You might also like
- 88 D 340 nh3 Storage Tank Sept 10 2014 2Document9 pages88 D 340 nh3 Storage Tank Sept 10 2014 2mohamed abd eldayemNo ratings yet
- IRIS Min WTDocument2 pagesIRIS Min WTphanthanhhungNo ratings yet
- TanneryDocument64 pagesTanneryDivya NaradasuNo ratings yet
- Pre-Qualification of DKHG - 2017Document25 pagesPre-Qualification of DKHG - 2017minhyen88No ratings yet
- Draft Tech Proposal NTB UtmDocument20 pagesDraft Tech Proposal NTB Utmdudi hidayatNo ratings yet
- Wca-27 - Heien Larssen - Fire Alarm and Extinguisher SystemDocument97 pagesWca-27 - Heien Larssen - Fire Alarm and Extinguisher SystemANo ratings yet
- 2018 Sea Cswip Course Exam FeeDocument4 pages2018 Sea Cswip Course Exam FeeAmar MohammedNo ratings yet
- Egp ReportDocument109 pagesEgp ReportvyshnapramodNo ratings yet
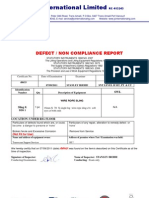
- Defect / Non Compliance ReportDocument12 pagesDefect / Non Compliance ReportMichael OkwuwaNo ratings yet
- Chapter 10. Piping WorkDocument29 pagesChapter 10. Piping WorkSastra Winata100% (1)
- ITP Tank RecertificationDocument3 pagesITP Tank RecertificationArisNo ratings yet
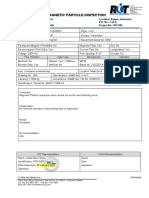
- REPORT-MT 21.10.2022 (Test)Document2 pagesREPORT-MT 21.10.2022 (Test)Nhien ManNo ratings yet
- Hydrostatic Test ProcedureDocument7 pagesHydrostatic Test Procedurelaleye_olumideNo ratings yet
- Engineering Encyclopedia: Underwater NDTDocument9 pagesEngineering Encyclopedia: Underwater NDTabyNo ratings yet
- Oil & Gas Drone Inspection PresentationDocument24 pagesOil & Gas Drone Inspection PresentationKashif Zaheer AlviNo ratings yet
- Report PMI Tracon 5 Apr 2018Document10 pagesReport PMI Tracon 5 Apr 2018Rony YudaNo ratings yet
- Andreas Boenisch - InnospectionDocument41 pagesAndreas Boenisch - Innospectiondiaccessltd_17172961No ratings yet
- Erection Tank Settlement Check Schedule 103 110 165Document8 pagesErection Tank Settlement Check Schedule 103 110 165hrdsby100% (1)
- SGS IND Storage Tank A4 EN 14 PDFDocument8 pagesSGS IND Storage Tank A4 EN 14 PDFAjejejeNo ratings yet
- Box For Vacuum TestDocument1 pageBox For Vacuum TestVăn Trường Lê0% (1)
- API-510, API-570 & API-653 Inspector resumeDocument5 pagesAPI-510, API-570 & API-653 Inspector resumeSaad Bin SharfNo ratings yet
- Mcnichols GratingsCat09Document21 pagesMcnichols GratingsCat09jasonvigilNo ratings yet
- Shore Tank Quantity ReportDocument8 pagesShore Tank Quantity ReportsilviNo ratings yet
- Underwater Inspection Structure & Pipeline.Document27 pagesUnderwater Inspection Structure & Pipeline.ina23ajNo ratings yet
- Wet WeldingDocument13 pagesWet WeldingViktor ŽganecNo ratings yet
- Report Sample - Pre-Shipment Inspection-ThermometerDocument30 pagesReport Sample - Pre-Shipment Inspection-ThermometerCarlosSánchezNo ratings yet
- NDT ReportDocument14 pagesNDT ReportEric Doctore KrageNo ratings yet
- PDO Approved Inspection BodiesDocument15 pagesPDO Approved Inspection BodiesMohammed Rizwan AhmedNo ratings yet
- Subsea Pipelines and Risers: Yong BaiDocument18 pagesSubsea Pipelines and Risers: Yong Bainina_kawai88745No ratings yet
- Sonardyne 8070 71 Wideband PDFDocument2 pagesSonardyne 8070 71 Wideband PDFArnoldo López MéndezNo ratings yet
- Soal Ujian PipelineDocument3 pagesSoal Ujian PipelinejunaediNo ratings yet
- International Limited: 0.61mtr X 1.41mtrs (Length X Width X Height) C/W 4 Lifting PointsDocument1 pageInternational Limited: 0.61mtr X 1.41mtrs (Length X Width X Height) C/W 4 Lifting PointsMichael OkwuwaNo ratings yet
- Velocity Chart of 39 Materials for Ultrasonic TestingDocument1 pageVelocity Chart of 39 Materials for Ultrasonic TestingkimikononNo ratings yet
- DCVG Surveys Training Manual - GX Version PDFDocument73 pagesDCVG Surveys Training Manual - GX Version PDFlaz_kNo ratings yet
- Reporting: Report Manager Generator (P11)Document31 pagesReporting: Report Manager Generator (P11)PrakashNo ratings yet
- NullDocument9 pagesNullMichael OkwuwaNo ratings yet
- MPI Container1 Sea FasteningDocument2 pagesMPI Container1 Sea Fasteningdede kurniadiNo ratings yet
- Transfer of Shipment To ACC - CHA DraftDocument2 pagesTransfer of Shipment To ACC - CHA DraftZoon AA100% (1)
- API 570 Pipeline Inspection PDFDocument1 pageAPI 570 Pipeline Inspection PDFKhalidMoutarajiNo ratings yet
- Fender Accessories (Panels, Chains, Brackets) Catalogue en V1.3Document10 pagesFender Accessories (Panels, Chains, Brackets) Catalogue en V1.3loicdertyNo ratings yet
- Al-Uqlah Central Processing Facility Water Level & Settlement TableDocument12 pagesAl-Uqlah Central Processing Facility Water Level & Settlement TableSantosh Kumar BogelaNo ratings yet
- Tank Settlement Record T-05Document8 pagesTank Settlement Record T-05Marvan Audy BurikoNo ratings yet
- Working On WaterDocument13 pagesWorking On WaterPontoon & Dock Ltd.No ratings yet
- Roundness Shell #1 - 1-Tank -012 BEFORE WELDDocument2 pagesRoundness Shell #1 - 1-Tank -012 BEFORE WELDyuwantoniNo ratings yet
- Repair Techniques AssessmentDocument193 pagesRepair Techniques AssessmentJose Manuel MatossNo ratings yet
- Tank Floor Inspection SolutionsDocument3 pagesTank Floor Inspection SolutionsNoble PrinceNo ratings yet
- CCC (Ue) Company ProfileDocument34 pagesCCC (Ue) Company Profilefaiz111180No ratings yet
- NormDocument16 pagesNormAnnNo ratings yet
- Techsonic EZ III Rev 4 092010 PDFDocument70 pagesTechsonic EZ III Rev 4 092010 PDFandresgomez10No ratings yet
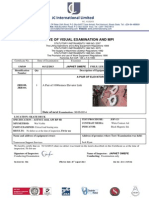
- International Limited: Certificate of Visual Examination and MpiDocument1 pageInternational Limited: Certificate of Visual Examination and MpiMichael OkwuwaNo ratings yet
- Demo Report SLOFECDocument64 pagesDemo Report SLOFECAnup NairNo ratings yet
- Storage Tank Test & Inspection Report enDocument10 pagesStorage Tank Test & Inspection Report enMarketing CTNNo ratings yet
- FLNGDocument14 pagesFLNGPavin PiromNo ratings yet
- International Paint Docking ReportDocument35 pagesInternational Paint Docking ReportpRADEEP sNo ratings yet
- SS Pipe Welding ProcedureDocument5 pagesSS Pipe Welding Procedureamit rajputNo ratings yet
- Tank Fabrication & ErectionDocument72 pagesTank Fabrication & ErectionPramod GrNo ratings yet
- 002 DPB PT Asme 2012 PT AsmeDocument43 pages002 DPB PT Asme 2012 PT AsmeAozoraLazoraNo ratings yet
- Maintaining Integrity of Deepwater PipelinesDocument51 pagesMaintaining Integrity of Deepwater PipelinesLK AnhDung100% (2)
- Risk Assessment of Subsea PipelinesDocument42 pagesRisk Assessment of Subsea Pipelinesnjenns100% (2)
- Permanent Weldless Deepwater Repair Strategies: 1. AbstractDocument14 pagesPermanent Weldless Deepwater Repair Strategies: 1. AbstractSharkTech360 TVNo ratings yet
- Lecture8-ProjectControl OcmDocument41 pagesLecture8-ProjectControl Ocmawang_nasuha100% (1)
- Guidance on conducting risk assessments for offshore facilitiesDocument35 pagesGuidance on conducting risk assessments for offshore facilitiesawang_nasuhaNo ratings yet
- Session 5-Fault Tree AnalysisDocument48 pagesSession 5-Fault Tree Analysisawang_nasuhaNo ratings yet
- UW-Madison Cogeneration Facility Provides Clean EnergyDocument2 pagesUW-Madison Cogeneration Facility Provides Clean Energyawang_nasuhaNo ratings yet
- Clemens Fta TutorialDocument96 pagesClemens Fta TutorialTissa1969No ratings yet
- Isolation, Recovery Tools Speed Pipeline Repair - Offshore MagDocument6 pagesIsolation, Recovery Tools Speed Pipeline Repair - Offshore Magawang_nasuhaNo ratings yet
- WHAT - Subsea Control Systems - LOW RESDocument7 pagesWHAT - Subsea Control Systems - LOW RESawang_nasuhaNo ratings yet
- Skills MatrixDocument2 pagesSkills Matrixawang_nasuhaNo ratings yet
- Ch-27.2 Crystalline Materials - Detects in Crystalline MaterialsDocument102 pagesCh-27.2 Crystalline Materials - Detects in Crystalline MaterialsasjfgauojfgfNo ratings yet
- BS en 10297 2Document36 pagesBS en 10297 2Sharma ShailenNo ratings yet
- Parameter Adaptation of Reduced Order Models For Three-Dimensional Flutter AnalysisDocument9 pagesParameter Adaptation of Reduced Order Models For Three-Dimensional Flutter AnalysisAtsis PapadopoulosNo ratings yet
- Moc3011 PDFDocument7 pagesMoc3011 PDFAlvaro Mompi RuizNo ratings yet
- GSK980TDDocument406 pagesGSK980TDgiantepepinNo ratings yet
- Grade F: Tabulation Allowable Within TheDocument1 pageGrade F: Tabulation Allowable Within ThelechepinitoNo ratings yet
- Crankweb Deflections 9 Cyl ELANDocument2 pagesCrankweb Deflections 9 Cyl ELANСлавик МосинNo ratings yet
- Well Control CourseDocument140 pagesWell Control CourseAli Boubenia67% (3)
- En010 104 Engineering MechanicsDocument1 pageEn010 104 Engineering MechanicsArun SaiNo ratings yet
- S7-1200 SM 1231 8 X Analog Input - SpecDocument3 pagesS7-1200 SM 1231 8 X Analog Input - Specpryzinha_evNo ratings yet
- SIGMOID2K9Document709 pagesSIGMOID2K9thanveermuzzuNo ratings yet
- Program in Mathcad to Thin Rectangular PlatesDocument12 pagesProgram in Mathcad to Thin Rectangular PlatesPedro Luis Garcia VillegasNo ratings yet
- EM I Unit 1Document18 pagesEM I Unit 1Srimathi tjNo ratings yet
- Topic 5 - Criticality of Homogeneous ReactorsDocument53 pagesTopic 5 - Criticality of Homogeneous ReactorsSit LucasNo ratings yet
- Sustainable in Bahrain-Thesis PDFDocument12 pagesSustainable in Bahrain-Thesis PDFTarek AbbasNo ratings yet
- STRATEGIES TO IMPROVE TOEFL STRUCTURE EXERCISE PERFORMANCEDocument5 pagesSTRATEGIES TO IMPROVE TOEFL STRUCTURE EXERCISE PERFORMANCENIARAMLINo ratings yet
- Advances in Heat Transfer 2 (1965)Document469 pagesAdvances in Heat Transfer 2 (1965)alejandro_baro419No ratings yet
- Blade Profile Optimization of Kaplan Turbine Using CFD AnalysisDocument16 pagesBlade Profile Optimization of Kaplan Turbine Using CFD Analysiscbaraj100% (1)
- Calcined Clays For Sustainable Concrete Karen Scrivener, AurÇlie Favier, 2015Document552 pagesCalcined Clays For Sustainable Concrete Karen Scrivener, AurÇlie Favier, 2015Débora BretasNo ratings yet
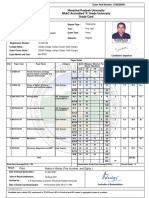
- Serial Number:1920110212668 Exam Roll Number Grade CardDocument2 pagesSerial Number:1920110212668 Exam Roll Number Grade Cardsimran vaidNo ratings yet
- Fluids HandlingDocument234 pagesFluids HandlingVenkatesh GangadharNo ratings yet
- Building Constraction 2Document22 pagesBuilding Constraction 2Abdala M KreemNo ratings yet
- Datasheet G3516 1200 RPMDocument4 pagesDatasheet G3516 1200 RPMVerita SanjuánNo ratings yet
- Optimising Design and Power Management in Energy Efficient Marine Vessel Power SystemsDocument11 pagesOptimising Design and Power Management in Energy Efficient Marine Vessel Power SystemshamadiNo ratings yet
- Jib Cranes 20875644 Colour CatalogueDocument30 pagesJib Cranes 20875644 Colour Cataloguepsingh1996No ratings yet
- Comparison of Seismic Analysis of Multi Storyed Building Using Shear Wall in Seismic Zones III and IVDocument8 pagesComparison of Seismic Analysis of Multi Storyed Building Using Shear Wall in Seismic Zones III and IVEditor IJTSRDNo ratings yet
- Magnetism and Electromagnetism - Electrical Multiple Choice Questions and AnswersDocument10 pagesMagnetism and Electromagnetism - Electrical Multiple Choice Questions and AnswersNagesh GillNo ratings yet
- BX51WI/BX61WI Fixed Stage Upright MicroscopeDocument8 pagesBX51WI/BX61WI Fixed Stage Upright MicroscopestreetcribdealerNo ratings yet
- Corrosion Resistance of Surface Treated 42crmo4 Steel: D. Kusmič, V. Hrubý, L. BachárováDocument6 pagesCorrosion Resistance of Surface Treated 42crmo4 Steel: D. Kusmič, V. Hrubý, L. BachárovárachidradouaniNo ratings yet
- M.A.M College of Engineering: Department of Electrical and Electronics EnggDocument16 pagesM.A.M College of Engineering: Department of Electrical and Electronics EnggKrishna ChaitanyaNo ratings yet