You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Structura Design and Analysis LegardaDocument18 pagesStructura Design and Analysis LegardaRodolf Bautista100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Duplex and Superduplex Stainless Steel Fittings (Amendments/Supplements To Astm A 815)Document11 pagesDuplex and Superduplex Stainless Steel Fittings (Amendments/Supplements To Astm A 815)Mathew CherianNo ratings yet
- Engineering Mechanics Statics Note in Si UnitsDocument20 pagesEngineering Mechanics Statics Note in Si UnitsMei Guan100% (1)
- Subcooling Superheating and Liquid Suction Heat ExchangerDocument4 pagesSubcooling Superheating and Liquid Suction Heat ExchangerDeniell Joyce MarquezNo ratings yet
- Che 3G04 Winter 2004 Mcmaster UniversityDocument33 pagesChe 3G04 Winter 2004 Mcmaster UniversityAris Koreya100% (2)
- QuimicaDocument422 pagesQuimicaVernon SandovalNo ratings yet
- English For Mechanical Engineering PDFDocument21 pagesEnglish For Mechanical Engineering PDFansor yunNo ratings yet
- CE297 Ch1Document5 pagesCE297 Ch1Don HoNo ratings yet
- Spray Condition and Heat TreatmentDocument6 pagesSpray Condition and Heat TreatmentNitesh KrishnanNo ratings yet
- Introduction 1Document6 pagesIntroduction 1tt443322No ratings yet
- Anna University ANNEXURE-2 Journal ListDocument883 pagesAnna University ANNEXURE-2 Journal ListKarthikeyan Vedanandam80% (5)
- H Indexing MechanismDocument17 pagesH Indexing MechanismNitesh KrishnanNo ratings yet
- Motor PvtCar Package PolicyDocument7 pagesMotor PvtCar Package PolicyNitesh KrishnanNo ratings yet
- IT Audit of Indian Railways Passenger Reservation SystemDocument34 pagesIT Audit of Indian Railways Passenger Reservation SystemPatel Raghu Vardhan ReddyNo ratings yet
- 5th Semester ESE Paper... (CE)Document16 pages5th Semester ESE Paper... (CE)MOHD NAZIM - 33 HBTUNo ratings yet
- Energy DissipatorsDocument11 pagesEnergy DissipatorsAisyahiraMelanOmarNo ratings yet
- Calculating Wavelength of Light Using Single Slit DiffractionDocument30 pagesCalculating Wavelength of Light Using Single Slit DiffractionRajneilNo ratings yet
- RooftankDocument1 pageRooftankwennycantikNo ratings yet
- Physics I ProblemsDocument1 pagePhysics I ProblemsbosschellenNo ratings yet
- Gate Aerospace 2016 SolutionDocument27 pagesGate Aerospace 2016 SolutionJackobNo ratings yet
- Physics - Light: Notes and StuffsDocument42 pagesPhysics - Light: Notes and StuffsSijabuliso SibandaNo ratings yet
- CFB Boiler Design, Operation and Maintenance: by Pichai ChaibamrungDocument179 pagesCFB Boiler Design, Operation and Maintenance: by Pichai ChaibamrungkoszioNo ratings yet
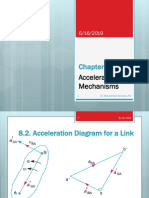
- Acceleration in MechanismsDocument38 pagesAcceleration in Mechanismsmurali_330No ratings yet
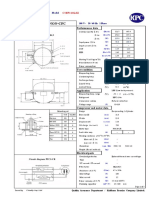
- C-BF 110L0Z PDFDocument3 pagesC-BF 110L0Z PDFWardi SupriadiNo ratings yet
- AQA As Unit 2 Sample PageDocument34 pagesAQA As Unit 2 Sample Pagenchauhan2120% (1)
- Gujarat Technological UniversityDocument1 pageGujarat Technological Universityfeyayel990No ratings yet
- Chemical Kinetics Rate LawsDocument11 pagesChemical Kinetics Rate LawsPrasad Alex100% (1)
- Contact Design of A Solar CellDocument19 pagesContact Design of A Solar CellTahir DialloNo ratings yet
- Using sf6 Analysis For Condition Based Maintenance of Circuit Brakers and Gas Insulated SubstationsDocument5 pagesUsing sf6 Analysis For Condition Based Maintenance of Circuit Brakers and Gas Insulated SubstationsJaime Fernandez U.No ratings yet
- 2021 Farmasi Fisika Pertemuan 4 (Larutan Isotonis)Document33 pages2021 Farmasi Fisika Pertemuan 4 (Larutan Isotonis)Muhammad AminNo ratings yet
- The NDT TechnicianDocument12 pagesThe NDT TechnicianAnca ElenaNo ratings yet
- Marine Consultant Analysis of Planing Hull PerformanceDocument6 pagesMarine Consultant Analysis of Planing Hull PerformanceNadia Quayyum100% (1)
- Outcome 2 T 1Document14 pagesOutcome 2 T 1R ASTUSNo ratings yet
- FiltrationDocument7 pagesFiltrationKers CelestialNo ratings yet
- Silabus 4111 NanoDocument1 pageSilabus 4111 Nanokhairil_amrieNo ratings yet
- MD2 - HBW Set 2Document1 pageMD2 - HBW Set 2BenNo ratings yet
- TitraDocument8 pagesTitraAbdoul RahimNo ratings yet