You might also like
- Welding Procedure Qualification Record: Shipyard LogoDocument4 pagesWelding Procedure Qualification Record: Shipyard LogoGökhan TEZCAN100% (1)
- WPS Resrvoire Sous Pression Smaw SawDocument6 pagesWPS Resrvoire Sous Pression Smaw SawDanem HalasNo ratings yet
- AWS Electrode Classification GuideDocument1 pageAWS Electrode Classification GuidedavidemolNo ratings yet
- Report Mig 23DKM12F1022 ShammirDocument16 pagesReport Mig 23DKM12F1022 ShammirMuhd Shammir86% (14)
- WPS FormatDocument2 pagesWPS FormatAmit SarkarNo ratings yet
- Welding Proposed Pwps For Our Jubail WorkDocument2 pagesWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
- API Welding ProcedureDocument2 pagesAPI Welding ProcedureSamarakoon BandaNo ratings yet
- TopCoreBelco 101 FCDocument9 pagesTopCoreBelco 101 FCCesar ArellanoNo ratings yet
- Procedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaDocument2 pagesProcedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaMulPXNo ratings yet
- WPS ListDocument2 pagesWPS ListAdeel OmerNo ratings yet
- Welding Procedure Specification (WPS) : N.A N.ADocument1 pageWelding Procedure Specification (WPS) : N.A N.AMajdi JerbiNo ratings yet
- WPS For Carbon Steel THK 7.11 GTAWDocument1 pageWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- N0200003 - NEW-F201-0 - Inspection & Test PlanDocument3 pagesN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Welding Procedure Specification For GTAW & GMAWDocument4 pagesWelding Procedure Specification For GTAW & GMAWanh thoNo ratings yet
- Wps Mma PipeDocument2 pagesWps Mma PipeDimitris NikouNo ratings yet
- PQR - PipeDocument3 pagesPQR - PipeAdvanced Quality Centre AQC100% (1)
- Wps Pip Gtaw - ArabianDocument1 pageWps Pip Gtaw - ArabianIshack MohammedNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- WPS - Api 5L X52 - Codigo Api1104Document1 pageWPS - Api 5L X52 - Codigo Api1104Cristhian Camilo Quiroga WalterosNo ratings yet
- Calculation of Electrode ConsumptionDocument4 pagesCalculation of Electrode ConsumptionhgolestaniNo ratings yet
- WOPQ Form English1Document2 pagesWOPQ Form English1oaperuchenaNo ratings yet
- PQR 01 PDFDocument2 pagesPQR 01 PDFVijay BhaleraoNo ratings yet
- Welder Qualification Register 01Document3 pagesWelder Qualification Register 01Andrei UrsacheNo ratings yet
- WPS - 006Document13 pagesWPS - 006MAT-LIONNo ratings yet
- F07-Visual Inspection Report NEWDocument1 pageF07-Visual Inspection Report NEWmohd as shahiddin jafriNo ratings yet
- WPS-46 - Gtaw & Smaw Tig + SmawDocument8 pagesWPS-46 - Gtaw & Smaw Tig + SmawAvinash ShrivastavaNo ratings yet
- Company Name Key Information Questions Answers File Reference Reviews & ApprovalsDocument7 pagesCompany Name Key Information Questions Answers File Reference Reviews & ApprovalsMAT-LIONNo ratings yet
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- WPQ Template (Asme Ix) No LogoDocument4 pagesWPQ Template (Asme Ix) No LogorcpretoriusNo ratings yet
- Bluewater MIR Roc Master CPP IR 003 (Jun.20 PDFDocument8 pagesBluewater MIR Roc Master CPP IR 003 (Jun.20 PDFANIL PLAMOOTTIL100% (1)
- List of Inspection Tools (Qaqc)Document7 pagesList of Inspection Tools (Qaqc)saffririzal4237No ratings yet
- Pipe Welding Traceability Record (Rev 01) As On 1st June 2018Document1,913 pagesPipe Welding Traceability Record (Rev 01) As On 1st June 2018gomathyselvi100% (1)
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationDocument2 pagesASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaNo ratings yet
- WQTDocument1 pageWQTRamkunwar YadavNo ratings yet
- 004 Gtaw P5aDocument16 pages004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- VLG02 NGUYEN QUANG TUAN - 6G Duplex, T 18.26mmDocument3 pagesVLG02 NGUYEN QUANG TUAN - 6G Duplex, T 18.26mmTuTuy AnNo ratings yet
- PWPS Fillet WeldDocument2 pagesPWPS Fillet WeldUgonnaNo ratings yet
- Limak - Sawaed WpsDocument1 pageLimak - Sawaed WpsAlam MD SazidNo ratings yet
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- List Applicable WPS Piping & PipelineDocument6 pagesList Applicable WPS Piping & PipelineFerdie OSNo ratings yet
- Procedure Qualification Record (PQR) FormDocument1 pageProcedure Qualification Record (PQR) FormEarl HarbertNo ratings yet
- Wps 1010 IfrDocument28 pagesWps 1010 IfrSyed Mahmud Habibur RahmanNo ratings yet
- Welding Protocol For Extrusion 1Document1 pageWelding Protocol For Extrusion 1Mark Kevin BechaydaNo ratings yet
- Revised Wps For Gtaw - Xls Dated 25.01.2017Document2 pagesRevised Wps For Gtaw - Xls Dated 25.01.2017GopinathNo ratings yet
- Welder ID Card BRE KarahaDocument5 pagesWelder ID Card BRE KarahaHerruSetiawan100% (1)
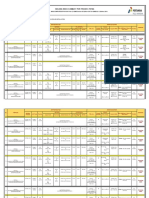
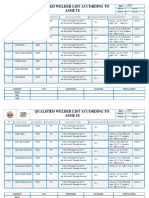
- Qualified Welder List According To Asme IxDocument5 pagesQualified Welder List According To Asme IxAhmad Nabil ElsharkawyNo ratings yet
- Wqt-Visual-Mag - BS 2Document24 pagesWqt-Visual-Mag - BS 2KyNo ratings yet
- WPS - Smaw - 2Document6 pagesWPS - Smaw - 2Harkesh RajputNo ratings yet
- WPS002 312Document2 pagesWPS002 312proxywarNo ratings yet
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiNo ratings yet
- 1662 15Document117 pages1662 15RajamanikkamNo ratings yet
- WPQ Formats NEWDocument4 pagesWPQ Formats NEWMANABENDRA MAITRANo ratings yet
- Replace No.3 API Oil Separator Project: Daily Fitup ReportDocument20 pagesReplace No.3 API Oil Separator Project: Daily Fitup Reportsajay2010No ratings yet
- Wip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreDocument3 pagesWip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreVijayabaraniNo ratings yet
- Welding TracebillityDocument15 pagesWelding TracebillityDeby Agung PratamaNo ratings yet
- Mabel Engineers Pvt. LTD Priliminary Welding Procedure Specification (PWPS) EN ISO 15609-1 2004Document2 pagesMabel Engineers Pvt. LTD Priliminary Welding Procedure Specification (PWPS) EN ISO 15609-1 2004dayalram100% (1)
- WPQR6Document3 pagesWPQR6Dimitris NikouNo ratings yet
- WPQRDocument3 pagesWPQRDimitris NikouNo ratings yet
- Critical Anomalies EN1090Document2 pagesCritical Anomalies EN1090davidemolNo ratings yet
- Consider Penetration When Determining Fillet Weld SizeDocument3 pagesConsider Penetration When Determining Fillet Weld SizedavidemolNo ratings yet
- Bohler ManualDocument519 pagesBohler ManualCosmin OlteanuNo ratings yet
- BCSA Guide To The CE Marking of Structural SteelworkITADocument73 pagesBCSA Guide To The CE Marking of Structural SteelworkITAdavidemolNo ratings yet
- MIG-200L ManualDocument30 pagesMIG-200L ManualV-Man systemNo ratings yet
- Lincoln Electric Svm153-A Commander 500-1Document156 pagesLincoln Electric Svm153-A Commander 500-1Howard HarveyNo ratings yet
- Welding Electrodes NomenclatureDocument4 pagesWelding Electrodes NomenclatureBaran ShafqatNo ratings yet
- Paulson - For PostingDocument22 pagesPaulson - For PostingaliNo ratings yet
- Fio Outershield 71e-HDocument2 pagesFio Outershield 71e-HJose NevesNo ratings yet
- Godrej Project ReportDocument75 pagesGodrej Project ReportMT RANo ratings yet
- Flux Cored Wire LincolnDocument6 pagesFlux Cored Wire LincolnAlexander Saavedra MambuscayNo ratings yet
- Welding Processes PDFDocument448 pagesWelding Processes PDFseguel2100% (1)
- AGA Handbook Shielding Gas Welding UKDocument52 pagesAGA Handbook Shielding Gas Welding UKScott Trainor100% (2)
- DLL Shielded Metal Arc Welding NCIDocument11 pagesDLL Shielded Metal Arc Welding NCIMaricar Carandang100% (1)
- Beginner's Guide To Welding 101 - All You Need To Know PDFDocument60 pagesBeginner's Guide To Welding 101 - All You Need To Know PDFisaias.prestesNo ratings yet
- Book FrictionStir WeldingDocument239 pagesBook FrictionStir WeldingKaushik SenguptaNo ratings yet
- ESAB 2005 - Welding Handbook Eighth Edition PDFDocument529 pagesESAB 2005 - Welding Handbook Eighth Edition PDFRahmat Syah LubisNo ratings yet
- 2022 S5 ME MFG S - Welding IntroDocument109 pages2022 S5 ME MFG S - Welding IntroTom TambeNo ratings yet
- Technical Report: Student Industrial Work Experience Scheme (Siwes)Document33 pagesTechnical Report: Student Industrial Work Experience Scheme (Siwes)Gift NkwochaNo ratings yet
- Gas Metal Arc and Flux Cored Arc Welding Principles: Chapter ObjectivesDocument8 pagesGas Metal Arc and Flux Cored Arc Welding Principles: Chapter ObjectivesWilly UioNo ratings yet
- Plasma Arc CuttingDocument53 pagesPlasma Arc Cuttingkrishnatejanitdgp100% (2)
- Kaynak RobotuDocument64 pagesKaynak RobotumartinimartiiniNo ratings yet
- A Review On Parameters Controlling Gas Metal Arc Welding (GMAW) ProcessDocument4 pagesA Review On Parameters Controlling Gas Metal Arc Welding (GMAW) ProcessBalajiNo ratings yet
- Miller RMDDocument4 pagesMiller RMDRony Lesbt100% (1)
- Types of Tungsten Electrodes AWS Classification EWP Type of TungstenDocument8 pagesTypes of Tungsten Electrodes AWS Classification EWP Type of Tungstenanishdev6100% (2)
- Advanced Gas Metal Arc Welding ProcDocument20 pagesAdvanced Gas Metal Arc Welding ProcjavadmohammadiNo ratings yet
- EGWDocument2 pagesEGWpratishgnairNo ratings yet
- Betini 2019Document13 pagesBetini 2019Jose G. Cueva CardeñaNo ratings yet
- كتيب الصيانة والتشغيل لمكينة اللحام بالغازDocument94 pagesكتيب الصيانة والتشغيل لمكينة اللحام بالغاز7AMOOD ASALNo ratings yet
- SMAW OverviewDocument51 pagesSMAW OverviewJapet JNo ratings yet
- Mig WeldingDocument52 pagesMig WeldingGaddipati MohankrishnaNo ratings yet
- ESAB Dual Shield 7100 UltraDocument3 pagesESAB Dual Shield 7100 UltrahaldunNo ratings yet
- Fusion Welding Processes2011Document33 pagesFusion Welding Processes2011Anish Chakrabarti100% (1)