You might also like
- Capitulo 1Document74 pagesCapitulo 1Matamoros De La Cruz Jorge100% (2)
- Tratamientos TérmicosDocument24 pagesTratamientos TérmicosKarene BarralesNo ratings yet
- Procesos de Fundición y Vacíado.Document69 pagesProcesos de Fundición y Vacíado.ReyKiremNo ratings yet
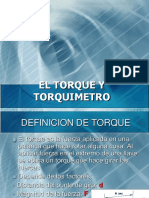
- Torque y torquímetro: definición, tipos e invenciónDocument22 pagesTorque y torquímetro: definición, tipos e invenciónJosue LlamoccaNo ratings yet
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosFrom EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosNo ratings yet
- Hornos e Instalaciones de TratamientoDocument86 pagesHornos e Instalaciones de TratamientojimmyNo ratings yet
- Informe MetalografiaDocument20 pagesInforme MetalografiaIfigenia OsecheNo ratings yet
- Trabajo Final CalderaDocument41 pagesTrabajo Final CalderaAlexanderBravoCorredorNo ratings yet
- Diagnóstico de fallas típicas en tubos de calderas: causas y proceso de análisisDocument61 pagesDiagnóstico de fallas típicas en tubos de calderas: causas y proceso de análisisGd AlexNo ratings yet
- Tipos de DESAEREADORESDocument4 pagesTipos de DESAEREADORESjose vargasNo ratings yet
- Examen Final Control - Chavez ChavezDocument21 pagesExamen Final Control - Chavez ChavezJames Cristhian Chavez Chavez100% (1)
- CalderasDocument6 pagesCalderasBárbara HerreraNo ratings yet
- Tratamiento TermicoDocument30 pagesTratamiento TermicoRocio Milagros100% (3)
- Calderas PirotubularesDocument7 pagesCalderas PirotubularesDavid Puello Del ValleNo ratings yet
- Problemas Resueltos Tecnología FrigoríficaDocument51 pagesProblemas Resueltos Tecnología FrigoríficaRUBENNo ratings yet
- Hornos IndustrialesDocument3 pagesHornos IndustrialesAna Sagrario Wiedmer VazquezNo ratings yet
- Influencia aislantes transferencia calor hornos eléctricosDocument28 pagesInfluencia aislantes transferencia calor hornos eléctricosEdison GuachambozaNo ratings yet
- Proceso de Conformado Por SoldaduraDocument17 pagesProceso de Conformado Por SoldaduraLeNin CaiCedoNo ratings yet
- Examen Aws Eevtii021Document5 pagesExamen Aws Eevtii021Reinaldo OrejuelaNo ratings yet
- Clasificación de Electrodos para SoldaduraDocument14 pagesClasificación de Electrodos para SoldaduraAdrlo CebreatNo ratings yet
- Anillos de PistonDocument4 pagesAnillos de PistonMarianitaLeyte100% (1)
- Cubilote de Viento Caliente.Document31 pagesCubilote de Viento Caliente.firox2005No ratings yet
- MATERIALESDocument38 pagesMATERIALESLuis Muñoz ChilinganoNo ratings yet
- Tratamientos térmicos para mejorar propiedades mecánicasDocument9 pagesTratamientos térmicos para mejorar propiedades mecánicasTtrraanneeOonneeNo ratings yet
- Manual Termotanque VerticalDocument34 pagesManual Termotanque VerticalPablo ClavellinoNo ratings yet
- Cuestionario de TermodinámicaDocument11 pagesCuestionario de Termodinámicafondo781% (58)
- Taller Bombas PDFDocument4 pagesTaller Bombas PDFAndrés OrtegaNo ratings yet
- Temple y Revenido Del AceroDocument7 pagesTemple y Revenido Del AceroRosy MaldoNo ratings yet
- Tratamientos térmicos para mejorar propiedades mecánicas de metalesDocument17 pagesTratamientos térmicos para mejorar propiedades mecánicas de metalesPablo Soliz100% (1)
- Hornos para Obtención de AceroDocument53 pagesHornos para Obtención de AceroAIUA92No ratings yet
- Diseño y ensamblaje de cilindro hidráulico de doble efecto para cargador frontalDocument21 pagesDiseño y ensamblaje de cilindro hidráulico de doble efecto para cargador frontalfabricio apazaNo ratings yet
- EnderezadoDocument6 pagesEnderezadoDavid VidalNo ratings yet
- Acero 1018Document1 pageAcero 1018MRFUSION05No ratings yet
- Trabajo de Investigacion para La Unidad No 3 de MantenimientoDocument11 pagesTrabajo de Investigacion para La Unidad No 3 de MantenimientoHector Alejandro Jimenez GallegosNo ratings yet
- Síntesis Generadoras de Vapor y CalderasDocument2 pagesSíntesis Generadoras de Vapor y Calderasisaac reyesNo ratings yet
- PistónDocument8 pagesPistónAlejo PinosNo ratings yet
- 02-Deteccion de FlamaDocument14 pages02-Deteccion de FlamaHéctor Manzanilla100% (1)
- ESIMET - EFRAM - Termotanques Centrales - Calderas - Climatizadores de Piletas - Generadores de Aire CalienteDocument12 pagesESIMET - EFRAM - Termotanques Centrales - Calderas - Climatizadores de Piletas - Generadores de Aire CalienteRF CCNo ratings yet
- Bonificado y Temple Superficial Por Induccion, ApuntesDocument3 pagesBonificado y Temple Superficial Por Induccion, ApuntesMarcos GonzalezNo ratings yet
- Trabajo Monografico Tubos de Cobre PARTE 2Document13 pagesTrabajo Monografico Tubos de Cobre PARTE 2Irvin Tuero CruzNo ratings yet
- Sistema de RefrigeracionDocument23 pagesSistema de RefrigeracionyolandaNo ratings yet
- Cómo Fundir AluminioDocument12 pagesCómo Fundir AluminioMary Luz Mamani ArcanaNo ratings yet
- EXTRUSIONDocument16 pagesEXTRUSIONVictor Perez100% (1)
- Curso de CombustiónDocument70 pagesCurso de CombustiónRoberto F. AmentaNo ratings yet
- Propiedades Mecánicas y Físicas de Loas MaterialesDocument5 pagesPropiedades Mecánicas y Físicas de Loas Materialesivanzuki50% (6)
- Manual de uso caldera Orly 70.000-2.000.000 Kcal/hDocument41 pagesManual de uso caldera Orly 70.000-2.000.000 Kcal/hNancy GrandeNo ratings yet
- Tema 1 Combustibles y CombustionDocument19 pagesTema 1 Combustibles y CombustionDavid GomezNo ratings yet
- Normas de AcerosDocument29 pagesNormas de AcerosCesar Alexander Jmz ArandaNo ratings yet
- Aceros CalmadosDocument2 pagesAceros CalmadosMiguel HermosaNo ratings yet
- Aligerar PistonesDocument3 pagesAligerar PistonesElPato GutierrezNo ratings yet
- Propiedades y aplicaciones del polietileno de baja densidadDocument29 pagesPropiedades y aplicaciones del polietileno de baja densidadCarolina Saavedra VillarrealNo ratings yet
- 4ta PROCE, EQUIPOS D LAMINACIÓN 2020Document90 pages4ta PROCE, EQUIPOS D LAMINACIÓN 2020Juan Carlos CcasaNo ratings yet
- 12 Lubricacion de MaquinariaDocument76 pages12 Lubricacion de MaquinariaCesar Ramos DonadoNo ratings yet
- Cigueñal MaterialesDocument12 pagesCigueñal MaterialesAnonymous vdjEcBNo ratings yet
- Fabricacion Del Dentado Engranajes ConicosDocument6 pagesFabricacion Del Dentado Engranajes ConicosRolandoNo ratings yet
- Hierro Bruto, Fundido y Acero FundidoDocument3 pagesHierro Bruto, Fundido y Acero FundidoAntonio Vilchez0% (1)
- Recirculacion de VaporesDocument25 pagesRecirculacion de Vaporesisaac cuencaNo ratings yet
- Qué Es Una Culata Sus PartesDocument2 pagesQué Es Una Culata Sus Partesluz amelia juarez noeNo ratings yet
- 12-Quemadores Fuel y GasesDocument28 pages12-Quemadores Fuel y GasesPAPALOS007100% (3)
- Tipos de Tratamientos TérmicosDocument7 pagesTipos de Tratamientos TérmicosdianaNo ratings yet
- Taller de Tratamientos TermicosDocument11 pagesTaller de Tratamientos TermicosUriel Carbal Ortega100% (1)
- Tratamientos Térmicos de Metales FérrososDocument6 pagesTratamientos Térmicos de Metales FérrososRafael Alegre0% (1)
- Tratamientos térmicos en aceros - Temple, recocido y clasificaciónDocument7 pagesTratamientos térmicos en aceros - Temple, recocido y clasificaciónjosue venadoNo ratings yet
- Informe Sobre La Leyes de Los GasesDocument12 pagesInforme Sobre La Leyes de Los GasesDayana MerinoNo ratings yet
- Conformado Por ExplosiónDocument14 pagesConformado Por ExplosiónAlanRoqueGarciaNo ratings yet
- PVT Pro 5Document30 pagesPVT Pro 5Jhon ContrerasNo ratings yet
- Modulo VI - Estado Gaseoso de La MateriaDocument25 pagesModulo VI - Estado Gaseoso de La MateriaThomas ShelbyNo ratings yet
- 11.FisicaActividades de Refuer 1perDocument23 pages11.FisicaActividades de Refuer 1perYubely MahechaNo ratings yet
- Quimica Pre Ii (1era Clase)Document7 pagesQuimica Pre Ii (1era Clase)Stuart AlmondNo ratings yet
- Fabricacion de Silla UniversitariaDocument3 pagesFabricacion de Silla UniversitariaArnold TorresNo ratings yet
- Practica N°4Document7 pagesPractica N°4mijaheel ferrufinoNo ratings yet
- 1 - Tectonica de Placas 2016-2016Document53 pages1 - Tectonica de Placas 2016-2016PabloXavierNo ratings yet
- Osc - Prob 11-2020 PDFDocument2 pagesOsc - Prob 11-2020 PDFTiki PobleteNo ratings yet
- Multifak Ep 2Document2 pagesMultifak Ep 2Martín BaezaNo ratings yet
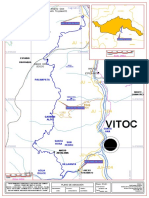
- 18 Plano - Ubicacion - Don BoscoDocument1 page18 Plano - Ubicacion - Don BoscoGonzalo CocaNo ratings yet
- Componentes Del SIPDocument25 pagesComponentes Del SIPjessica cristelNo ratings yet
- Capas Internas de La TierraDocument2 pagesCapas Internas de La TierraBrenda Esther Moreno Cruz100% (2)
- Viga Cantilever Fatiga 1 .1Document6 pagesViga Cantilever Fatiga 1 .1kyorlleNo ratings yet
- Concreto ArmandoDocument21 pagesConcreto ArmandoLuisinho HerreraNo ratings yet
- Procedimiento Prueba Hidrostatica - Asme Secc Viii Div1 - 2012.1Document6 pagesProcedimiento Prueba Hidrostatica - Asme Secc Viii Div1 - 2012.1Jonathan Espinoza MejiaNo ratings yet
- Las Micro Capas en Frío, Una Alternativa Como Superficie de RodamientoDocument34 pagesLas Micro Capas en Frío, Una Alternativa Como Superficie de RodamientoDaniel RangelNo ratings yet
- Operaciones Unitarias en Ingeniería AmbientalDocument19 pagesOperaciones Unitarias en Ingeniería AmbientalpaulanggieNo ratings yet
- UNIDAD de APOYO HIDROLOGÍA CUANTITATIVADocument57 pagesUNIDAD de APOYO HIDROLOGÍA CUANTITATIVAJorge Miguel Alvarado FloresNo ratings yet
- Determinación de coordenadas GPS para el proyecto Presa ChontaDocument40 pagesDeterminación de coordenadas GPS para el proyecto Presa ChontaDavidNo ratings yet
- K-CC2-170-CONST-INF-025 - RB - EDW PoliclínicoDocument40 pagesK-CC2-170-CONST-INF-025 - RB - EDW PoliclínicoW.N. Ricci S.No ratings yet
- Aplicaciones de Las Maquinas SincronasDocument3 pagesAplicaciones de Las Maquinas SincronasJorge Luis Hilaño LP100% (1)
- 3560900255183UTFSMDocument129 pages3560900255183UTFSMJhon Nilton Borda ApazaNo ratings yet
- At Mo de Hidr Geno e Hidrogenoideos PDFDocument40 pagesAt Mo de Hidr Geno e Hidrogenoideos PDFDiego PérezNo ratings yet
- Biología-Química Grado 11°Document8 pagesBiología-Química Grado 11°Jazmin OccidentalNo ratings yet
- Pérdidas Por Fricción en Tuberías Completamente Llenas de AguaDocument2 pagesPérdidas Por Fricción en Tuberías Completamente Llenas de AguaEder Doria VillalbaNo ratings yet