You might also like
- Biogas Plant: Biogas Digester Design, Gas Production and PurificationFrom EverandBiogas Plant: Biogas Digester Design, Gas Production and PurificationNo ratings yet
- Detailed Project Report For Biogas Power PlantDocument132 pagesDetailed Project Report For Biogas Power PlantShubham Jain100% (2)
- 1.0 Project Background: WWW - Gam-Rd - Co.inDocument17 pages1.0 Project Background: WWW - Gam-Rd - Co.inljsflj alsfjoiNo ratings yet
- A Project Report On BiogasDocument13 pagesA Project Report On BiogasNarendra Pandit79% (24)
- Ethanol Plant GuideDocument52 pagesEthanol Plant GuideTIK_953No ratings yet
- Ethanol Production: Faculty of Mathematics and Science Education International Program On Science EducationDocument2 pagesEthanol Production: Faculty of Mathematics and Science Education International Program On Science EducationPutra Habib Dhitareka50% (2)
- 06 The Chlor-Alkali Industry PDFDocument26 pages06 The Chlor-Alkali Industry PDFpetrolorito100% (2)
- Small Scale Ethanol PlantDocument15 pagesSmall Scale Ethanol PlantPedroC NERVNo ratings yet
- Business Models For Ethanol ProductionDocument47 pagesBusiness Models For Ethanol Productionres06suc100% (1)
- A Seminar Report ON Solar Power Water Purification OpportunitiesDocument28 pagesA Seminar Report ON Solar Power Water Purification OpportunitiesJay Tailor100% (1)
- 4601423133391success Story of Biomethanation Projects-Dr - Bharat B NagarDocument16 pages4601423133391success Story of Biomethanation Projects-Dr - Bharat B Nagarpuja MangalNo ratings yet
- Thesis 6Document48 pagesThesis 6manoj100% (1)
- Utopian Sugars DPR - 28!3!2017Document142 pagesUtopian Sugars DPR - 28!3!2017Prashant Bahirgonde100% (1)
- Techno Commercial Aspects of bio-CNG From 100 TPD Press Mud PlantDocument12 pagesTechno Commercial Aspects of bio-CNG From 100 TPD Press Mud Plantpriyank sharmaNo ratings yet
- Production of Ethanol Using Molasses and Its Effluent TreatmentDocument105 pagesProduction of Ethanol Using Molasses and Its Effluent Treatmentjamesoleonardo88% (8)
- Material BalanceDocument58 pagesMaterial BalanceAnonymous zWnXYeFkdk50% (2)
- PESO Project Report For BioCNG Projects in IndiaDocument3 pagesPESO Project Report For BioCNG Projects in Indiaabhi2010visionNo ratings yet
- Final ProjectDocument80 pagesFinal ProjectLASSANANo ratings yet
- Biogas Calculation From CodDocument41 pagesBiogas Calculation From CodReuben Malambugi100% (1)
- BiogasDocument46 pagesBiogasSiddharth KrishnaNo ratings yet
- SWOT AnalysisDocument41 pagesSWOT AnalysisMohamed Tarek KamarNo ratings yet
- Hydrogen ProductionDocument26 pagesHydrogen Productionsorincarmen88No ratings yet
- Waste To EnergyDocument9 pagesWaste To Energyherb089No ratings yet
- CPCB - Grain Based DistilleriesDocument37 pagesCPCB - Grain Based Distilleriesmyself_riteshNo ratings yet
- Landscape Report of BioCNG in India GGGI 1Document51 pagesLandscape Report of BioCNG in India GGGI 1Karthik Keyan100% (2)
- Biogas Calculation Guide v3.0 - )Document98 pagesBiogas Calculation Guide v3.0 - )swordprakashNo ratings yet
- Ethanol Guidebook For DesignDocument67 pagesEthanol Guidebook For DesignSRINIVASAN TNo ratings yet
- Optimization of Biogas Generation From Press Mud in Batch ReactorDocument6 pagesOptimization of Biogas Generation From Press Mud in Batch Reactorscm996No ratings yet
- Material and Energy BalanceDocument9 pagesMaterial and Energy BalanceSana100% (1)
- Anaerobic Digestor DesignDocument36 pagesAnaerobic Digestor DesignChanelNo ratings yet
- BIOGAS in GHANA Subsector Analysis BiogasDocument38 pagesBIOGAS in GHANA Subsector Analysis BiogasIndraw100% (1)
- Distillation Process CalculationDocument11 pagesDistillation Process CalculationjaffliangNo ratings yet
- Industrial AlcoholDocument15 pagesIndustrial AlcoholDave Anthony LauroNo ratings yet
- Distillery Spent Wash TreatmentDocument21 pagesDistillery Spent Wash TreatmentTravis Morris0% (1)
- Biodiesel Plant DesignDocument10 pagesBiodiesel Plant Designsukanta60100% (1)
- Maleic Anhydride Expansion ProjectDocument2 pagesMaleic Anhydride Expansion Projectthaneiro100% (1)
- A Presentation ON Biogas Power Plant: Submitted By: Gaurangi Saxena 1212240091Document30 pagesA Presentation ON Biogas Power Plant: Submitted By: Gaurangi Saxena 1212240091ratgauriNo ratings yet
- Biomass Boiler DesignDocument23 pagesBiomass Boiler DesignMatias Mancilla100% (1)
- MBBR Vs Othe STPsDocument22 pagesMBBR Vs Othe STPsNeelam Sharma67% (3)
- Chloromethane Flix Plant Technical PDFDocument143 pagesChloromethane Flix Plant Technical PDFjsaul100% (2)
- Ethanol Production LineDocument291 pagesEthanol Production LineMohamed TabliaNo ratings yet
- Anaerobic Digester Design and CalculationDocument42 pagesAnaerobic Digester Design and CalculationDavid Lambert60% (5)
- Biogas To BioCNG-Solutions For Waste-To-Green-Fuel Projects An Experience Sharing-Ashish NawadeDocument26 pagesBiogas To BioCNG-Solutions For Waste-To-Green-Fuel Projects An Experience Sharing-Ashish NawadeFurqan AliNo ratings yet
- Distillery Wastwater Treatment-CDM Project-2012Document60 pagesDistillery Wastwater Treatment-CDM Project-2012tsrinivasan5083No ratings yet
- Sodium Silicate 30mtperdayDocument5 pagesSodium Silicate 30mtperdaySubrata BanerjeeNo ratings yet
- Biogas Measurement: Bachelor of Technology Computer Science and EngineeringDocument31 pagesBiogas Measurement: Bachelor of Technology Computer Science and EngineeringakhilNo ratings yet
- Achieveing Zero Liquid Discharge Through Mechanical Vapour Recompression-2015Document25 pagesAchieveing Zero Liquid Discharge Through Mechanical Vapour Recompression-2015ansarNo ratings yet
- Emerging Technologies and Biological Systems for Biogas UpgradingFrom EverandEmerging Technologies and Biological Systems for Biogas UpgradingNabin AryalRating: 5 out of 5 stars5/5 (1)
- Treatment of Distillery Spent WashDocument63 pagesTreatment of Distillery Spent WashYash BansodNo ratings yet
- D-20008-IPL-FF Enq SpecsDocument56 pagesD-20008-IPL-FF Enq SpecsVaibhav Sawant100% (1)
- (NIIR) Industrial Chemicals Technology Hand BookDocument9 pages(NIIR) Industrial Chemicals Technology Hand BookNaveen KamatNo ratings yet
- Ethylene DichlorideDocument18 pagesEthylene DichlorideAnshumanSrivastavaNo ratings yet
- Biogas Generation A Study: By: Madhav Mohan Bsc. Physics (Hons.) Ii Year Roll Number: 1815052Document17 pagesBiogas Generation A Study: By: Madhav Mohan Bsc. Physics (Hons.) Ii Year Roll Number: 1815052Madhav Mohan100% (1)
- Biomass Gasification For Hydrogen ProductionDocument9 pagesBiomass Gasification For Hydrogen ProductionCris CrisNo ratings yet
- Procss Design and Mass BalanceDocument7 pagesProcss Design and Mass BalanceBa Tawa NaNo ratings yet
- Praj Doc On 2G Ethanol PDFDocument35 pagesPraj Doc On 2G Ethanol PDFSandipan Roy100% (5)
- Excel On EthanolDocument32 pagesExcel On Ethanolamarnath jagirdar0% (1)
- Module No 6b.biogasDocument56 pagesModule No 6b.biogasVaibhav Vithoba NaikNo ratings yet
- Travel in Machu Picchu - Peru - Set.2011Document1 pageTravel in Machu Picchu - Peru - Set.2011Gerlane PaivaNo ratings yet
- Alcohol FuelsDocument1 pageAlcohol FuelsGerlane PaivaNo ratings yet
- Whiskey Production - DiagramDocument1 pageWhiskey Production - DiagramGerlane PaivaNo ratings yet
- Coffey StillDocument1 pageCoffey StillGerlane PaivaNo ratings yet
- Brazilian S.A.S PlatoonDocument1 pageBrazilian S.A.S PlatoonGerlane PaivaNo ratings yet
- Castelo - IrlandaDocument1 pageCastelo - IrlandaGerlane PaivaNo ratings yet
- Pot StillDocument1 pagePot StillGerlane PaivaNo ratings yet
- Warwick DiagramDocument1 pageWarwick DiagramGerlane PaivaNo ratings yet
- 2007 Radiocarbon BruinsDocument17 pages2007 Radiocarbon BruinsGerlane PaivaNo ratings yet
- Alambique - DesignDocument1 pageAlambique - DesignGerlane PaivaNo ratings yet
- Vikingship ViewDocument1 pageVikingship ViewGerlane PaivaNo ratings yet
- Go Ks Tad SchematicDocument1 pageGo Ks Tad SchematicGerlane PaivaNo ratings yet
- MB FurnitureDocument1 pageMB FurnitureGerlane PaivaNo ratings yet
- Old HeraldryDocument1 pageOld HeraldryGerlane PaivaNo ratings yet
- Norse Lapstrake PrincipleDocument1 pageNorse Lapstrake PrincipleGerlane PaivaNo ratings yet
- Three Strand BraidDocument1 pageThree Strand BraidGerlane PaivaNo ratings yet
- Three Strand Crowned PlaitDocument1 pageThree Strand Crowned PlaitGerlane PaivaNo ratings yet
- The Exploration of A Crusaders Fortress Montfort in PalestineDocument43 pagesThe Exploration of A Crusaders Fortress Montfort in PalestineGerlane PaivaNo ratings yet
- Four Strand BraidDocument1 pageFour Strand BraidGerlane PaivaNo ratings yet
- Plant PropagationDocument87 pagesPlant PropagationGerlane PaivaNo ratings yet
- Four Strand Crowned PlaitDocument1 pageFour Strand Crowned PlaitGerlane PaivaNo ratings yet
- Blacksmiths Craft PDFDocument116 pagesBlacksmiths Craft PDFGerlane PaivaNo ratings yet
- 2158.pressure Vessel Handbook by Eugene F. MegyesyDocument499 pages2158.pressure Vessel Handbook by Eugene F. MegyesyGerlane PaivaNo ratings yet
- Why Invest in Northeastern Brazil.2013Document6 pagesWhy Invest in Northeastern Brazil.2013Gerlane PaivaNo ratings yet
- SanDisk SecureAccess QSGDocument206 pagesSanDisk SecureAccess QSGGerlane PaivaNo ratings yet
- Poli Grappa Museum Authorisation Publication ThesisDocument1 pagePoli Grappa Museum Authorisation Publication ThesisGerlane PaivaNo ratings yet
- By Investing in Northeast of BrazilDocument7 pagesBy Investing in Northeast of BrazilGerlane PaivaNo ratings yet
- CNHG Raptors of CaliforniaDocument46 pagesCNHG Raptors of CaliforniaUniversity of California Press100% (3)
- Introduction Spreadable Media TtsDocument22 pagesIntroduction Spreadable Media TtsYanro FerrerNo ratings yet
- Data Science ProjectsDocument3 pagesData Science ProjectsHanane GríssetteNo ratings yet
- Ode To The West WindDocument4 pagesOde To The West WindCharis Mae DimaculanganNo ratings yet
- Tenses English Grammar PresentationDocument14 pagesTenses English Grammar PresentationMaz Gedi60% (5)
- S-Sapfico-Satyanarayanamaterial 121212Document183 pagesS-Sapfico-Satyanarayanamaterial 121212mpsing1133No ratings yet
- API RP 7C-11F Installation, Maintenance and Operation of Internal Combustion Engines.Document3 pagesAPI RP 7C-11F Installation, Maintenance and Operation of Internal Combustion Engines.Rashid Ghani100% (1)
- HDO OpeationsDocument28 pagesHDO OpeationsAtif NadeemNo ratings yet
- Properties of WaterDocument23 pagesProperties of WaterNiken Rumani100% (1)
- Diagnosis ListDocument1 pageDiagnosis ListSenyorita KHayeNo ratings yet
- 2.ed - Eng6 - q1 - Mod3 - Make Connections Between Information Viewed and Personal ExpiriencesDocument32 pages2.ed - Eng6 - q1 - Mod3 - Make Connections Between Information Viewed and Personal ExpiriencesToni Marie Atienza Besa100% (3)
- Tax Havens IMF PDFDocument59 pagesTax Havens IMF PDFClassic PhyXNo ratings yet
- Req Equip Material Devlopment Power SectorDocument57 pagesReq Equip Material Devlopment Power Sectorayadav_196953No ratings yet
- Eje Delantero Fxl14 (1) .6Document2 pagesEje Delantero Fxl14 (1) .6Lenny VirgoNo ratings yet
- Celula de CargaDocument2 pagesCelula de CargaDavid PaezNo ratings yet
- MEMORANDUM OF AGREEMENT DraftsDocument3 pagesMEMORANDUM OF AGREEMENT DraftsRichard Colunga80% (5)
- 1KHW001492de Tuning of ETL600 TX RF Filter E5TXDocument7 pages1KHW001492de Tuning of ETL600 TX RF Filter E5TXSalvador FayssalNo ratings yet
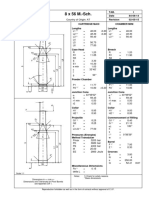
- 8 X 56 M.-SCH.: Country of Origin: ATDocument1 page8 X 56 M.-SCH.: Country of Origin: ATMohammed SirelkhatimNo ratings yet
- Actron Vismin ReportDocument19 pagesActron Vismin ReportSirhc OyagNo ratings yet
- City Limits Magazine, December 1981 IssueDocument28 pagesCity Limits Magazine, December 1981 IssueCity Limits (New York)No ratings yet
- Kiraan Supply Mesin AutomotifDocument6 pagesKiraan Supply Mesin Automotifjamali sadatNo ratings yet
- French Cuisine RecipeDocument6 pagesFrench Cuisine RecipeJimmy AchasNo ratings yet
- Financial Institutions Markets and ServicesDocument2 pagesFinancial Institutions Markets and ServicesPavneet Kaur Bhatia100% (1)
- LP Week 8Document4 pagesLP Week 8WIBER ChapterLampungNo ratings yet
- DHA - Jebel Ali Emergency Centre + RevisedDocument5 pagesDHA - Jebel Ali Emergency Centre + RevisedJam EsNo ratings yet
- Investment Analysis and Portfolio Management: Frank K. Reilly & Keith C. BrownDocument113 pagesInvestment Analysis and Portfolio Management: Frank K. Reilly & Keith C. BrownWhy you want to knowNo ratings yet
- Ticket: Fare DetailDocument1 pageTicket: Fare DetailSajal NahaNo ratings yet
- Work Sample 2 - Eoc and CrucibleDocument35 pagesWork Sample 2 - Eoc and Crucibleapi-259791703No ratings yet
- PM 50 Service ManualDocument60 pagesPM 50 Service ManualLeoni AnjosNo ratings yet
- Ford Focus MK2 Headlight Switch Wiring DiagramDocument1 pageFord Focus MK2 Headlight Switch Wiring DiagramAdam TNo ratings yet
- Revenue Memorandum Circular No. 55-2016: For ExampleDocument2 pagesRevenue Memorandum Circular No. 55-2016: For ExampleFedsNo ratings yet