You might also like
- Industrial InsulationDocument9 pagesIndustrial Insulationahad_shiraziNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Product Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'Document2 pagesProduct Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'soft4gsmNo ratings yet
- Fastener and Screw Torque DesignDocument6 pagesFastener and Screw Torque DesignjigneshNo ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Welding 'Document515 pagesWelding 'Gopu Pushpangadhan67% (3)
- The Procedure Handbook of Arc WeldingDocument742 pagesThe Procedure Handbook of Arc WeldingJuan Carlos Cruz E100% (1)
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingFrom EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingRating: 1 out of 5 stars1/5 (1)
- Advanced Welding SymbolsDocument28 pagesAdvanced Welding SymbolsПМ ДитсNo ratings yet
- Advances in Research on the Strength and Fracture of Materials: An OverviewFrom EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD M R TaplinNo ratings yet
- Inconel 718 Alloy 718 Uns n07718 Din 2.4668Document3 pagesInconel 718 Alloy 718 Uns n07718 Din 2.4668SamkitNo ratings yet
- Smithells Metals Reference BookFrom EverandSmithells Metals Reference BookE A BrandesNo ratings yet
- Metallurgical Changes in Steels Due To Cryogenic Processing Its Applications Full ReportDocument15 pagesMetallurgical Changes in Steels Due To Cryogenic Processing Its Applications Full ReportABHI THAKKAR100% (1)
- Embrittlement of Engineering AlloysFrom EverandEmbrittlement of Engineering AlloysC.L. BriantNo ratings yet
- Structural FastenersDocument60 pagesStructural FastenersMark Williams100% (2)
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- High Tensile Steel 4140Document2 pagesHigh Tensile Steel 4140Lazzarus Az GunawanNo ratings yet
- The Physics of Welding: International Institute of WeldingFrom EverandThe Physics of Welding: International Institute of WeldingRating: 1.5 out of 5 stars1.5/5 (2)
- NASA Fastener Design Manual RP-1228Document100 pagesNASA Fastener Design Manual RP-1228David DickensNo ratings yet
- A Practical Guide to Iron and Steel Works Analyses being Selections from "Laboratory Notes on Iron and Steel AnalysesFrom EverandA Practical Guide to Iron and Steel Works Analyses being Selections from "Laboratory Notes on Iron and Steel AnalysesNo ratings yet
- MIG Flux-Cored Welding CalculatorDocument2 pagesMIG Flux-Cored Welding CalculatorKhamdi AfandiNo ratings yet
- 2-3 Diffusion WeldingDocument40 pages2-3 Diffusion WeldingvaidyanathanNo ratings yet
- Welding of Tubular Structures: Proceedings of the Second International Conference Held in Boston, Massachusetts, USA, 16-17 July 1984 under the Auspices of the International Institute of WeldingFrom EverandWelding of Tubular Structures: Proceedings of the Second International Conference Held in Boston, Massachusetts, USA, 16-17 July 1984 under the Auspices of the International Institute of WeldingRating: 5 out of 5 stars5/5 (1)
- Specialty Materials Hastelloy C-276 ALLOY: Certified To Iso 9001Document3 pagesSpecialty Materials Hastelloy C-276 ALLOY: Certified To Iso 9001Jarbas MoraesNo ratings yet
- Ductile To Brittle Transition-Reason For The Failure of TitanicDocument2 pagesDuctile To Brittle Transition-Reason For The Failure of TitanicVishnupriya AryabhumiNo ratings yet
- Current Advances in Mechanical Design & Production IV: Proceedings of the Fourth Cairo University MDP Conference, Cairo, 27-29 December 1988From EverandCurrent Advances in Mechanical Design & Production IV: Proceedings of the Fourth Cairo University MDP Conference, Cairo, 27-29 December 1988Y. H. KabilNo ratings yet
- 03 Automatic Submerged Arc Welding Air Liquide Welding 5347173341045849449Document14 pages03 Automatic Submerged Arc Welding Air Liquide Welding 5347173341045849449daemsal100% (1)
- The Bending and Stretching of Plates: International Series of Monographs on Aeronautics and Astronautics: Solid and Structural Mechanics, Vol. 6From EverandThe Bending and Stretching of Plates: International Series of Monographs on Aeronautics and Astronautics: Solid and Structural Mechanics, Vol. 6No ratings yet
- BS6615 1996Document18 pagesBS6615 1996petervisser100% (1)
- Avoiding Self-Loosening Failure of Bolted Joints With NumericalDocument13 pagesAvoiding Self-Loosening Failure of Bolted Joints With Numericalfoufoua100% (1)
- Steel and Its Heat Treatment: Bofors HandbookFrom EverandSteel and Its Heat Treatment: Bofors HandbookRating: 2.5 out of 5 stars2.5/5 (3)
- How To Weld - TIG WeldingDocument14 pagesHow To Weld - TIG Weldingjumpupdnbdj100% (1)
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- 17-7 PH Data BulletinDocument16 pages17-7 PH Data Bulletinmeckup123No ratings yet
- Modelling of Frictional Joints in Dynamically LoadDocument26 pagesModelling of Frictional Joints in Dynamically LoadAaron GalvezNo ratings yet
- Gear Speed Steps Freq CalculatorDocument2 pagesGear Speed Steps Freq CalculatorIlija Sisoski50% (2)
- WeldingDocument752 pagesWeldingAndres_Pastor1987100% (3)
- BS en 499Document12 pagesBS en 499Ali Clubist100% (1)
- Uts Material SuperplastisDocument10 pagesUts Material SuperplastisHandrizaHanifAsyrafiNo ratings yet
- Din 24540-1Document8 pagesDin 24540-1Lucian DragosNo ratings yet
- Welding DictionaryDocument19 pagesWelding DictionarydrexNo ratings yet
- HT ManualDocument17 pagesHT ManualAkhilesh KumarNo ratings yet
- Plasma Cutting BasicsDocument7 pagesPlasma Cutting Basicsmohammed dallyNo ratings yet
- H4L StudDocument1 pageH4L StudisracumaNo ratings yet
- Colour Anodizing of Aluminum Alloys Outdated)Document3 pagesColour Anodizing of Aluminum Alloys Outdated)tootalldeanNo ratings yet
- Testbars Vs Casting PropertiesDocument36 pagesTestbars Vs Casting Propertiescastco@iafrica.comNo ratings yet
- Nelson Stud Welding 2009Document110 pagesNelson Stud Welding 2009LhenzMorrizNo ratings yet
- Aluminum in ShipbuildingDocument5 pagesAluminum in ShipbuildingAnonymous e3ceN15No ratings yet
- Arc Welding ElectrodeDocument36 pagesArc Welding ElectrodeAnahira Lice100% (1)
- STP1189 ForewordDocument9 pagesSTP1189 ForewordJennifer JenkinsNo ratings yet
- Din 24540-2Document6 pagesDin 24540-2Lucian DragosNo ratings yet
- The Lincoln Procedure Handbook of Arc WeldingDocument742 pagesThe Lincoln Procedure Handbook of Arc Weldingmario fisgaNo ratings yet
- Coefficient of FrictionDocument4 pagesCoefficient of Frictionjsmargate100% (1)
- DMW PowerDocument4 pagesDMW PowerHari Krishna.MNo ratings yet
- PTE Self Study: More Than A GroupDocument43 pagesPTE Self Study: More Than A GrouphgfNo ratings yet
- ELTAKODocument127 pagesELTAKOJaneiro Ousa100% (1)
- Stand Fan User ManualDocument5 pagesStand Fan User ManualNirud PajanustanNo ratings yet
- Qld. Electrical Safety Regulation 2013Document248 pagesQld. Electrical Safety Regulation 2013KBNo ratings yet
- 5 4 General Sco Rotterdam Port Azerbaijan Origin Wtig OriginalDocument3 pages5 4 General Sco Rotterdam Port Azerbaijan Origin Wtig OriginalHongdangNo ratings yet
- HFT-LU Biogas UnitDocument2 pagesHFT-LU Biogas UnitBazil1988No ratings yet
- Pri Sec Distribution SystemDocument22 pagesPri Sec Distribution SystemSidhant BhayanaNo ratings yet
- Welding Process: Work InstructionDocument6 pagesWelding Process: Work Instructionmkcsekar100% (1)
- Vakuumbandfilter enDocument14 pagesVakuumbandfilter enFrank Vega OrtegaNo ratings yet
- ARI Armaturen ANSI Valves (One-Stop-Shop)Document8 pagesARI Armaturen ANSI Valves (One-Stop-Shop)Ryan120708No ratings yet
- 10 0 HT SystemDocument1 page10 0 HT SystemDennis Lai Zhan WenNo ratings yet
- MSVDocument1 pageMSVsamuelNo ratings yet
- OVG Annual Report Summary DEFDocument61 pagesOVG Annual Report Summary DEFWessel SimonsNo ratings yet
- Seal Supply Systems - Thermosiphon Systems: Rely On ExcellenceDocument5 pagesSeal Supply Systems - Thermosiphon Systems: Rely On ExcellenceDikaAnindyajatiNo ratings yet
- VRV-IV Sales Catalogue - Shanghai - PCVMT1541aprvA4Document76 pagesVRV-IV Sales Catalogue - Shanghai - PCVMT1541aprvA4Luis Barreiro LudeñaNo ratings yet
- December 20111Document64 pagesDecember 20111nirmalrameshNo ratings yet
- Electric Fence ManualDocument48 pagesElectric Fence Manualjoelmx2No ratings yet
- Building Sustainable Distribution at WalmartDocument9 pagesBuilding Sustainable Distribution at WalmartKhizie100% (1)
- VestasDocument16 pagesVestasΙωάννης Γεωργίου ΜάντηςNo ratings yet
- FpsoDocument8 pagesFpsoJorge HL0% (2)
- Solartech Solar Pumping System BrochureDocument32 pagesSolartech Solar Pumping System BrochureShelly SantiagoNo ratings yet
- Tvl-Electrical Installation and Maintenance Survey For Electric Bills of Home, Business Establishments, and The LikeDocument2 pagesTvl-Electrical Installation and Maintenance Survey For Electric Bills of Home, Business Establishments, and The LikeEarl Cris RiggsNo ratings yet
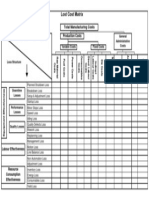
- Lost Cost Matrix: Total Manufacturing CostsDocument1 pageLost Cost Matrix: Total Manufacturing CostsMadhan KumarNo ratings yet
- Vertical Shaft Flocculator - BrochureDocument8 pagesVertical Shaft Flocculator - BrochureLTE002No ratings yet
- Ansi - Assp - Z359 - 14 - 2021 ActDocument60 pagesAnsi - Assp - Z359 - 14 - 2021 ActANDRES LOPEZNo ratings yet
- Canadian Solar Hidm Mono Perc 320 WDocument2 pagesCanadian Solar Hidm Mono Perc 320 WDaniel CaceresNo ratings yet
- Bosch Limited Annual Report 2019 PDFDocument212 pagesBosch Limited Annual Report 2019 PDFMuhammad SaninNo ratings yet
- 02 Rig List February 2016Document17 pages02 Rig List February 2016ifebrianNo ratings yet
- Steam ValveDocument6 pagesSteam ValveuaisouauNo ratings yet