You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Foundations in Oil and Gas IndustryDocument64 pagesFoundations in Oil and Gas IndustryPower PowerNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- L E L E E T P W: SPENCER MethodDocument14 pagesL E L E E T P W: SPENCER MethodsorowareNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Neoprene Bearing Pad 749Document6 pagesNeoprene Bearing Pad 749sorowareNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Analysis of A Slip On A Long Natural SlopeDocument4 pagesAnalysis of A Slip On A Long Natural SlopesorowareNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Analysis of A Slip On A Long Natural SlopeDocument4 pagesAnalysis of A Slip On A Long Natural SlopesorowareNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Etabs DimentioningDocument1 pageEtabs DimentioningsorowareNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Abutment Elevation Section C 10m SpanDocument1 pageAbutment Elevation Section C 10m SpansorowareNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Abutment SectionDocument1 pageAbutment SectionsorowareNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Semi Through BridgeDocument1 pageSemi Through BridgesorowareNo ratings yet
- Pile LayoutDocument1 pagePile LayoutsorowareNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Pile Layout RightDocument1 pagePile Layout RightsorowareNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Abutment HeadDocument1 pageAbutment HeadsorowareNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Abutment Connecting BeamDocument1 pageAbutment Connecting BeamsorowareNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Abutment Elevation 10m SpanDocument1 pageAbutment Elevation 10m SpansorowareNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Abutment Sectional Plan 10m SpanDocument1 pageAbutment Sectional Plan 10m SpansorowareNo ratings yet
- Abutment DetailsDocument1 pageAbutment DetailssorowareNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Abutment Plan 10m SpanDocument1 pageAbutment Plan 10m SpansorowareNo ratings yet
- Guard RailDocument1 pageGuard RailsorowareNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Abutment PlanDocument1 pageAbutment PlansorowareNo ratings yet
- Bearing PedestalDocument1 pageBearing PedestalsorowareNo ratings yet
- Sheet PilingDocument1 pageSheet PilingRoger SugatanNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
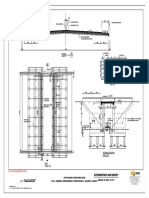
- Information Document: Not For ConstructionDocument1 pageInformation Document: Not For ConstructionsorowareNo ratings yet
- Bridge LayoutDocument1 pageBridge LayoutsorowareNo ratings yet
- Bridge DrawingDocument1 pageBridge DrawingsorowareNo ratings yet
- 4/3/2012 3:43:26 PM, DWG To PDF - pc3: Produced by An Autodesk Educational ProductDocument1 page4/3/2012 3:43:26 PM, DWG To PDF - pc3: Produced by An Autodesk Educational ProductsorowareNo ratings yet
- PC GirderDocument1 pagePC GirdersorowareNo ratings yet
- Information Document: Not For ConstructionDocument1 pageInformation Document: Not For ConstructionsorowareNo ratings yet
- Bridge InterchangeDocument1 pageBridge InterchangesorowareNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- CG2013 BhelDocument40 pagesCG2013 BhelPiyush GodseNo ratings yet
- 1 Cement 2 Fe-500 3 Fe-415 0.00 4 Mild Steel 5 Structural SteelDocument687 pages1 Cement 2 Fe-500 3 Fe-415 0.00 4 Mild Steel 5 Structural SteelRK PROJECT CONSULTANTSNo ratings yet
- Indian Film Manufacturers Adding Capacities To Meet Growing Demand For Bopp and BopetDocument8 pagesIndian Film Manufacturers Adding Capacities To Meet Growing Demand For Bopp and BopetSanjay Kumar ShahiNo ratings yet
- Inorganic Chemistry Chem-318 Lec 3Document24 pagesInorganic Chemistry Chem-318 Lec 3Mahnoor ShakeelNo ratings yet
- Dichtomatik V RingsDocument2 pagesDichtomatik V Ringsali tabeNo ratings yet
- Dental Waxes IOzcan Keyps PDFDocument35 pagesDental Waxes IOzcan Keyps PDFışıl özcan100% (1)
- MSDS King Madu BorneoDocument5 pagesMSDS King Madu BorneoWahyuBangkitNo ratings yet
- 2E-3 Gas Cleaning in Flue Gas From Combustion of BiomassDocument32 pages2E-3 Gas Cleaning in Flue Gas From Combustion of BiomassAisha Nabeel100% (1)
- Sediver Composite Suspension Insulators UsaDocument16 pagesSediver Composite Suspension Insulators UsaBruce OlsonNo ratings yet
- EE-112 Solid State Electronics PDFDocument3 pagesEE-112 Solid State Electronics PDFMohammed Ahmad Osama0% (1)
- ACICO Products CatalogueDocument54 pagesACICO Products CatalogueKarthikeyan .NNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ChromatographyDocument24 pagesChromatographysolehah misniNo ratings yet
- Visveswaraya Technological University: Centre For Post Graduate Studies V.T.U Regional Centre, MysuruDocument46 pagesVisveswaraya Technological University: Centre For Post Graduate Studies V.T.U Regional Centre, MysuruSunil KumarNo ratings yet
- Dyeing OverviewDocument38 pagesDyeing OverviewAmdeworkNo ratings yet
- Masterseal NP 473U (Brisk)Document3 pagesMasterseal NP 473U (Brisk)MumtazNo ratings yet
- Lifepo4 - Lithium Iron Phosphate Batteries: Material Data Safety SheetDocument8 pagesLifepo4 - Lithium Iron Phosphate Batteries: Material Data Safety SheetNilesh BhoirNo ratings yet
- Tamil Nadu Pollution Control BoardDocument5 pagesTamil Nadu Pollution Control BoardEHS360 LABSNo ratings yet
- City University of Hong Kong: This Is An Open-Book ExaminationDocument2 pagesCity University of Hong Kong: This Is An Open-Book ExaminationCh TalhaNo ratings yet
- BBS T5a P01 STR 2100Document31 pagesBBS T5a P01 STR 2100Franklyn GenoveNo ratings yet
- Arthur - ISASMELT - 6000000tpa and Rising 060326 PDFDocument16 pagesArthur - ISASMELT - 6000000tpa and Rising 060326 PDFAderlingg gonzNo ratings yet
- Lab Report8Document5 pagesLab Report8wanjiaNo ratings yet
- AISC-342 Seismic Provisions For Evaluation and Retrofit of Existing Structural Steel Buildings Public ReviewDocument149 pagesAISC-342 Seismic Provisions For Evaluation and Retrofit of Existing Structural Steel Buildings Public Reviewjackcan501No ratings yet
- ThesisDocument73 pagesThesisJenny Valderrama50% (2)
- 18ee2128 Waste To EnergyDocument1 page18ee2128 Waste To Energys sNo ratings yet
- Kenya Final Report 2020Document93 pagesKenya Final Report 2020macatahkNo ratings yet
- CHB Wall & Slab EstimateDocument13 pagesCHB Wall & Slab EstimateNuel LacionNo ratings yet
- Suncool Data Sheet For WebsiteDocument2 pagesSuncool Data Sheet For Websitenhonbk97No ratings yet
- Spiral Wound Gaskets Main TypesDocument2 pagesSpiral Wound Gaskets Main TypeskhurramNo ratings yet
- Ball Milling Induced Borophene Flakes FabricationDocument8 pagesBall Milling Induced Borophene Flakes Fabricationshokhul lutfiNo ratings yet
- Waste DisposalDocument5 pagesWaste DisposalCharan ReddyNo ratings yet
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (138)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsFrom EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNo ratings yet
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansRating: 4.5 out of 5 stars4.5/5 (21)
- Geotechnical Engineering Calculations and Rules of ThumbFrom EverandGeotechnical Engineering Calculations and Rules of ThumbRating: 4 out of 5 stars4/5 (17)