dislodgment or movement when exposed to very high rates of fluid flow. By substantially stabilizing mineral fine particles, solids production, and permeability impairment caused by fines, migration may be greatly reduced. This fines stabilization is long lasting.
Hydrocarbons
One method to effectively control clay problems is to not allow the formation to come into contact with water. Oil-based fracturing fluids do not allow water to be introduced into the formation. Hydrocarbons such as diesel can be blended with water based fluids to control leak off into the fracture face and minimize water contact.
Cla-Sta XP
Cla-Sta XP clay stabilizing agent is designed to be resistant to both acid and chemical removal. It is intended for use in formations with permeability of 30 millidarcies (mD) or less but is not limited to that permeability. Cla-Sta XP is an oligomer which provides clay and fines control in most fracturing, acidizing, and gravelpack operations and is preferred over other ClaSta products for formations with permeability less than 30 millidarcies. Cla-Sta XP is compatible with many aqueous stimulation fluids and can be batch mixed into the base fluid or continuously mixed at the blender. Cla-Sta XP is not a substitute for salts, such as KCl or NaCl and will not provide the immediate clay protection needed during treatment.
Foams and Emulsions
Foams and emulsions have excellent fluid loss properties resulting in the reduction of water contact to the natural permeability of the formation. An emulsion is a suspension of small globules of one liquid in a second liquid with which the first will not mix, like oil and water. Foam is a suspension of gas bubbles inside a liquid, like shaving cream. Foams and emulsions also reduce the total water required to formulate a fracturing fluid.
Methanol (Methyl Alcohol)
The addition of methanol to a fracturing fluid reduces the fluids surface tension, thus reducing the amount of water retained by the formation. It also absorbs moisture on clay particles and helps protect the clay from the swelling caused by water base fluids. Both of these result in faster cleanup and retained permeability.
Cla-Sta FS
Cla-Sta FS mineral fines and clay stabilizing additive is a new polymer designed to stabilize fines commonly produced from a variety of formations. Cla-Sta FS effectively stabilizes mineral fines that do not respond to treatment from conventional clay stabilizers. It is readily adsorbed on the formation surfaces, reducing
2005, Halliburton
66
Stimulation I
Fracturing Fluids and Materials
Unit B Quiz
Fill in the blanks with one or more words to check your progress in Unit B. 1. Clays are present in ________________ _______________ oil and gas bearing formations. 2. Clay swelling can reduce the size of ____________________ channels. 3. Released fine particles can reduce effective ____________________. 4. pH ranges at which clays can best be protected are from __________ to ___________. 5. Maximum protection from clay swelling can be achieved when using a concentration of __________% potassium chloride (KCL), __________% sodium chloride (NaCl) or __________% ammonium chloride (NH4CL). 6. ClayFix II is a ____________________ clay protection additive. 7. Cla-Sta materials are most effective when added to a ________________-_________________. 8. Cla-Sta materials should not be used above recommended concentrations because excess material can cause ____________________ of the pore spaces. 9. One method to effectively control clay problems is not to let the formation come into contact with ____________________. 10. Foams and emulsions reduce the total ____________________ required to formulate a fracturing fluid. Now, look up the suggested answers in the Answer Key at the back of this section.
2005, Halliburton
67
Stimulation I
Fracturing Fluids and Materials
Unit C: Fluid Loss Control Additives
In any fracturing operation, a portion of the fluid in contact with the formation penetrates into the pores and is lost as leak-off. The amount of fluid lost in this way and the rate at which it is lost has a pronounced effect on the shape of the fracture. Fluid loss reduces the size of the fracture as well as the fluid pressure inside the fracture.
WLC-4
WLC-4 is a particulate fluid loss additive developed for use with water-based gelled fracturing fluids at temperatures of 140 to 350F. WLC-4 may be used to control leakoff in formations up to around 50 md or with 100mesh sand to help control leakoff in natural fractures. At temperatures above 140F, the additive degrades to low residue material in an aqueous environment. The additive should be applied at 20 to 50 lb/Mgal to aid leakoff control.
Fluid Loss Approaches
Fluid loss additives are required to function across a wide range of pore size distributions, such as low, medium or high permeability sections. Another requirement is that a large percentage of formation permeability needs to be regained after being treated by the additive. Different approaches have been taken to establish fluid loss control. Traditionally, finely powdered solids have been used to control fluid loss. As the fluid moves into the pores of the formation, the fluid loss additives build up on the fracture face and form a filter cake. This reduces fluid loss. Some of the solids are inert while others go into solution and/or degrade. Another approach to fluid loss control uses liquid additives that deposit droplets along the fracture fact to control the loss of fluid. A major advantage of this approach is that no solids that might impair productivity are left in the formation or fracture.
WLC-5
WLC-5 is a fluid loss additive for use in aqueous fluids. It contains an enzyme breaker that allows it to be more degradable than other starch additives such as Adomite Regain and WLC-4 at low temperatures. WLC-4 does not contain this enzyme breaker, and the enzyme breaker in Adomite Regain is not as effective as the breaker in WLC-5. Typical concentrations usually range from 20 to 50 lb/Mgal. WLC-5 can be used at temperatures from 75 to 350F and permeabilities up to around 50 md.
WLC-6
WLC-6 is a non-damaging fluid-loss additive that helps in reducing gel filter cakes, especially from borate-crosslinked fluids. Ground to an appropriate particle size for fracturing, it remains solid long enough to function as a fluidloss additive, then dissolves in the produced water to ensure cleanup. As it dissolves, it reduces the surface tension of the filter-cake residue, helping to remove the filter cake and improve fracture conductivity. WLC-6 is slowly soluble in water and should be applied in low-tomoderate temperature wells up to 150F. WLC6 can also be used with FracPac treatments in
Fluid Loss Control Additives
Water Based Fluids WAC-9
WAC-9 is finely powdered sand. It is an excellent fluid loss additive that can be used with water, acid or oil based fluids. However, since it is silica, it does not dissolve or degrade over time.
2005, Halliburton
68
Stimulation I
Fracturing Fluids and Materials
formations with up to 300 md of permeability. Use WLC-6 at concentrations of 25 to 50 lb/Mgal of fracturing fluid.
to 350F. It can be used in formations up to 10 md.
Oil Based Fluids WLC-7
WLC-7 fluid loss additive, an organic solid, is a finely ground powder that dissolves slowly in water as the water temperature rises; therefore, it can be cleaned up as water is produced from the well. Because of its solubility, WLC-7 is nondamaging. Laboratory tests indicate that WLC-7 helps reduce the potential damaging effects of borate crosslinked gel filter cakes. WLC-7 can be used in wells up to 180 F. It should be used in concentrations from 25 50 lb/Mgal of fracturing fluid. Laboratory tests show that WLC-7 is beneficial up to 320 md. There are a variety of fluid loss additives applicable to oil-based fracturing fluids.
WAC-9
WAC-9 may be used for fluid loss control with any oil or water base fracturing fluids or acids.
K-34
K-34 (Bicarbonate of Soda) is used in My-T-Oil IV gels as both a breaker and a fluid loss control additive. Laboratory tests are required to determine the concentrations used.
AdomiteAqua
AdomiteAqua is an older fluid-loss additive for use in water-based fracturing fluids and was originally developed by Continental Oil Company. It is currently manufactured by Nalco Chemical Company and is available from all service companies. It is compatible with most water base gelling agents and testing has shown some benefit in formations up to 200 md. Although it is compatible with most stimulation chemicals, including MY-T-OIL IV, it contains solids that are inert, meaning some residue will be left after treatment. AdomiteAqua is not recommended in hydrochloric acid solutions stronger than 3%. Normal concentrations used are from 20-50 lb/Mgal.
100 Mesh Sand
100 Mesh Sand may be used in highly permeable limestone or dolomite formations to control fluid loss. Pore spaces or vugs are usually large enough that the larger particle size found in 100 Mesh Sand is required to bridge the openings. The amount of 100 Mesh Sand used for fluid loss control depends on formation rock properties. 100 Mesh Sand can be used with other fluid loss additives.
Foams and Emulsions
Gas bubbles present in foams and oil droplets found in emulsions provide excellent fluid loss control. Normally, additional fluid loss control additives are not required for foam or emulsion applications in formations with permeability of less than 1 md.
Adomite Regain
Adomite Regain is a starch-based particulate fluid loss additive used for water-based fracturing fluids. Designed with an internal enzyme breaker system, it is active at low temperatures. Concentrations used are normally in the 20 to 50 lb/Mgal range, at temperatures up
2005, Halliburton
69
Stimulation I
Fracturing Fluids and Materials
Unit C Quiz
Fill in the blanks with one or more words to check your progress in Unit C. 1. Fluid loss reduces the ____________________ of the fracture and the fluid ____________________ inside the fracture. 2. One requirement of fluid loss additives is that a high percentage of formation ____________________ be regained after being treated by the additive. 3. Finely powdered ____________________ have been used to control fluid loss. 4. ____________________ additives deposit droplets along the fracture face to control fluid loss. 5. An advantage of a liquid fluid loss additive is that no ____________________ are left in the formation or fracture. 6. WAC-9 is a finely powdered ____________________. 7. WAC-9 can be used as a fluid loss additive with ____________________, ____________________ or ____________________ base fluids. 8. WLC-4 can be used at concentrations from __________ to __________ lb/Mgal of fracturing fluid. 9. WLC-5 contains an ____________________ ___________________ that allows it to be more degradable than other starch additives. 10. 100 Mesh sand is typically used in ____________________ _____________________ limestone or dolomite formations. Now, look up the suggested answers in the Answer Key at the back of this section.
2005, Halliburton
6 10
Stimulation I
Fracturing Fluids and Materials
Unit D: Surfactants
A major obstacle to oil production is the infiltration of water into oil-bearing formations. Water can reduce the sands effective permeability to oil, resulting in a partial or complete block. Many crude oils and waters form emulsions that are more viscous than crude oil. Some emulsions have a fluid viscosity that is several thousand times that of oil. Both blocking water and water-oil emulsions can be present near the wellbore. Breaking or preventing these emulsions can be of great benefit in increasing the productive flow of oil to the wellbore. Surfactants (surface active agents) have been developed to reduce fluid retention in a formation. Through the wise use of surfactants, these chemicals can aid in stimulation fluid recovery and reduce the possibility of emulsions forming in the formation. Figure 6.1 - Liquid with a high surface tension
Water has a strong surface tension and also tends to form balls, especially in contact with oily surfaces. Alcohol and the common liquid hydrocarbons (xylene, kerosene, diesel oil, gasoline) used in fracturing will have low surface tensions. They tend to spread out on a solid surface to form a film (Figure 6.2).
Figure 6.2 - Liquid with a low surface tension
Surfactant Definition
A surfactant is defined as a surface active agent. This means a chemical which, when added to a liquid, changes the surface tension of the liquid. Emulsifiers, non-emulsifiers, and anti-foaming agents are all examples of surfactants. In a practical sense, the term is limited to those chemicals that lower the surface tension of liquids. Surface tension is composed of the forces present in the surface film of all liquids. It tries to pull the fluid into a form with the least surface area. This would be a sphere or a round droplet The particles in the surface film are attracted inwardly, causing tension. Mercury has a very strong surface tension, so it always tends to form itself into balls (Figure 6.1) .
The surface tension of most liquids can be changed by the addition of surfactants.
Surfactant Usage
Surfactants have been used in conjunction with fracturing treatments for several years. There are four important effects of these chemicals in fracturing: helps prevent water blocks helps prevent the creation of emulsions between the injected fluid and the formation fluid helps stabilize emulsions when using an emulsified treatment fluid aids in fluid recovery
Emulsions that are accidentally created in the formation and do not break spontaneously may reduce the flow of fluid into the fracture. Emulsions in the fracture may limit the flow of fluid through the fracture itself. If properly used, a surfactant incorporated in the injected fluid can help prevent the formation of emulsions during
2005, Halliburton
6 11
Stimulation I
Fracturing Fluids and Materials
the treatment. The selection of the most effective type and concentration of surfactants for the prevention of emulsions or fluid blocks can be determined by emulsion and flow tests. Surfactants vary in chemical composition and the effects they have on oil-water mixtures. Some cause the formation of oil-water emulsions. Surfactants of this type exist naturally in some crude oils. They are the cause of common oil field emulsions. These emulsions may be very thick and, when formed in a formation, will block the flow of well fluids more so than water. Although emulsions formed in a formation may block the flow of oil, certain surfactants can be used to develop emulsions that can be used to fracture oil-bearing formations. Acidfrac is an acid-in-oil emulsion prepared with a specific type of surfactant. It has been successfully used in many fracture treatments.
Figure 6.3 - Surfactant Molecule
Anionic surfactants (Figure 6.4) are organic molecules whose water-soluble group is negatively charged.
Figure 6.4 - Anionic Surfactant
Surfactant Composition
Surfactants are composed of an oil soluble group (lipophilic group) and a water-soluble group (hydrophilic group). These chemicals have the ability to lower the surface tension of a liquid by adsorbing at the interface between the liquid and a gas. Surfactants lower the interfacial tension by adsorbing at interfaces between two immiscible (unmixable) liquids. They also reduce contact angles by adsorbing at interfaces between a liquid and a solid. Surfactants are classified into four major groups, depending upon the nature of the water-soluble group. These divisions are: Anionic Cationic Nonionic Amphoteric
Cationic surfactants (Figure 6.5) are organic molecules whose water-soluble group is positively charged.
Figure 6.5 - Cationic Surfactant
Nonionic surfactants are (Figure 6.6) organic molecules that do not ionize and therefore remain uncharged.
Figure 6.6 - Nonionic Surfactant
The following model (Figure 6.3) will be used to simplify this discussion.
Amphoteric surfactants (Figure 6.7) are organic molecules whose water-soluble group can be positively charged, negatively charged, or uncharged. The actual charge of an amphoteric surfactant is dependent upon the pH of the system.
2005, Halliburton
6 12
Stimulation I
Fracturing Fluids and Materials
Surface Tension Water Octane 71.97 dynes/cm 21.77 dynes/cm 28.90 dynes/cm 0.66 dynes/cm
Figure 6.7 - Amphoteric Surfactant
Benzene Carbon Tetrachloride 26
Surfactant Mechanisms
Surface Tension
Because surfactants are composed of watersoluble and oil soluble groups, they will absorb at interfaces between a liquid and a gas, or two immiscible liquids. Figure 6.8 illustrates how surfactants function to lower surface tension.
Table 6.1 Surface tension of various liquids
Some effective hydrocarbon surfactants will reduce the surface tension of distilled water to about 27 dynes/cm when used in relatively low concentrations. Another type has been used as an aid for stimulating tight gas wells. This type of surfactant is based on an oil soluble group composed of a fluorocarbon chain. Using this type, it is possible to get surface tensions below 20 dynes/cm. Surfactants will also lower the interfacial tension that develops between two immiscible liquids by absorption of the surfactants at the oil-water interface.
Wettability
Figure 6.8 - Surfactant Interaction The ability of a surfactant to adsorb at interfaces between liquids and solids and to alter the wettability of solids is usually explained by an electrochemical approach. Wettability indicates whether a solid is coated with oil or water. Most formations are composed primarily of mixtures containing sand, clay, limestone and dolomite. Sand and clay usually have a negative surface charge. With cationic surfactants, the positive water-soluble group is adsorbed by the negative silica particle, leaving the oil soluble group to influence wettability. Therefore, cationics generally oil wet sand. With anionic surfactants, the negative silicate electrically repulses the negative water-soluble group. Thus the surfactant is not usually absorbed by sand. Therefore, anionics generally leave silica minerals in a natural water wet state.
The water-loving group is more soluble in water than the oil-loving group. Therefore, a surfactant molecule orients itself at the air-water interface with the oil soluble group in the air and the water-soluble group in the water. This alters the nature of the air-water interface. Depending on the effectiveness of the surfactant, the interface now is a combination of an air-wateroil interface. Oil has a much lower surface tension than water (Table 6.1). Therefore, the surface tension of a water/surfactant mixture will be lower than the surface tension of pure water, perhaps as low as oil.
2005, Halliburton
6 13
Stimulation I
Fracturing Fluids and Materials
Table 6.2 lists a number of surfactants commonly used by Halliburton and their charges.
Composition Non-Ionic Surfactant for Water and Acid Systems Cationic Non-Emulsifiers LoSurf 259 LoSurf 300 LoSurf 357 LoSurf 396 17N 19N 20N LoSurf 400 LoSurf 2000S NEA-96M HC-2 (AQF-4)
Figure 6.9 - Wettability Characteristics
Limestone has a positive surface charge at a pH below 8 and a negative surface charge at pH values above 9.5. Under oil field conditions most limestone and dolomite formations will have a positive surface charge. Since anionic surfactants have a negative charge, the water soluble group will be adsorbed by the positive carbonate particle leaving the oil soluble group to influence wettability. Because of this, anionics usually oil wet limestone and dolomite formations. Carbonates do not adsorb cationics; therefore, most cationics will leave limestone and dolomite naturally water wet. An illustration of the mechanism governing wettability characteristics exhibited by anionic and cationic surfactants on silicates and carbonates is shown in Figure 6.9. In the case of nonionic surfactants, the wettability of silicates and carbonates depends primarily on the weight ratio of the watersoluble group to the oil soluble group.
Anionic Non-Emulsifiers Amphoteric Non-Emulsifier
Table 6.2 Charges for commonly used surfactants
Summary
In summary, selection of the most effective type and concentration of surfactants for the prevention of emulsions or fluid blocks should be determined by emulsion and flow tests. Having made these tests and selected the correct type and concentration for the surfactant, it is the responsibility of the frac operator not to substitute for the type or change the concentration of surfactant. If the selected type surfactant is not available, additional tests will be required to determine a second choice for the surfactant. There are many surfactants available for oil field work. Great care should always be observed in their selection and use for particular conditions. Check with the engineering staff in your district for help in making selections.
Blending of Surfactants
Most surfactants used by the petroleum industry are blends of several surfactants with a solvent present. By selectively blending surfactants, it is possible to obtain a mixture with more universal properties. This is very important since there are no two producing formations exactly alike. Therefore, no single surfactant is universally applicable. Even by blending surfactants, it is not yet possible to have one surfactant that will always satisfactorily perform in every field.
2005, Halliburton
6 14
Stimulation I
Fracturing Fluids and Materials
Unit D Quiz: Surfactants
Fill in the blanks with one or more words to check your progress in Unit D. 1. Surfactants can be defined as ____________________ ____________________ agents. 2. Surface tension is ____________________ for water than surface tension is for oil. 3. Four important effects of chemicals used as surfactants in fracturing fluids are:
1.__________________________________________________________________________ 2.__________________________________________________________________________ 3.__________________________________________________________________________ 4.__________________________________________________________________________
4. Emulsions that are accidentally created in the formation may __________ the flow of fluids. 5. Surfactants incorporated in the injected fluid can __________________ the formation of emulsions if ____________________ selected. 6. Selection of the most effective type and concentration of surfactant can be determined by ____________________ and flow tests. 7. Surfactants can be classified into four major groups, depending upon the nature of the ____________________ ____________________ group. Now, look up the suggested answers in the Answer Key at the back of this section.
2005, Halliburton
6 15
Stimulation I
Fracturing Fluids and Materials
Unit E: Gelling Agents
Gelling agents are divided into two categories: those for water base fluids and those for oil or hydrocarbon base fluids. The two categories will be discussed separately in this unit. Gelling agents are used for increasing viscosity, reducing friction, controlling fluid loss, etc. Viscosity (resistance to motion) is the most important condition derived from the use of gelling agents. xanthan polyacrylamides.
Guar
Guar and its derivatives are the most extensively used polymers in fracturing fluids. The guar bean, which is grown primarily on the Indo-Pakistan subcontinent, is a polysaccharide with one of the highest molecular weights of all naturally occurring water-soluble polymers. The average molecular weight is believed to be in the range of 1 to 2 million. The guar bean's hull is removed and the endosperm (inside portion) is ground into a fine powder, which is used as a viscosifier. The guar molecule is in a coiled state in the powder form. Guar molecules absorb water (a process referred to as hydration) upon being placed in an aqueous media and uncoil, elongate, and become linear. Several factors will affect the hydration rate of polymers: pH of the system amount of mechanical shear applied in the initial mixing phase polymer concentration salt concentration of the solution particle size and chemical treatment of polymer presence of special additives
Water-Based Gelling Agents
Gelling agents are generally high molecular weight polymers. Polymers contain functional groups that interact with water and each other. When dry, polymers are twisted into coils, but swell or hydrate in water and develop a more relaxed configuration (Figure 6.10). Hydration of polymers reduces available water in the solution. Some entanglement of the hydrated polymers occurs and reduces freedom of motion. Gelled fluids are classified as semi-solids.
Figure 6.10 - Polymer Configurations
Some of the general properties for guar gums include: Contains 10 to 13% residue by weight Easy to crosslink Yields 40 lb gel viscosities of 32 to 36 centapoise (cp) at 511 sec-1 (reciprocal seconds) Can be used with brines
A number of water-based gelling agents have been developed for use in the fracturing process (Table 6.3). Water-soluble polymers commonly used in oilfield applications are: guar and its derivatives cellulose and its derivatives
2005, Halliburton
6 16
Stimulation I
Fracturing Fluids and Materials
Has low methanol tolerance Least expensive gelling agents
Cellulose
All cellulose compounds used as fracturing fluid gelling agents are derivatized forms of cellulose. Cellulose derivatives are polymers made from cotton. They are chemically modified natural products designed for applications that require a highly efficient gelling agent that contains no solids and leaves no residue when broken properly. Hydroxyethel cellulose is currently the most commonly used form of derivatized cellulose products in the oil field. Unlike guar and its derivatives, HEC only hydrates rapidly at a pH of over 7.0. HEC is most commonly used for sand control operations. General properties of HEC include the following May be used with brines Stable at high temperatures Residue-free Yields high viscosity gels 40 lb gel viscosities of 45 to 50 cp at 511 sec-1 Expensive
Derivatized Guars
Derivatized (modified) guar gelling agents are also manufactured from the guar bean. These agents are subjected to additional chemical processing, which adds to its cost. This processing reduces the residue that remains after the gelled fracturing fluid is broken and improves dispersion to enhance mixing characteristics. Derivatized guars, such as hydroxypropyl guar (HPG) are commonly used in the oilfield. The characteristics of HPG are: Contains 1 to 3% residue by weight Higher crosslink viscosities than guar Fewer crosslink sites Yields 40 lb gel viscosities of 32 to 36 cp at 511 sec-1 Can tolerate 80% by volume methanol with some HPG derivatives More expensive than guar.
Carboxymethyl hydroxypropyl guar (CMHPG) is another commonly used guar derivative in the oilfield. It is similar to HPG with some additional versatility in crosslinking via the carboxyl groups. CMHPG is a double derivatized material. Some characteristics of CMHPG include the following More sensitive than guar and HPG to brines and electrolyte solutions Hydrates well in cold or warm water Yields 40 lb gel viscosities of 30 to 32 cps at 500 sec-1 in 2% KCl Anionic derivative 1 to 2% residue by weight Easy to crosslink Equivalent in cost to HPG
The primary advantage of HEC and the other derivatized celluloses is that they are residue free after degradation. Carboxymethyl cellulose (CMC) is a residue-free polymer that can be crosslinked; however, CMC is extremely salt sensitive, which limits its application
Characteristics of CMC include:
Maximum viscosity and stability with CMC occurs at pH 7 to 9 with fresh water Extremely sensitive to divalent metal salts such as CA+2, Zn+2 Low salt tolerance Relatively expensive
The double derivatized carboxymethyl hydroxyethyl cellulose (CMHEC) has found acceptance as a gelling agent in stimulation fluids. CMHEC has both nonionic and anionic substituent groups.
2005, Halliburton
6 17
Stimulation I
Fracturing Fluids and Materials
Characteristics of CMHEC include:
Residue free Can be used with brines Can be crosslinked Relatively expensive
Acid Gelling Agents
Gelling agents are normally found in fracture acidizing treatments where viscosity is used to help achieve deeper acid penetration. However, in a matrix treatment, while deep penetration is not the objective, viscosity can be an advantage in fines removal. If used for this purpose, the concentration of the acid gelling agent will be much less than a similar application in fracture acidizing. In addition, viscosity derived from a surfactant rather than a polymer will minimize the potential for additional damage. Although the fluid systems using the same base polymers are composed of the same base materials, each one is specially formulated to tailor its performance to meet particular needs.
Water Base Polymers Chemica l Name Gel System
Xanthan
Biopolymers have been used in drilling fluids for a number of years. Recently, xanthan has been introduced in fracturing and sand control applications. Xanthan yields much less viscosity per pound of polymer when compared to guar and cellulose; however, it does have excellent proppant transport characteristics. Maximum freshwater solution viscosity occurs at a pH of 5.5. At pH values of less than 7, chrome or aluminum will crosslink xanthan gum solutions. Properties of xanthan include:
Residue 3% by weight Expensive Can crosslink Excellent proppant transport.
Guar
WG-19 WG-22 WG-26 WG-31 WG-35 WG-11
FracGel BoraGel Hybor-G DeltaFrac WaterFrac-G Hybor-H Delta-H WaterFrac-H SeaQuest PurGel III ThermaGel Sirocco SilverStim HEC Liquid Sand AlcoGel III AlcoFoam Non-acid WaterFrac Acids WaterFrac Sand Stone 2000 Carbonate 20/20
Hydroxypropyl Guar (HPG) Carboxymethyl Hydroxypropyl Guar (CMHPG) Hydroxyethyl Cellulose (HEC) Xanthan Chemically modified natural polymer for methanol. Anionic Friction Reducing Polyacrylamide Cationic Friction Reducing Polyacrylamide Liquid viscosifier for acid
WG-18
Polyacrylamides
Polyacrylamides (PAM) are used in fracturing fluids as friction reducers. In the dry form these are used at concentrations of 2 to 5 lb per 1,000 gal fluid. PAM's can be cationic or anionic and are residue free. Properties of polyacrylamides include:
Relatively expensive Hard to mix without creating gel balls Extremely high molecular weight 1 to 20 million. Produce the greatest friction reduction (anionic polymers) Used in low concentration.
WG-17 WG-24
WG-20
FR-26LC FR-28LC FR-38 FR-48 SGA-HT SGA-I SGA-II SGA-III SGA-IV
Table 6.3 Gel names and their uses
2005, Halliburton
6 18
Stimulation I
Fracturing Fluids and Materials
Oil Gelling Agents
In the fracturing of certain extremely watersensitive formations, even the use of potassium chloride, calcium chloride and sodium chloride solutions may not be effective in reducing clay swelling or formation particle migration. This can usually be determined from laboratory tests on formation cores or from field treating results. In such cases, an oil base fluid should be considered. However, when using a hydrocarbon-based fluid system, safety to prevent fires on location is a main concern and good fire fighting equipment is a must. To meet the needs of treating water sensitive formations, gelling agents have been developed to give structure to oil base fluids. The four basic fluid systems below are available for oil base fracturing fluids and are a culmination of years of research.
MY-T-OIL V
A recent extension of the MY-T-OIL series, MY-T-OIL V is a crosslinked, anionic surfactant, oil-gellant system. It uses MO-85 anionic surfactant and MO-86 crosslinker. The use of surfactant chemistry prevents damage by polymer residue. The chemicals are added at a 1:1 ratio with the normal usage concentration being 4 to 9 gal/Mgal, depending on temperature. My-T-Oil V is capable of viscosities over 600 cp at 170 sec-1 depending on temperature, additive concentration and hydrocarbon used. The system is designed for continuous-mix stimulation of oil reservoirs over a wide temperature range up to 275 degrees. Crude oils that gel easily may be effectively used in this application to reduce costs, but the MY-T-OIL V system will gel a wide range of crude oils. However, the risk of paraffin and/or asphaltene precipitation in the formation is greater than with refined fluids such as diesel.
MY-T-OIL IV MISCO2 FRAC
Earlier gelled oil systems had to be batch mixed prior to pumping the fracture treatment. Extensive laboratory research and field-testing have resulted in the development of a continuously mixed gelled oil system. This system can reduce the time on location caused by batch mixing, as well as eliminate waste and disposal problems caused by leftover gelled fluid in the storage tanks. The My-T-Oil IV system uses a two-component system. The components are MO-75 gelling agent and MO-76 activator. The chemicals are added at a 1:1 ratio with the normal usage concentration being 4 to 6 gal/Mgal. The final viscosity of this system will vary greatly depending on the type of hydrocarbon used and the chemical concentrations. For refined hydrocarbons such as diesel or kerosene, the viscosity should be in the range of 100 400 cp at 170 sec-1. MY-T-OIL IV is effective at temperatures up to 200 degrees. MY-T-OIL Vs counterpart, MISCO2 FRAC fracturing system, provides similar benefits for gas reservoirs, including those which are low pressured and/or water sensitive. MISCO2 FRAC is used with up to 50% CO2 by total volume. In this application, the system provides excellent fracture and formation conductivity with rapid load fluid recovery. MISCO2 FRAC employs the same gelling system used in MY-TOIL V.
Super Emulsifrac (Oil Internal Gelled Water External Emulsion Fracturing Fluid)
Super Emulsifrac is the Halliburton name for a fracturing process developed by Exxon Production Research Company (EPR). This process uses an emulsion composed of an internal hydrocarbon phase (such as diesel, kerosene, condensate, or crude oil) and an external water phase containing a gelling agent such as WG-22, WG-31 or WG-11. The emulsion is stabilized with an emulsifier such as
2005, Halliburton
6 19
Stimulation I
Fracturing Fluids and Materials
SEM-5, SEM-6, or SEM-7 that is contained in the gelled water phase. The internal hydrocarbon phase is between 50 and 80% of the total volume, and the remaining volume is composed of the gelled water, emulsifier, and other additives. Super Emulsifrac fluids are similar to N2, or CO2, foams, except that a hydrocarbon constitutes the internal phase of the two-phase fluid rather than gas. With the application of
constant internal phase principles to emulsion fluids, friction pressures can be controlled resulting higher sand concentrations. Super Emulsifrac can be used up to 300 degrees with the proper emulsifier concentrations.
Additional References
Fracturing Service Manual HalWorld.
2005, Halliburton
6 20
Stimulation I
Fracturing Fluids and Materials
Unit E Quiz: Gelling Agents
Fill in the blanks with one or more words to check your progress in Unit E. 1. Gelling agents are used for increasing viscosity, reducing friction, controlling fluid loss, etc. ___________________ is the most important condition derived from using gelling agents. 2. Gelling agents are generally high molecular weight ____________________. 3. Gelled fluids are classified as ____________________ - ____________________. 4. The amount of residue resulting from the use of guar gelling agents is __________ to __________%. 5. The guar beans hull is removed and the ____________________ is ground into a fine powder which is used to create viscosity. 6. Carboxymethyl Cellulose (CMC) is extremely ____________________ ____________________,
which limits its application.
7. Derivitized guar gelling agents will give __________ to __________% residue after break of the gelled fluids. 8. Polyacrylamides are mainly used in fracturing as ____________________ ___________________. 9. Cellulose derivatives are chemically modified ____________________ and contain ________________ solids and leave no ________________ upon breaking. 10. Xanthan yields much less ____________________ per pound of polymer when compared to guar
and cellulose; however, it does have excellent ___________________ ____________________ characteristics.
11. MY-T-OIL V uses ________________ surfactant and ________________crosslinker in a _____:_____ ratio. 12. SUPEREMULSIFRAC is composed of an internal ____________________ phase and and external ____________________ phase. Now, look up the suggested answers in the Answer Key at the back of this section.
2005, Halliburton
6 21
Stimulation I
Fracturing Fluids and Materials
Unit F: Complexors and Crosslinkers
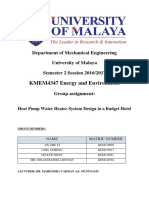
Complexors or crosslinkers can provide additional viscosity in a fracturing fluid system. They are added to the base gel fluid. Small amounts of these crosslinkers chemically link two or more polymer chains, thus increasing the effective molecular weight and viscosity. Crosslinking agents commonly used in stimulation fluids are metals (antimony, zirconium, aluminum, chromium, titanium) and boron. Variables such as pH, polymer type, pump time, and fluid temperature will dictate to a large extent, the crosslinker used (Figure 6.??). A major concern with crosslinked fluids is their shear stability (ability to resist a decrease in viscosity under shear) while pumping down the tubular goods and through perforations. This concern led to the development of delayed crosslinkers that are designed to inhibit crosslinking in the tubulars. Factors which influence crosslinking Polymer concentration - generally, the greater the concentration, the higher the viscosity will be. Metal ion type and concentration - an optimum crosslinker concentration exists, above or below which unacceptable viscosities or gel stability results for each crosslinker and gel concentration. pH - Some crosslinker systems are highly pH sensitive, for example borate (requires pH > 8), whereas others, like titanium, tolerate a wide range in pH. Shear - The amount of shear a gelled fluid is subjected to during mixing will influence the viscosity of the system. High shear generally degrades viscosity; low shear mixing generally yields more viscous gelled fluids.
K-38
K-38 is a white powdered borate crosslinker, also called Polybor. It was developed to give the highest concentration of borate ions in solution per weight of borate source and is highly effective as the primary crosslinker in BoraGel or as a crosslink accelerator in the Hybor and DeltaFrac fluid systems. K-38 is usually dissolved in water at a 1 lb/gal concentration for ease of mixing and metering.
CL-11
CL-11 is a light yellow, water-sensitive, alkaline liquid. It contains a titanium-ion complex in an alcoholic solution. CL-11 can be added to Thermagel or VersaGel HT or it can be mixed with the primary crosslinkers in these systems (CL-24 and CL-18) to achieve accelerated crosslink times. Crosslink time testing should be conducted with actual source water before performing the stimulation treatment.
CL-18
CL-18 is an older, titanate complex crosslinker for use in the VersaGel HT fluid system. It is a yellow-gold colored liquid and is flammable, with a flash point of 74F. It is a delayed crosslinker which can be accelerated with temperature or the addition of CL-11.
CL-22
CL-22 is an oil-base slurry of borate minerals used in Hybor fluid systems. CL-28M is a waterbased slurry of borate minerals. Both CL-22 and CL-28M provide delayed crosslink to borate crosslinked fluids, similar in apparent viscosity to the non-delayed borate crosslinked BoraGel fluid.
2005, Halliburton
6 22
Stimulation I
Fracturing Fluids and Materials
CL-23
The crosslinking agent, CL-23 is used in the PurGel III fluid systems. CL-23 is a delayedcrosslinking agent that is compatible with CO2. It is an aqueous, colorless liquid containing a zirconium complex. It may be diluted with fresh water for convenience of metering. Crosslinker concentration used depends upon the buffering system employed.
Titanium (IV) Antimony (III) Chromium (N) Boron (III) Antimony (V)
100
150
200
250
300
CL-24
CL-24 is a pale yellow, liquid zirconium-ion complex that is used as a delayed temperatureactivated crosslinker in the Thermagel fluid system. The crosslinker begins activation at 100 to 110F. The base gel fluid will crosslink rapidly at 140F. Each drum of CL-24 is dated and the oldest stock should always be used first. CL-24 is a flammable liquid. The recommended concentration of CL-24 is 0.10 gal per 10 lb of base gel per 1,000 gal of fluid.
Figure 6.11 Upper Limit Temperature Ranges for Specific Crosslinking Agents in their Usable pH and Concentrations Range.
CL-29
CL-29 is a fast acting zirconium complex that was introduced as an accessory crosslinker for the PurGel III fluid system. CL-29 provides a more rapid crosslink time when used with CL23. It can also be used as a stand-alone crosslinker.
CL-28M
CL-28M is a water-based suspension crosslinker of a borate mineral used in Hybor fluid systems and was developed as a low cost alternative to CL-22 (see above). Since CL-28M is waterbased, it does not have the flash point concerns associated with CL-22. The suspension properties of CL-28M have been improved to provide better stability. However, containers should be inspected for solids settling and remixed if needed. Material loss could occur if the suspension adheres to the sides of the container.
CL-31
CL-31 is a concentrated solution of non-delayed borate crosslinker originally designed for use in BoraGel fluid systems. Also used to control crosslink time for Hybor fluids, it provides the convenience of a concentrated, stable crosslinker solution. One gallon of CL-31 contains the equivalent of 2.0 lb of K-38, has a high pH and is highly caustic. CL-31 has no flash point and has a pour point of -5F. If diluted with water or aqueous sodium hydroxide, CL-31 will freeze above -5F. Because of its high pH, CL-31 can be used as a self-buffering crosslinker.
BC-140 (formerly BC-2)
BC-140 is a dark-colored, specially formulated crosslinker/buffer system for use in Delta Frac fluid systems. No additional buffering agents, acids, or bases are required to adjust the pH of the fluid system. The concentration range of BC140 that provides the best viscosity performance
2005, Halliburton
6 23
Stimulation I
Fracturing Fluids and Materials
for the Delta Frac fluid system is 1.5 to 2 gal/Mgal for 15 to 25 lb gel loading between 80 and 120F. Crosslinker concentration is temperature and water dependent. In 2% KCL or brine waters, BC-140 concentration is decreased while at higher temperatures it is increased.
BC-200
BC-200 is a delayed crosslinker and functions as both crosslinker and buffer for use in the Delta Frac fluid systems. It is a dark brown suspension of fine particles in a hydrocarbon. No additional buffering agents, acids, or bases are required to adjust the pH of the fluid system. Used at the proper concentrations, BC-200 buffers fluids to the proper pH. The resulting design raises the pH of the fluid but does not increase crosslink time. In fact, adding caustic or a buffer to raise
the pH of the fluid out of the proper range will ruin the fluid by over-crosslinking, resulting in much lower viscosity. The final pH of this system should be approximately 9 to 9.5. Although the crosslink time of the system cannot be increased, it can be decreased by adding an instant borate crosslinker such as K-38, BC-140 or CL-31.
CL-36
CL-36 is a new mixed metal crosslinker specifically designed for the Delta 275 fluid system. It is a yellow, alcohol based system with a flash point of 81F. The concentration used is a function of the temperature and pH of the final fluid system (generally 1 to 2.2 gal/Mgal). CL36 is a delayed crosslinker that can be accelerated with the addition of CL-31.
2005, Halliburton
6 24
Stimulation I
Fracturing Fluids and Materials
Unit F Quiz
Fill in the blanks with one or more words or mark the best answer to check your progress in Unit F. 1. Small amounts of crosslinkers chemically link two or more ___________________ ____________________, thus increasing the effective ___________________ ____________________ and ___________________. 2. List four factors that influence crosslinking: _____________________ _____________________ _____________________ _____________________ 3. CL-11 is a light yellow, alkaline, ___________________-ion complex that is added to the Thermagel fluid system to achieve an ____________________ crosslinking time 4. One gallon of CL-31 contains the equivalent of __________ lb of K-38, and it is highly ____________________. 5. BC-140 is a dark-colored, specially formulated ____________________/____________________ system for use in the Delta Frac fluid systems. 6. _____True _____False: The crosslinking time of the BC-200 buffer crosslinker can be increased. Now, look up the suggested answers in the Answer Key at the back of this section.
2005, Halliburton
6 25
Stimulation I
Fracturing Fluids and Materials
Unit G: Breakers and Stabilizers
Breakers
The viscosity of fracturing fluids is increased when gelling agents and crosslinkers are used to aid proppant transport and placement. This increased viscosity is desirable during pump-in procedures. However, if this viscosity is not reduced the treated well may not flow. The stimulation fluid must have the capability to decrease in viscosity (break) following proppant placement. The decrease in fluid viscosity is necessary to minimize return of proppant maximize return of stimulation fluids to the surface
Figure 6.12
The decrease in the fluid viscosity is usually achieved using chemicals referred to as gelling agent breakers or gel breakers. The gel breaker functions by breaking the long chain polymers into shorter chain segments, allowing the fluid more mobility with controlled and predictable viscosity decrease. The degree of reduction in viscosity is controlled by the breaker type, pH, gel concentration, breaker concentration, time, and temperature.
A breaker should be selected based on its performance in the temperature, pH, time, and desired viscosity profile for each specific treatment.
Enzyme Breakers
Enzymes are referred to as Nature's catalysts because most biological processes involve an enzyme. Enzymes are large protein molecules. Proteins consist of a chain of building blocks called amino acids. In Oilfield applications, breaker enzymes cause hydrolysis, or the addition of water, to the guar polymer. This causes viscosity to decrease. However, because of the characteristics of enzymes, they are only effective in a relatively narrow range of temperatures and pH levels.
Breaker Types
Chemical breakers used to reduce viscosity of guar and derivatized guar polymers are generally grouped into three classes: oxidizers, enzymes, and acids. All of these materials reduce the viscosity of the gel by breaking connective linkages in the guar polymer chain. Once the connective bonds in the polymer are broken, the resulting pieces of the original polymer chain are the same regardless of the type of breaker used.
GBW-3 / GBW-30
GBW-30 is a white powdered enzyme breaker. It is used below 120F and below pH 8.5. Like GBW-3, GBW-30 is a water-soluble enzyme breaker for aqueous-based gelling agents at temperatures below 120F (48.8C). Its reactive
2005, Halliburton
6 26
Stimulation I
Fracturing Fluids and Materials
strength is approximately 10 times that of GBW3.
HPH
HPH breaker is an enzyme breaker specifically designed for borate fracturing fluids up to approximately 140F. HPH breaker is a highpH, stable enzyme breaker solution that generally maintains its activity at higher pH than GBW-30 enzyme breaker; between pH 7 and pH 10. Between 70 and 140F, HPH breakers pH range of 8.5 to 9.5 is suitable for BoraGel and Delta FracSM fluids. This pH range contrasts with the pH range of GBW-30 breaker which displays its maximum activity below pH 7. Under lower temperature conditions, HPH breaker will function at even higher pH values.
transport proppant. The controlled release rate of an encapsulated breaker allows higher concentrations to be placed throughout the stimulation treatment.
Figure 6.13 - Liquid vs encapsulated enzyme breaker.
N-Zyme 1 / N-Zyme 3
N-Zyme 1 enzyme breaker and N-Zyme 3 enzyme breaker are new breakers for use with fracturing fluids at temperatures up to 140F. NZyme 1 and N-Zyme 3 breakers can be used in place of GBW-3 breaker, GBW-30 breaker, and HPH breaker. N-Zyme 3, which is three times more concentrated than N-Zyme 1, is specifically formulated for lower-temperature applications.
Oxidizing Breaker
Sodium, potassium, and ammonium persulfate have been used effectively as breakers for over 30 years. In these types of breakers, oxidationreduction chemical reactions occur as the polymer chain is broken.
SP
SP Breaker is a white granular oxidizing material used as a breaker at temperatures above 120F. It may be used below 120F in conjunction with an activator. Above 180 deg, persulfate breakers become highly unstable and create unpredictable breaks.
OptiFlo-HTE
OptiFlo-HTE is an encapsulated, delayed release, high temperature, enzyme breaker. It is a reddish colored granular solid. OptiFlo-HTE is the direct replacement for the obsolete OptiFloE. The recommended temperature range for application is from 75 to 175F The merits of an encapsulated enzyme breaker are many. The encapsulation of OptiFlo-HTE allows the enzyme to be shielded from the fluid environment and can delay denaturization due to temperature exposure when compared to a liquid enzyme breaker as shown in Figure 6.13. Liquid enzyme or solid un-encapsulated enzyme breakers cause an almost immediate reduction in viscosity when added to stimulation fluids; this can lower the ability of the fracturing fluid to
ViCon HT or ViCon NF
Powder form ViCon-HT or liquid form ViConNF is a powerful oxidizing breaker for use with GEL-STA in fracturing fluids, and is the premiere breaker at temperatures above 200F. Vicon can also be run below 200F with an activator. Although ViCon-NF is compatible with GEL-STA in dilute fluids, such as fracturing fluids, ViCon-NF should not be mixed with GEL-STA or GEL-STA L liquid
2005, Halliburton
6 27
Stimulation I
Fracturing Fluids and Materials
concentrate. The required concentration of ViCon-NF depends on the temperature, GELSTA concentration, and required break time. Fann Model 50 viscometer data can be generated in the desired temperature range for varying amounts of GEL-STA and ViCon-NF. A high retained viscosity is maintained at the cool down temperature, but complete breaks occur as the fluids reach formation temperature.
The breaker is a solid and cannot be lost to the formation during fluid leak off.
Optiflo III
OptiFlo III is a delayed release breaker that has improved performance as a result of a new, innovative coating technology that provides less early time release of the breaker than previous delayed release breakers. OptiFlo III improves gel breaking technology by limiting the contact time of the breaker with the fracturing fluid and concentrating the breaker in the fracture. Limiting the breaker contact with the fracturing fluid allows increased breaker concentration without sacrificing fluid performance. Higher breaker concentrations, as well as concentration of the breaker in the fracture, improves proppant pack cleanup and results in improved proppant conductivity of the created fracture. OptiFlo III contains ammonium persulfate (AP breaker) as the active component. This breaker is designed to be used in actual fluid temperatures of 130F to 200F.
Optiflo II
In low temperature, high pH fluids, enzyme breakers are not effective; therefore, there is a need for a delayed release, low temperature oxidizing breaker. OptiFlo II delayed breaker is coated ammonium persulfate that is designed to be used in low temperature applications. The coating on OptiFlo II allows the breaker to be released slowly by diffusion across the slightly permeable coating. The release profile of OptiFlo II at 80, 100, and 120F show less than 10% of the breaker is released in 1 hour, but at least 70% of breaker is released in 24 hours. This product is not designed to be used in applications where the actual fluid temperature is above 125F. However, the application of OptiFlo II can be extended to jobs with bottomhole static temperatures (BHST) above 125F using formation cool down. Field experience and temperature programs can aid in the prediction of downhole fluid temperatures during the job. The addition of OptiFlo II to the pad is not recommended, but OptiFlo II can be added to the pad fluid in jobs where static break tests, data, and fluid rheology data support its use. Deposition of filter cake during a job can decrease the conductivity of the generated fracture. Delayed release breakers help improve fracture conductivity by cleaning up the filter cake and proppant pack. This cleanup is accomplished by two beneficial features of delayed release breakers. The capability of adding higher breaker concentrations allows enough to be added to break the filter cake and gel remaining in the proppant pack.
100 Released (%) 80 60 40 20 0 0 1
OptiFlo II @ 120F OptiFlo III @ 175F
OptiFlo HTE @ 75F
Time (hr)
Figure 6.14 - Release Profile of Encapsulated Breakers
Acid Breakers
Acid also provides the same break via hydrolysis as an enzyme. Acid, however, poses various difficulties for practical applications. Acid is not used as a guar polymer breaker very often because of cost, poor break rate control,
2005, Halliburton
6 28
Stimulation I
Fracturing Fluids and Materials
chemical compatibility difficulties, and corrosion of metal goods. Another difficulty with acid breakers is that the formation may act as a buffer. A small amount of acid introduced as a breaker may be totally consumed by the formation water and minerals. This absorption could quickly change the pH of the fracturing fluid to a point where breaking may not occur. Most formation brines have a pH between 6 and 8. The applications for acid breakers are limited, with two exceptions that involve delayed-release type acids. First, a delayed-release acid may be used to un-crosslink a borate. Second, delayed-release acid may also be useful with enzyme breakers. Especially at low temperatures, the use of enzymes in borate crosslinked fluids is often effective. To allow the enzyme to be effective in the pH 9 to 11 borate fluid, delayed-release acids can be used to lower the fluid pH value to a range where the enzymes are effective.
developed to be used in conjunction with enzyme breakers at temperatures below 120F. OptiFlo LT is designed to lower the pH value of borate crosslinked fracturing fluid. It can be used in other fluids where a delayed decreased in fluid pH is desired. Unlike previous delayed release additives, OptiFlo LT has a fast release mechanism. In general, OptiFlo LT itself will not break the gel polymer of a borate crosslinked fluid, but when used in conjunction with OptiFlo HTE (encapsulated enzyme), a broken gel will result. The combination of OptiFlo LT and OptiFlo HTE offers an alternative to the use of oxidizing breakers.
OptiKleen and OptiKleen LT
Gel filter cake that forms on the fracture face provides desirable fluid loss control; however, this filter cake also can impair conductivity by causing loss of effective width on both sides of the fracture. This impairment is most pronounced at low proppant concentrations. Simple breakers in the usual amounts are sometimes not effective in breaking such a gel. Moreover, filter cakes containing titanate or zirconate crosslinkers especially resist removal. For this reason, the breakers OptiKleen and OptiKleen LT have been developed for posttreatment filter cake removal. OptiKleen is recommended for wells with greater than 130F bottomhole static temperature (BHST). At 120F, it becomes only half as efficient in dissolving filter cake. At 100F it is ineffective. A low temperature version, OptiKleen-LT, has been developed for use in wells with bottomhole temperatures below 130F. The minimum recommended volume of fluid with which to treat a fractured well is the void volume of the proppant bed. This volume can be estimated using the following formula: Minimum volume (gal) = 3/7 (PWT ABV) Where PWT = total proppant weight (lb) ABV = absolute volume of proppant (gal/lb), 3/7 = the ratio of void volume to proppant volume based on an
MatrixFlo II
MatrixFlo II is a liquid, delayed release acid breaker that deeply penetrates a formation matrix to provide a more complete break and enhanced fracture conductivity. When used in Delta Frac, BoraGel, and Hybor fracturing fluids MatrixFlo II breaker can controllably decrease fluid viscosity by lowering the pH and uncrosslinking a crosslinked gel network. When MatrixFlo II breaker is used with enzymes, it will also lower the pH of the system and initiate enzyme breaker activity to degrade the polymer backbone further. MatrixFlo II breaker can be used effectively at temperatures up to 180F. MatrixFlo II breaker significantly improves the regained permeability of the fluid system.
OptiFlo-LT
OptiFlo LT is a delayed release acid additive that decreases the pH of fracturing fluids. OptiFlo LT can be used in BoraGel and Hybor fluids to decrease fluid pH to initiate enzyme breaker activity (to degrade gel polymer) and to reverse the borate crosslink. OptiFlo LT was
2005, Halliburton
6 29
Stimulation I
Fracturing Fluids and Materials
estimate that the void is about 30% of the total proppant bed volume.
Gelled-Oil Breakers
K-34
K-34 is used as the breaker for MY-T-OIL IV gels. Concentration range is 20 to 50 lb/Mgal based on fluid temperature. K-34 is a finely divided, white, free-flowing powder. It is not considered dangerous; however, it should be handled as a dusting material. It also possesses fluid loss control properties and can contribute fluid loss control in the MY-T-OIL IV fluid.
ViCon-NF Breaker (or ViCon-HT Breaker) has been very successful as a high temperature breaker, but below 200F it reacts too slowly to be useful in the time period desired. By using a catalyst to activate the Vicon, its lower temperature limit can be reduced. Due to the high reactivity and thermal instability of persulfates, the activated ViCon systems are the breakers of choice for fluids at 170 to 200F. They can also be used as low as 150F, but the persulfate systems may be as effective and more economical. The other oxidizing breakers can also be activated to function below their lower temperature limits.
Stabilizers
Gel breakers historically have been used to accelerate gel degradation. However, at sufficiently high temperatures, either pH or temperature may break the viscosity of the gel prematurely. At high temperatures, gel extenders may be needed to increase the temperature stability of gelled fluids, which results in a higher retained viscosity at temperature for a longer period of time. There three ways to stabilize gels; methanol, Gel Sta, and pH control.
HL Breaker
HL Breaker is used as a breaker for the MY-TOIL IV fluid where there are bottomhole temperatures less than 120F and/or the need for short gel break times. Concentrations range from 5 to 10 lb/Mgal, based on the gel concentration and bottom hole temperature.
MO-IV
MO-IV is a white powder breaker developed for the MY-T-OIL V fluid system. This process is currently proprietary information. It is effective from 70 to 200F.
Methanol (Methyl Alcohol)
Methanol has found wide spread use in various fracturing fluids and additives. Occasionally, methanol has been used to form a slurry of gelling agent for easier introduction into a fluid while reducing the tendency for the gelling agent to form lumps. However, its largest use has been to extend the upper temperature limit of some gel systems to more effectively maintain downhole fluid viscosity for treatment of wells with high bottomhole temperature. The safety precautions required for the usage of methanol based fracturing fluids are similar to those followed for handling high gravity crude oils and condensates. When the flash point of a methanol/water mixture is reached, the mixture becomes highly flammable due to the high concentrations of methanol vapors above the fluid. Unfortunately, unlike high gravity crudes
MO-V
MO-V is a white powder breaker developed for the MY-T-OIL V fluid system. This breakers makeup is currently proprietary information. It is used from 201 to 275F.
Breaker Activators
Just as there is a need to add activators to speed up crosslink times, there is also a need for activators to better control break times. CAT (catalyst) LT, CAT-3, and CAT-4 are chemicals that are used for this purpose.
2005, Halliburton
6 30
Stimulation I
Fracturing Fluids and Materials
and condensates, the methanol flame is not visible and no smoke is produced as the material burns. The heat from the flame will be the first sign of a methanol fire.
GEL-STA and GEL-STA L
The solid, GEL-STA, and the liquid, GEL-STA L, are high-temperature gel stabilizers for use in aqueous fracturing fluid processes. GEL-STA L contains the equivalent of 3.5 lbs of GEL-STA per gallon of water. GEL-STA functions by scavenging oxygen from the fracturing fluids environment. There is no premixing required
and it is more economical than 5% methanol, although it can be added with methanol for increased stability. GEL-STA is not compatible with oxidizing breakers such as SP. It is compatible with Vicon-NF and Vicon-HT, but the ViCons should not be mixed with or even placed closely to GEL-STA or GEL-STA L liquid concentrate.
pH control
Maintaining a pH above 7 will also help stabilize water base gels.
2005, Halliburton
6 31
Stimulation I
Fracturing Fluids and Materials
Unit G Quiz
Fill in the blanks with one or more words or mark the best answer to check your progress in Unit G. 1. A decrease in fluid viscosity is necessary to ____________________ return of proppant ____________________ return of stimulation fluids to the surface. 2. Chemical breakers used to reduce viscosity of guar and derivatized guar polymers are generally grouped into three classes: ____________________, ____________________, and ____________________. 3. N-Zyme 1 enzyme breaker and N-Zyme 3 enzyme breaker are new breakers for use with fracturing fluids at temperatures up to __________F. 4. OptiFlo II delayed breaker is coated ____________________ ____________________ that is designed to be used in low temperature applications. 5. When used in Delta Frac and Hybor fluids, MatrixFlo II breaker can controllably decrease fluid ____________________ by lowering the pH and ____________________ a crosslinked gel network. 6. If 100,000 lbs of proppant with an absolute volume of .0452 gal/lb is pumped into a formation, what is the minimum recommended volume of OptiKleen needed for removing filter cake? ____________ 7. ______ True _____ False: HL Breaker is used from 120-200F.
8. K-34 is not only a breaker but also a _____ A) fluid loss additive _____ B) liquid _____ C) gelling agent _____ D) surfactant 9. List three ways to stabilize a water base gel: __________________________________________ __________________________________________ __________________________________________ 10. _____True _____ False: Breakers and stabilizers can be run together on a job. Now, look up the suggested answers in the Answer Key at the back of this section.
2005, Halliburton
6 32
Stimulation I
Fracturing Fluids and Materials
Unit H: Bactericides/Biocides
Bactericides are used to destroy or control bacteria. Bacteria can cause viscosity instability in batch mixed gels. When conditions are favorable, sufficient numbers of bacteria can be the chief cause of gel degradation.
Enzyme
Many thousands have not. They are among the simplest forms of non-vegetative organisms. Because they are living, they have the same needs as other forms of life: a source of energy, carbon, nitrogen, sulfur and phosphorus, metallic elements, vitamins and water. They can also adapt to changing environments. Bacteria can be classified by their environmental needs:
Microorganism
Polymer
Aerobic bacteria grow in the presence of oxygen Anaerobic bacteria grow in the absence of oxygen Some bacteria thrive in very low temperatures, while others do not Various bacteria may thrive in a variety of pH ranges.
Sugar
Figure 6.15 - Degradation of Polymer by Microorganisms
Bacteria Conditions
Some of the most favorable environments for bacteria are dirty frac tanks and mixing water. Dirty frac tanks often contain several gallons of bacteria-ridden decomposed gel from previous jobs. When new gel is added, the bacteria have a new food source. When the conditions are favorable, some species may even attain maximum concentrations within twenty-four hours. Bacteria feed on gel by releasing enzymes. The enzymes degrade the gel to sugar, and the bacteria absorb the sugar through their cell walls. The enzymes released are very similar to the low temperature breaker GBW-3. A simplified cycle for the degrading of the polymer by bacteria is shown in Figure 6.15.
Bactericides
Bactericides should be handled with care. Anything that can destroy bacteria may be dangerous to handlers.
Caustic
Caustic is used to adjust the treating water pH upward and can be an effective bactericide if done properly. Add the caustic to each tank of water to be treated until the pH of the water is greater than 11.0 throughout the tank. This will control bacteria over extended periods of time and can also be used as an effective quick-kill technique.
BE-3
BE-3 is a biocide that should be handled in a very safe and careful manner. BE-3 is an effective, extremely fast-killing biocide at low concentrations (0.1 gal/Mgal). Maximum effectiveness of BE-3 will be attained if the entire volume of the biocide is placed in the frac
Bacteria Types
There are thousands of different kinds, or strains, of bacteria that have been classified.
2005, Halliburton
6 33
Stimulation I
Fracturing Fluids and Materials
tank with the first load of water as the tank is being filled. This procedure places a high enough concentration of biocide in the bottom of the tank where bacteria and a large portion of their enzymes can be destroyed. Addition of the biocide to a full tank will result in killing the bacteria but not affecting the enzymes. BE-3 degrades rapidly at pH levels greater than 7.0. Therefore, its use should be restricted to fluid with pHs less than 7.0.
BE-6
BE-6 is a new bactericide that addresses the issue of packaging and persistence of kill. This material is nonionic and provides a broadspectrum control of bacteria. BE-6 functions similar to BE-5; it has a slow rate of kill (6 to 10 hours) and controls growth by inhibiting the metabolic pathway of the bacteria. BE-6 is a white, solid powder placed in a water-soluble bag to improve handling and ease of addition. The water-soluble bag is contained in a protective outer bag that must be removed prior to addition to the frac tank. Three of the 1-lb water-soluble bags provide the normal dosage for a single 20,000-gal frac tank.
BE-3S
BE-3S biocide is a rapid killing, board-spectrum biocide packaged in water-soluble bags for safety and ease of use. A powdered version of BE-3, BE-3S provides all the treatment benefits of BE-3 while helping to eliminate handling and disposal problems associated with liquids.
CAT-1
The use of biocides to treat tanks of fluid for bacteria control has been used to control active bacteria particularly during warm weather. However, it has recently been determined that even during winter months bacteria can assume a sporulated form that resists the action of biocides such as BE-5. Although these particular bacteria may not prematurely break the gel, our customers have expressed a desire to kill these bacteria if found during bacteria counts. CAT-1 is available as sodium hypochlorite (household bleach) from most chemical suppliers in major cities. Usually found in concentrations of 10 or 15% sodium hypochlorite, it is normally used at 0.5 gallons of a 10% solution or 0.33 gallons of a 15% solution per 1,000 gallons of water to be treated. The disadvantage of CAT-1 is that because it is an excellent oxidizer, GEL-STA must be added to the treated water to neutralize it prior to adding a gelling agent.
BE-5
BE-5 is a broad spectrum biocide. It is used to control the growth of microorganism populations commonly found in source waters for fracturing and stimulation processes. BE-5 is effective against most types of bacteria, fungi, and algae. It controls population growth by acting as a metabolic inhibitor. Although slower acting than other biocides, it has proven to be reliable. BE-5 is a nonionic, nonfoaming, degradable biocide with a broad pH stability range. The active ingredient is absorbed into Fullers earth, which renders the solid product as a nondusting material that is much safer for handling than other solid or liquid biocides. It is conveniently packaged in a 6 lb plastic bottle containing a sufficient dosage for one 20,000 gal frac tank. One container of BE-5 biocide (6 lb) should be added to each 20,000 gal frac tank with the first load of water. BE-5 may not be premixed in LGC concentrates. The oil phase in the LGC will inhibit the release of the biocide from the Fullers earth.
Additional References
Chemical Stimulation Manual Sales and Service Catalog Chemical Services Technical Data Sheets Halliburton Services Personnel Training Video Hal World
2005, Halliburton
6 34
Stimulation I
Fracturing Fluids and Materials
Unit H Quiz
Fill in the blanks with one or more words to check your progress in Unit I. 1. Bacteria cause viscosity ____________________ in batch mixed gels. 2. The most favorable environment for bacteria are ___________________ frac tanks and ____________________ water. 3. Bacteria feed on gel by releasing ____________________. 4. BE-3 degrades at pHs greater than __________. 5. BE-3 should be added to the ________________ load of water in the tank. 6. _____ BE-5 container(s) should be added to each 20,000 gal frac tank with the ________________ load of water. 7. BE-6 has a ___________________ rate of kill and controls growth by inhibiting the ____________________ pathway of the bacteria. 8. To kill bacteria, caustic should be added until pH of the water is above __________ throughout the tank. 9. After treating a frac tank with CAT-1, ____________________ must be added to ____________________ the treated water prior to gelling. Now, look up the suggested answers in the Answer Key at the back of this section.
2005, Halliburton
6 35
Stimulation I
Fracturing Fluids and Materials
Unit I: Conductivity Enhancers
SandWedgeTM
The conductivity enhancement additives came as a direct result of research to find a liquid proppant flowback control additive. The SandWedge materials that were produced and are continuously being improved were found to have the unique property of improving the flow of fluids through proppant. There are three mechanisms that allow this to happen: Coating each grain improves breaker efficiency. When the proppant is coated with SandWedge, gel cannot coat the proppant. This property increases proppant conductivity in two ways. First the breakers are more efficient as they are able to break gels by having more break sites available to them and secondly, the proppant pack itself is not susceptible to gel damage. Porosity improvement in low stress environments. In closure stresses less than 4,000 psi, the porosity of the proppant pack, when treated with SandWedge, retains its cubic porosity pattern. At this pattern, the pack has about 48% porosity. At 4,000 psi closure, the majority of the pack is in a rhombohedral packing and the pack porosity is reduced to 26%. In proppant packs, porosity is directly related to permeability; therefore, the higher the porosity the higher the permeability of the pack. SandWedge alters vertical proppant distribution during the settling process. A further benefit of SandWedges tackiness is that proppant tends to form in clumps or bundles. This has the effect of causing the proppant mass to maintain its cubic porosity shape until acted on by closure forces greater than 4,000 psi. This occurrence requires that frac fluid flow through the mass rather than around it during settling. That impacts proppant settling in a positive way.
SandWedgeTM NT
SandWedgeTM NT, which uses the dry proppant coating method, was designed to make SandWedgeTM compatible with most frac fluids and surfactants. Dry coating means that instead of adding the material to a fracturing fluid with proppant already in it, SandWedgeTM NT is allowed to coat the proppant before being introduced to the fluid. It greatly reduces the sensitivity to high pH fluids and high salt concentrations. While the core of SandWedgeTM remains the same, NT uses a safer and more environmentally friendly solvent than the previous version. SandWedgeTM NT can thus be used in many more frac fluids because incompatibility issues have been greatly reduced.
5000 4500 4000 3500 3000 2500 2000 1500 1000 500 0
Conductivity (md-ft)
Fibrous Strips 20/40 SandNo Treatment SandWedge Treatment 6000
2000
3000 4000 Closure Stress, psi
Figure 6.16 -
SandwedgeTMXS
SandWedgeTM XS is designed for wells in which proppant flow back is identified as the primary source for declines in production. The addition of 5% ER-1 will make SandWedgeTM NT 10-20 times more sticky and greatly increase the proppant packs resistance to flow back. If XS is
2005, Halliburton
6 36
Stimulation I
Fracturing Fluids and Materials
run, a reduction in conductivity can be expected, in the range of 10-15%. Note SandWedgeTM XS is a conductivity enhancer, NOT a proppant flowback additive. It will not stop proppant flowback under harsh conditions of high flowback rates or high temperatures.
ER-1
ER-1 resin is a clear, viscous liquid that is mixed with SandWedge polymer before the job, or
added on-the-fly into the blender tub during a SandWedge NT dry-coat treatment. The resin additive increases the molecular weight of SandWedge polymer by partially crosslinking it, greatly increasing its viscosity, tackiness, and resistance to high-velocity flow. Typically, ER-1 resin is used at a concentration of 5%, based on the SandWedgeNT volume. If high concentrations of ER-1 resin are used with SandWedge polymer (>25%), a high-strength thermoplastic polymer can result from the high degree of crosslinking.
Unit I Quiz
Fill in the blanks with one or more words to check your progress in Unit I. 1. What are three ways SandWedgeTM improves fluid flow through proppant? _____________________________ _____________________________ _____________________________ 2. The porosity of a proppant pack may be improved at closure stresses below __________ psi. 3. SandWedgeTM NT is an improvement over SandWedgeTM because it uses a ____________________ _____________________ method and because it has a safer, more environmentally friendly ____________________. 4. SandwedgeTM XS is designed for wells in which ____________________ ____________________ is identified as the primary source for declines in production. 5. SandwedgeTM XS will not stop proppant flowback under harsh conditions of high ____________________ rates or high ____________________. Now, look up the suggested answers in the Answer Key at the back of this section.
2005, Halliburton
6 37
Stimulation I
Fracturing Fluids and Materials
Self-Check Test for Section 6
Mark the single best answer to the following questions. 1. A buffer is a mixture of ____________________ and ____________________ of these ____________________. 2. List a swelling clay. ____________________ 3. Cla-Sta compounds are most effective in a __________ - __________. 4. Fluid loss additives are used to slow down the ____________________ of the fracturing fluid into the formation. 5. Surfactants are ____________________ ____________________ agents. Surfactants have been developed to ____________________ fluid retention in a formation. 6. Surfactants are classified into four major groups depending upon the nature of the water-soluble group. What are they? ____________________ ____________________ ____________________ ____________________ 7. Wettability indicates whether a solid is coated with ____________________ or ___________________. 8. Sandstone is negatively charged and water wet. Which surfactant group will leave sandstone in a water wet condition? ___________________
2005, Halliburton
6 38
Stimulation I
Fracturing Fluids and Materials
9. Name 2 factors that will affect the hydration rate of polymers. ___________________________________________ ___________________________________________ 10. What does a crosslinker do? _____________________________________________________________________________ _____________________________________________________________________________ 11. Name two variables dictate which crosslinker to use? ________________________________________ ________________________________________ 12. Name the 3 classes of chemical breaker we use ________________________ ________________________ ________________________ 13. Enzyme breakers are only effective in a relatively narrow range of ____________________ and ________________ levels. 14. ViCon HT is of the group of ____________________ type breakers. 15. CAT-3 can be used to ________________ __________ break times. 16. What are 3 ways to stabilize gels? ____________________________________ ____________________________________ ____________________________________ 17. Bacteria feeds on gel by releasing ____________________.
2005, Halliburton
6 39
Stimulation I
Fracturing Fluids and Materials
18. Which Halliburton product should be chosen if a quick kill biocide is needed? ________________ 19. SandWedgeTM is sold as a ____________________ ____________________, not for ____________________ ____________________. 20. Which SandWedgeTM product is for dry coating proppant? ____________________
2005, Halliburton
6 40
Stimulation I
You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Subsurface Safety Valve BasicsDocument33 pagesSubsurface Safety Valve BasicsPun Chee100% (4)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Ernest Guenther - Essential Oils Vol II PDFDocument878 pagesErnest Guenther - Essential Oils Vol II PDFMeiti PratiwiNo ratings yet
- Heat Pump Water Heater System DesignDocument48 pagesHeat Pump Water Heater System DesignChia Yi Meng100% (1)
- Sondex PLT Tools User GuideDocument24 pagesSondex PLT Tools User GuideRomanovslb100% (9)
- Sondex PLT Tools User GuideDocument24 pagesSondex PLT Tools User GuideRomanovslb100% (9)
- Permanent Packer Removal TechniquesDocument35 pagesPermanent Packer Removal Techniquesmahimoh18No ratings yet
- LinerDocument15 pagesLinermahimoh18No ratings yet
- LinerDocument15 pagesLinermahimoh18No ratings yet
- Stoichiometry Notes KEYDocument17 pagesStoichiometry Notes KEYOnofre Algara Jr.No ratings yet
- Slickline BasicsDocument86 pagesSlickline BasicsAmiromaan100% (7)
- Well Test Procedures ManualDocument108 pagesWell Test Procedures Manualapi-2693096593% (29)
- Well Test Procedures ManualDocument108 pagesWell Test Procedures Manualapi-2693096593% (29)
- Stimulation Manual ONGC 2008Document306 pagesStimulation Manual ONGC 2008rahul_storm100% (3)
- Sandblasting Process ExplainedDocument19 pagesSandblasting Process ExplainedJeet GuptaNo ratings yet
- Well Stimulation PDFDocument37 pagesWell Stimulation PDFmahimoh18No ratings yet
- Production Logging For Reservoir TestingDocument5 pagesProduction Logging For Reservoir Testingmahimoh18No ratings yet
- Effective Sandstone Acidizing - Best PracticeDocument17 pagesEffective Sandstone Acidizing - Best Practicemahimoh18100% (4)
- Israel Hydraulic Fracturing GuidelinesDocument25 pagesIsrael Hydraulic Fracturing Guidelinesmahimoh18No ratings yet
- Well Testing and Interpretation For Horizontal WellsDocument6 pagesWell Testing and Interpretation For Horizontal WellsGaboGagNo ratings yet
- Well Performance Evaluation of Stimulated Wells PDFDocument30 pagesWell Performance Evaluation of Stimulated Wells PDFmahimoh18No ratings yet
- Acid FracturingDocument11 pagesAcid Fracturingmahimoh18No ratings yet
- Growing Role of Shale Gas Within The Unconventional Gas PlaysDocument15 pagesGrowing Role of Shale Gas Within The Unconventional Gas Playshendrik3434No ratings yet
- Advances in Treatment Design and Production OptimizationDocument20 pagesAdvances in Treatment Design and Production Optimizationmahimoh18No ratings yet
- Wireline Pressure Control BRDocument2 pagesWireline Pressure Control BRmahimoh18No ratings yet
- 35904.BJ Sandstone Acid System Overview.0612Document1 page35904.BJ Sandstone Acid System Overview.0612mahimoh18No ratings yet
- 1 Advances in Carbonate StimulationDocument10 pages1 Advances in Carbonate Stimulationmahimoh18No ratings yet
- Oil and Gas Well ServicingDocument68 pagesOil and Gas Well ServicingHisham Al-ZuhairNo ratings yet
- 06 AcidfracturingDocument38 pages06 Acidfracturingmahimoh18No ratings yet
- Straddle-Packer Hydraulic TestingDocument4 pagesStraddle-Packer Hydraulic Testingmahimoh18No ratings yet
- Hydraulic FracturingDocument3 pagesHydraulic FracturingTarek TarkanNo ratings yet
- Well Performance Evaluation of Stimulated Wells PDFDocument30 pagesWell Performance Evaluation of Stimulated Wells PDFmahimoh18No ratings yet
- Design A Fracture TreatmentDocument7 pagesDesign A Fracture TreatmentKamran Haider Tunio100% (1)
- Well Performance Evaluation of Stimulated Wells PDFDocument30 pagesWell Performance Evaluation of Stimulated Wells PDFmahimoh18No ratings yet
- Estimacion Del AOFDocument12 pagesEstimacion Del AOFPedro Antonio Lea Plaza RicoNo ratings yet
- Bitumen Colloidal and Structural Stability CharacterizationDocument16 pagesBitumen Colloidal and Structural Stability CharacterizationAnonymous x7VY8VF7100% (1)
- United States: Patent OfficeDocument4 pagesUnited States: Patent OfficesherlybonitaNo ratings yet
- Chemistry Trial-Exam SPM 2012 Marking SchemeDocument21 pagesChemistry Trial-Exam SPM 2012 Marking SchemeHarun Din HairuddinNo ratings yet
- MIL-STD-202G Compliance DeadlineDocument191 pagesMIL-STD-202G Compliance DeadlinealfonsoNo ratings yet
- Computational LaboratoryDocument31 pagesComputational LaboratoryFrendick LegaspiNo ratings yet
- Gay Lussac (DLP)Document8 pagesGay Lussac (DLP)Marvin EusebioNo ratings yet
- Cutting Tool Tech and Tool Life CalcDocument25 pagesCutting Tool Tech and Tool Life CalcPrashant ChouhanNo ratings yet
- Lecturer Chemistry Model QuestionDocument11 pagesLecturer Chemistry Model QuestionPrathana Vidya100% (1)
- Batch, Fed-Batch, CSTR & PFR Reactor Design EquationsDocument12 pagesBatch, Fed-Batch, CSTR & PFR Reactor Design EquationsRicky LeeNo ratings yet
- Combined Gas LawDocument7 pagesCombined Gas LawAllenWORXNo ratings yet
- Forming Processes (MP Module 3)Document77 pagesForming Processes (MP Module 3)Kailas Sree ChandranNo ratings yet
- Straight Objective Type: Part-IDocument4 pagesStraight Objective Type: Part-Iaditya aryaNo ratings yet
- ACOT21 Round 2 - Gold TierDocument7 pagesACOT21 Round 2 - Gold Tierjoe mamaNo ratings yet
- VIESSMANN DHW Calculation VitocellTechnicalGuideDocument52 pagesVIESSMANN DHW Calculation VitocellTechnicalGuideaakoglanisNo ratings yet
- Grivory HT3: The Durable High-Performance PolyamideDocument6 pagesGrivory HT3: The Durable High-Performance PolyamideSpu XisterNo ratings yet
- Nanotechnology v1.0Document43 pagesNanotechnology v1.0Faizan AhmedNo ratings yet
- Sa 789 PDFDocument8 pagesSa 789 PDFsergioprybyszNo ratings yet
- PLD 105Document8 pagesPLD 105madx44No ratings yet
- Nuclear Medicine Inc.'s Iodine Value Chain AnalysisDocument6 pagesNuclear Medicine Inc.'s Iodine Value Chain AnalysisPrashant NagpureNo ratings yet
- 005-1-Vocabulary Qs 2PsgsDocument2 pages005-1-Vocabulary Qs 2PsgsAlondra RezaNo ratings yet
- 01-02. The Chemical Context of LifeDocument4 pages01-02. The Chemical Context of LifeDaniel Angelo MiradorNo ratings yet
- OTC 25062-MS-Dr MuzDocument5 pagesOTC 25062-MS-Dr Muzazmi68No ratings yet
- HS Analysis of AminesDocument10 pagesHS Analysis of AminesВиталий ШариповNo ratings yet
- Analysis QBDocument167 pagesAnalysis QBChethan PrabhuNo ratings yet
- Coomassie Blue Staining for Protein DetectionDocument3 pagesCoomassie Blue Staining for Protein DetectionYvy Villafani BNo ratings yet