You might also like
- Centrifugal Slurry Pump: SpecificationDocument18 pagesCentrifugal Slurry Pump: SpecificationlombangrurusNo ratings yet
- Above 500 HP Centrifugal Pumps Specification (API)Document22 pagesAbove 500 HP Centrifugal Pumps Specification (API)lombangrurusNo ratings yet
- Below 500 HP Centrifugal Pumps Specification (Api) : TripatraDocument20 pagesBelow 500 HP Centrifugal Pumps Specification (Api) : TripatralombangrurusNo ratings yet
- Diesel Engine FOR Centrifugal Fire Pumps: SpecificationDocument14 pagesDiesel Engine FOR Centrifugal Fire Pumps: SpecificationlombangrurusNo ratings yet
- Reciprocating Pumps Specification (Plunger)Document16 pagesReciprocating Pumps Specification (Plunger)lombangrurusNo ratings yet
- Coupling Alignment Kit by Syed JafferDocument25 pagesCoupling Alignment Kit by Syed Jafferar0131083804No ratings yet
- Datasheet StrainerDocument4 pagesDatasheet StrainerTommy ArjanggiNo ratings yet
- BP GS162-1 Valves PDFDocument24 pagesBP GS162-1 Valves PDFMohd Khairul100% (1)
- Datahseet For Strainer With Air EliminatorDocument4 pagesDatahseet For Strainer With Air Eliminatorvinoj chandranNo ratings yet
- E in 230Document87 pagesE in 230alia_aabNo ratings yet
- As 60034.8-2009 Rotating Electrical Machines Terminal Markings and Direction of Rotation (IEC 60034-8 Ed. 3 (Document10 pagesAs 60034.8-2009 Rotating Electrical Machines Terminal Markings and Direction of Rotation (IEC 60034-8 Ed. 3 (SAI Global - APACNo ratings yet
- FS 3210 - FS-Gas Flow ComputerDocument6 pagesFS 3210 - FS-Gas Flow ComputerBinu ManiNo ratings yet
- Coalescer Vessel CharacteristicsDocument1 pageCoalescer Vessel CharacteristicsMEHDINo ratings yet
- 2-Test Pack Cover SheetDocument1 page2-Test Pack Cover SheetPintu KumarNo ratings yet
- 6261 - 4803 - 029 - Attachment-20 - Mandatory Spare Part List - XX PDFDocument34 pages6261 - 4803 - 029 - Attachment-20 - Mandatory Spare Part List - XX PDFharmlesdragon100% (1)
- Introduction to India's Oil and Gas IndustryDocument15 pagesIntroduction to India's Oil and Gas IndustryMeena HarryNo ratings yet
- FS HpuDocument11 pagesFS Hpuscribd_thakurNo ratings yet
- KF Ball Valve M3 Series Ball ValveDocument18 pagesKF Ball Valve M3 Series Ball ValveBureau VeritasNo ratings yet
- Lco Tank Relief Valve (2016.04.11.) - For ApprovalDocument87 pagesLco Tank Relief Valve (2016.04.11.) - For ApprovalEnoch TwumasiNo ratings yet
- Subsea Valve Actuator Functional SpecDocument11 pagesSubsea Valve Actuator Functional Specscribd_thakurNo ratings yet
- Valves SpecsDocument3 pagesValves SpecsTareq AlsadiNo ratings yet
- Wellhead Control Panel Specification SummaryDocument47 pagesWellhead Control Panel Specification SummaryMohammed Saleem Syed KhaderNo ratings yet
- Rei Vol ViDocument111 pagesRei Vol ViDineshNo ratings yet
- Orifice Plate Flow Meter Data SheetDocument4 pagesOrifice Plate Flow Meter Data SheetTaimoor KhanNo ratings yet
- PDC SOP for Metering System Shutdown Valve OperationDocument11 pagesPDC SOP for Metering System Shutdown Valve OperationBudbud YuaNo ratings yet
- PIP CTSL1000-2017 DatasheetsDocument32 pagesPIP CTSL1000-2017 Datasheetsantonio diazNo ratings yet
- MSRODocument1 pageMSROAjay ChodankarNo ratings yet
- Aga-Reference-Paper OK PDFDocument61 pagesAga-Reference-Paper OK PDFangeljosNo ratings yet
- StandardsDocument4 pagesStandardsrania hammamiNo ratings yet
- 50B10 Standard Assembly LibraryDocument78 pages50B10 Standard Assembly Libraryishu vohraNo ratings yet
- Instrumentation EngineerDocument3 pagesInstrumentation EngineerSrini SanNo ratings yet
- Detailed Engineering Services for GPF-IV IntegrationDocument2 pagesDetailed Engineering Services for GPF-IV IntegrationConstruction Projects100% (1)
- SAUDI ARAMCO PUNCH LIST INSPECTIONDocument11 pagesSAUDI ARAMCO PUNCH LIST INSPECTIONEswari AnandNo ratings yet
- Cameron Ball ValvesDocument31 pagesCameron Ball ValvesJosé Roberto Alejo MirandaNo ratings yet
- Instrument Index Platform: Domain: Finalproject Plant: AreaDocument3 pagesInstrument Index Platform: Domain: Finalproject Plant: AreaJasJusNo ratings yet
- Economical Lifting Beams: Adjustable Spreader/Lifting Beam (ASLB16)Document11 pagesEconomical Lifting Beams: Adjustable Spreader/Lifting Beam (ASLB16)roopjayNo ratings yet
- Durgapur Steel Plant 11kV Switchboard Replacement Tender SpecificationDocument180 pagesDurgapur Steel Plant 11kV Switchboard Replacement Tender SpecificationKanupriya AgarwalNo ratings yet
- Ot3 Valve Casing Technical UnderstandingDocument28 pagesOt3 Valve Casing Technical UnderstandingNadirNo ratings yet
- FN400 H# Series Long Radius Flow Nozzles - Holding Ring TypeDocument1 pageFN400 H# Series Long Radius Flow Nozzles - Holding Ring TypeAjay ChodankarNo ratings yet
- Design Basis - Package - B224-999-80-43 EDB-1002Document12 pagesDesign Basis - Package - B224-999-80-43 EDB-1002Esakki muthu100% (1)
- 000 in DTS 404Document16 pages000 in DTS 404ssmith2007No ratings yet
- Shahdol-Phulpur Gas Pipeline ProjectDocument50 pagesShahdol-Phulpur Gas Pipeline Projectanub0025No ratings yet
- PGHU-EH-LSPDS-000207 R1 Manual Sampling SystemsDocument28 pagesPGHU-EH-LSPDS-000207 R1 Manual Sampling SystemsRiyan EsapermanaNo ratings yet
- SAIC-K-2026 Rev 0Document2 pagesSAIC-K-2026 Rev 0philipyapNo ratings yet
- Flow - IPSDocument64 pagesFlow - IPSAn VaNo ratings yet
- Pneumatic Butterfly Valves Technical SpecificationDocument12 pagesPneumatic Butterfly Valves Technical SpecificationFactory FactoryNo ratings yet
- Control Valve Products CatalogDocument6 pagesControl Valve Products CataloghermanNo ratings yet
- Chapter 4 - Memory SystemsDocument32 pagesChapter 4 - Memory Systemslvsaru0% (1)
- Mokveld-Brochure Axial Check Valve enDocument12 pagesMokveld-Brochure Axial Check Valve enteacgNo ratings yet
- Flow Overview Brochure PDFDocument64 pagesFlow Overview Brochure PDFRenzoNo ratings yet
- ITP For Centrifugal Pump4Document1 pageITP For Centrifugal Pump4Adades Safede EfdNo ratings yet
- Offpipe User's GuideDocument338 pagesOffpipe User's Guidewolf100% (1)
- Fluid Kinetic Energy As A Selection Criteria For Control ValvesDocument9 pagesFluid Kinetic Energy As A Selection Criteria For Control ValvesVijay KabboorNo ratings yet
- Engineering Standard: IPS-E-IN-105Document42 pagesEngineering Standard: IPS-E-IN-105ooszachoooNo ratings yet
- Part eDocument81 pagesPart egovindharajaluNo ratings yet
- 121205Document25 pages121205wdavid81No ratings yet
- Agitator SelectionDocument20 pagesAgitator SelectionRamakrishna Koushik100% (2)
- Overhaul of Napier NA 155 TurbochargersDocument8 pagesOverhaul of Napier NA 155 Turbochargersrao_saint100% (2)
- Ed G 01.03 I 01Document13 pagesEd G 01.03 I 01joseellargoNo ratings yet
- Especificacion ModeloDocument12 pagesEspecificacion ModeloAnonymous qhVGVpNo ratings yet
- PT Caltex Hot Insulation SpecificationDocument12 pagesPT Caltex Hot Insulation SpecificationlombangrurusNo ratings yet
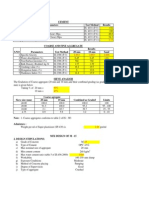
- Material Test Data and Concrete Mix DesignDocument3 pagesMaterial Test Data and Concrete Mix DesignlombangrurusNo ratings yet
- Survey Final Check Report: Project: W.O No: Report No.: Location: DateDocument10 pagesSurvey Final Check Report: Project: W.O No: Report No.: Location: DatelombangrurusNo ratings yet
- Resealing Concrete Pavement Joints: TechbriefDocument4 pagesResealing Concrete Pavement Joints: TechbrieflombangrurusNo ratings yet
- Site Mix DesignDocument13 pagesSite Mix DesignlombangrurusNo ratings yet
- Tes Tekan Beton (Triall Mix) TGL 4-8-2010 (Lab. PT - Farika)Document3 pagesTes Tekan Beton (Triall Mix) TGL 4-8-2010 (Lab. PT - Farika)lombangrurusNo ratings yet
- Purlins & Girts: Biggest RangeDocument2 pagesPurlins & Girts: Biggest RangelombangrurusNo ratings yet
- Joint Sealing Portland Cement Concrete Pavements: Checklist SeriesDocument19 pagesJoint Sealing Portland Cement Concrete Pavements: Checklist SerieslombangrurusNo ratings yet
- Perencanaan Sistem Peringatan Dini Bencana Tanah Longsor Di Dusun Lucu Palongan Desa Campoan Kecamatan Mlandingan Kabupaten Situbondo Jawa TimurDocument11 pagesPerencanaan Sistem Peringatan Dini Bencana Tanah Longsor Di Dusun Lucu Palongan Desa Campoan Kecamatan Mlandingan Kabupaten Situbondo Jawa TimurlombangrurusNo ratings yet
- Pavement Marking PaintDocument5 pagesPavement Marking PaintlombangrurusNo ratings yet
- Pavement Marking PaintDocument5 pagesPavement Marking PaintlombangrurusNo ratings yet
- UK SP MB Kingspan Multibeam Brochure PDFDocument144 pagesUK SP MB Kingspan Multibeam Brochure PDFhemendraengNo ratings yet
- Uw 11-MaterialDocument18 pagesUw 11-MaterialDenny AgusNo ratings yet
- Pec RulesDocument2 pagesPec RulesMhayson LpaguipoNo ratings yet
- 40-40I Flame DetectorDocument2 pages40-40I Flame DetectorSumeet Sisir SarkarNo ratings yet
- Keywords: Consumer, Packing, RecycleDocument8 pagesKeywords: Consumer, Packing, RecycleDr.K.BaranidharanNo ratings yet
- Technical Data Workshop Manual for TAD940GE, TAD941GE, TAD940VE, TAD941VE, TAD942VE, TAD943VE, TAD950VE, TAD951VE and TAD952VE Industrial EnginesDocument42 pagesTechnical Data Workshop Manual for TAD940GE, TAD941GE, TAD940VE, TAD941VE, TAD942VE, TAD943VE, TAD950VE, TAD951VE and TAD952VE Industrial EnginesEdson Goncalves100% (2)
- Optimize Diesel Engine Performance with DENSO Common Rail SystemDocument50 pagesOptimize Diesel Engine Performance with DENSO Common Rail SystemAnonymous yjK3peI793% (15)
- Approach Boundaries NFPA 70E Table 130 2 (C)Document8 pagesApproach Boundaries NFPA 70E Table 130 2 (C)kamal_khan85100% (1)
- Separation TechniquesDocument4 pagesSeparation TechniquesNicola Faye BronNo ratings yet
- Primary Water System AbhiDocument17 pagesPrimary Water System Abhisatyanand lakkojuNo ratings yet
- 1.2.3.4.5.6.7.8.9.10.11.12.13.14.15.16.17.18.19.20.21.22.23.24.25.26.27.28.29.30.31.32.33.34.35.36.37Document8 pages1.2.3.4.5.6.7.8.9.10.11.12.13.14.15.16.17.18.19.20.21.22.23.24.25.26.27.28.29.30.31.32.33.34.35.36.37Electrical IndustrialNo ratings yet
- Vegapuls 64Document84 pagesVegapuls 64milasko86No ratings yet
- COLORBOND® Steel For Insulated Panel (XIP) Datasheet May 2023Document4 pagesCOLORBOND® Steel For Insulated Panel (XIP) Datasheet May 2023Ramiro RivasNo ratings yet
- مهم٢Document127 pagesمهم٢سجى وليدNo ratings yet
- Parker Magnetic Particle Inspection Instruments B300, DA400, A210Document4 pagesParker Magnetic Particle Inspection Instruments B300, DA400, A210oquintero99No ratings yet
- MSDS N EicosaneDocument3 pagesMSDS N Eicosanenirmal_subudhiNo ratings yet
- Brochure - Type 546 Manual and Actuated Ball Valves DN10 To DN100Document12 pagesBrochure - Type 546 Manual and Actuated Ball Valves DN10 To DN100Ahuntzakozidor AhuntzakozidorNo ratings yet
- Chemistry Class 10 Meatals and NonmetalsDocument9 pagesChemistry Class 10 Meatals and NonmetalsGokulNo ratings yet
- Catalog Thiet Bi Dien Ls Aptomat MCCB Elcb Ls - RemovedDocument5 pagesCatalog Thiet Bi Dien Ls Aptomat MCCB Elcb Ls - RemovedMai Lê Kiều MyNo ratings yet
- Group ID A 10's mono wheel vehicle designDocument1 pageGroup ID A 10's mono wheel vehicle designChirag N PatelNo ratings yet
- Reliance 380PG Pharmaceutical Grade Washer Technical DataDocument7 pagesReliance 380PG Pharmaceutical Grade Washer Technical DataNirbhayNo ratings yet
- Zero Leakage Piston Valves for Process EfficiencyDocument8 pagesZero Leakage Piston Valves for Process EfficiencyAnonymous 0CnvpxSNo ratings yet
- R1600HDocument20 pagesR1600HTefi' NeolaNo ratings yet
- Continuity Testing Procedure-Nota Utk PelajarDocument8 pagesContinuity Testing Procedure-Nota Utk PelajarFairos ZakariahNo ratings yet
- PAES 317-Metal Sheets - PlatesDocument12 pagesPAES 317-Metal Sheets - Platesandrew cabilesNo ratings yet
- Boiler BriefDocument9 pagesBoiler BrieffelramNo ratings yet
- AccuCushion KlarityDocument1 pageAccuCushion KlaritykolgepengNo ratings yet
- FIRE BRICK PROPERTIES AND USESDocument11 pagesFIRE BRICK PROPERTIES AND USESRajeshwareesawant100% (1)
- Hitachi Shirokuma floor-mounted air conditioner features and benefitsDocument2 pagesHitachi Shirokuma floor-mounted air conditioner features and benefitsCristian TopalaNo ratings yet
- BT Silfos 15 ENDocument1 pageBT Silfos 15 ENIonutCiobanuNo ratings yet