You might also like
- Power Fibers Issue 46Document63 pagesPower Fibers Issue 46dalefoggNo ratings yet
- Power Fibers Issue 40Document76 pagesPower Fibers Issue 40David HullNo ratings yet
- A Text-book of Tanning: A treatise on the conversion of skins into leather, both practical and theoreticalFrom EverandA Text-book of Tanning: A treatise on the conversion of skins into leather, both practical and theoreticalNo ratings yet
- Building B FRDocument40 pagesBuilding B FRJesus AlegriaNo ratings yet
- Jim Woodhouse and The Violin Bridge - Joseph Curtin StudiosDocument14 pagesJim Woodhouse and The Violin Bridge - Joseph Curtin StudiosFrancisco Elías Pereira MacielNo ratings yet
- Article About Strad and Guarneri - NagyvaryDocument30 pagesArticle About Strad and Guarneri - NagyvaryArthur LautonNo ratings yet
- Pplleeaassee Ttaakkee Ttiim Mee Ttoo Rreeaadd Tthhiiss Wwaarrnniinngg!!Document22 pagesPplleeaassee Ttaakkee Ttiim Mee Ttoo Rreeaadd Tthhiiss Wwaarrnniinngg!!brembillamaria100% (1)
- Model Airplane PropellersDocument24 pagesModel Airplane PropellersNenad_BraNo ratings yet
- Garrison Rod BinderDocument1 pageGarrison Rod BinderFernando ChaparroNo ratings yet
- Oberlin12 PDFDocument7 pagesOberlin12 PDFblancofrank545No ratings yet
- Probing The Secrets of The Finest Fiddles: OnlineDocument3 pagesProbing The Secrets of The Finest Fiddles: OnlineJuan Fernandez100% (1)
- Pernambuco and BowsDocument13 pagesPernambuco and Bowsnostromo1979100% (1)
- Frederick Magazine (PDF Library)Document8 pagesFrederick Magazine (PDF Library)koran_samaNo ratings yet
- AAA Woodhouse 2012Document12 pagesAAA Woodhouse 2012Noedjoem Kaboer AerNo ratings yet
- Dynaco St35 ManualDocument13 pagesDynaco St35 ManualbigpriapNo ratings yet
- Skinner Fine Musical InstrumentsDocument114 pagesSkinner Fine Musical InstrumentsmakedoniaaNo ratings yet
- Brooklyn Dodger - A Free-Flight Model Airplane (Fuel Engine) (Convert To R/C?)Document4 pagesBrooklyn Dodger - A Free-Flight Model Airplane (Fuel Engine) (Convert To R/C?)Bob KowalskiNo ratings yet
- Art009 Marquetry C PDFDocument29 pagesArt009 Marquetry C PDFMarcos R. Hernández M.No ratings yet
- U.S. Patent 5,932,827, Entitled "Sustainer For Musical Instrument", To Osborne, Aug. 3, 1999.Document58 pagesU.S. Patent 5,932,827, Entitled "Sustainer For Musical Instrument", To Osborne, Aug. 3, 1999.Anonymous a7S1qyXNo ratings yet
- Building A Guitar: Preparing Thin StockDocument40 pagesBuilding A Guitar: Preparing Thin StockJosué S. De Jesus - JorgeNo ratings yet
- American Lutherie 52Document17 pagesAmerican Lutherie 52Zeus_111100% (1)
- Sustainable Luthierie - A Pioneer's GuideDocument13 pagesSustainable Luthierie - A Pioneer's Guidenostromo1979100% (1)
- Framus Guitars enDocument16 pagesFramus Guitars enJuoc HrijebarNo ratings yet
- Dynakit ST70 PDFDocument16 pagesDynakit ST70 PDFZomaar1234567890No ratings yet
- McIntosh MC207Document2 pagesMcIntosh MC207yodifoyorNo ratings yet
- Vought SBU-1 BomberDocument7 pagesVought SBU-1 BomberAviation/Space History LibraryNo ratings yet
- Shopsmith Speed Chart Including Reducer and IncreaserDocument1 pageShopsmith Speed Chart Including Reducer and IncreaserhankgurdjieffNo ratings yet
- WBM1964 4 PDFDocument68 pagesWBM1964 4 PDFrexNo ratings yet
- Luthier Joseph Curtin Leads The Violin World's Politest Revolution - Strings Magazine PDFDocument9 pagesLuthier Joseph Curtin Leads The Violin World's Politest Revolution - Strings Magazine PDFFrancisco Elías Pereira MacielNo ratings yet
- LONE STAR STRATOCASTER 0107900/7902: Seymour DuncanDocument4 pagesLONE STAR STRATOCASTER 0107900/7902: Seymour DuncanFoxman2kNo ratings yet
- Making The Violin ManualDocument100 pagesMaking The Violin ManualGabriel Benitez Lopez100% (1)
- Resonator Guitar Kit: Assembly InstructionsDocument32 pagesResonator Guitar Kit: Assembly InstructionstazzorroNo ratings yet
- Electric ViolinDocument8 pagesElectric Violinivang89_668980792No ratings yet
- Bridge Wood Removal RodgersDocument5 pagesBridge Wood Removal RodgersCristian TorricoNo ratings yet
- Tektronix CookbookDocument23 pagesTektronix CookbookbiotekyNo ratings yet
- Making A Violin NutDocument33 pagesMaking A Violin NutJuan FernandezNo ratings yet
- Ansel Adams BiographyDocument2 pagesAnsel Adams Biographyapi-528586877No ratings yet
- 17th Century Pochette - Brussels PDFDocument3 pages17th Century Pochette - Brussels PDFGiuseppe AgostiNo ratings yet
- Hand PlanesDocument3 pagesHand PlanesDavid DonaldsonNo ratings yet
- Woodworking - Home Made Table Saw Box Joint JigDocument5 pagesWoodworking - Home Made Table Saw Box Joint Jigleehoin100% (2)
- McIntosh MC1201Document2 pagesMcIntosh MC1201yodifoyorNo ratings yet
- Violin Modes ConstructionDocument7 pagesViolin Modes ConstructionBrandon McguireNo ratings yet
- Sash PlanesDocument5 pagesSash PlanesBlakdawg15100% (1)
- Violin Construction and Mechanics 2Document2 pagesViolin Construction and Mechanics 2Βαγγέλης ΚατσούλαςNo ratings yet
- Como Trabalhar Com Goca-LacaDocument26 pagesComo Trabalhar Com Goca-LacaThiago MadureiraNo ratings yet
- A Data-Driven Approach To Violin MakingDocument10 pagesA Data-Driven Approach To Violin MakingSantino godfather sonNo ratings yet
- Ansel Adams' Photography: By: Miss. BelandDocument8 pagesAnsel Adams' Photography: By: Miss. BelandMonica BelandNo ratings yet
- Stanley 2012 Catalog - Print VersionDocument24 pagesStanley 2012 Catalog - Print VersiontintucinbNo ratings yet
- Thin LineDocument4 pagesThin LineSteven Jan Sab-itNo ratings yet
- Electric Guitar Order Form: Custom Fitted Instrument CasesDocument1 pageElectric Guitar Order Form: Custom Fitted Instrument CasesArnab BhattacharyaNo ratings yet
- Understanding Bench PlanesDocument8 pagesUnderstanding Bench PlanesYsabelle TagarumaNo ratings yet
- Re VistaDocument48 pagesRe VistacrispopoviciNo ratings yet
- Woodworking Techinque - Leegs-Feet PDFDocument50 pagesWoodworking Techinque - Leegs-Feet PDFalokinxxNo ratings yet
- Violin Construction and Mechanics 1Document3 pagesViolin Construction and Mechanics 1Βαγγέλης ΚατσούλαςNo ratings yet
- 1974 Citroen D Volume 1 814-1Document454 pages1974 Citroen D Volume 1 814-1Stephen ZachariasNo ratings yet
- Mineral Preservatives in The Wood of Stradivari and GuarneriDocument9 pagesMineral Preservatives in The Wood of Stradivari and Guarneriponbohacop100% (1)
- Vibration Dedampening For ViolinsDocument25 pagesVibration Dedampening For ViolinsOctavio MacielNo ratings yet
- Stanley Planes and Screw Threads - Part 2 PDFDocument28 pagesStanley Planes and Screw Threads - Part 2 PDFrefaeNo ratings yet
- Worcester Controls Series F39 Pneumatic Actuator: Twin-Piston, Double Rack-And-PinionDocument12 pagesWorcester Controls Series F39 Pneumatic Actuator: Twin-Piston, Double Rack-And-Pinionalejomariana03No ratings yet
- Genuine Cummins Parts - OP6095-03Document4 pagesGenuine Cummins Parts - OP6095-03EPESANo ratings yet
- S and S Drivetrain 2016 PDFDocument108 pagesS and S Drivetrain 2016 PDFAlejandro QuinonezNo ratings yet
- Parts Catalog PDFDocument328 pagesParts Catalog PDFsippoladNo ratings yet
- OEM - SITEK - SMT - MultifunctionManifold 0122 (Document2 pagesOEM - SITEK - SMT - MultifunctionManifold 0122 (ChangHuiChuanNo ratings yet
- Data Spare Part DatangDocument7 pagesData Spare Part DatangThaufan WijayaNo ratings yet
- No Spring Latch Core BarrelDocument1 pageNo Spring Latch Core BarrelRossin Hernan Zamora GarciaNo ratings yet
- Arauca Caja QR513 PDFDocument36 pagesArauca Caja QR513 PDFCarlos LimadaNo ratings yet
- Carro Bicapa (484.1100.1.15.DT#PARTSMANUAL FFD) PDFDocument32 pagesCarro Bicapa (484.1100.1.15.DT#PARTSMANUAL FFD) PDFkelly ArmasNo ratings yet
- Chapter 62 - Main Rotor: BHT-412-CR&O-3Document194 pagesChapter 62 - Main Rotor: BHT-412-CR&O-3252nd PAS100% (1)
- Fiat Doblo Panorama 2016 Owner's ManualDocument323 pagesFiat Doblo Panorama 2016 Owner's ManualZaki YoussifNo ratings yet
- Catalog CTC MedicalDocument30 pagesCatalog CTC Medicalfelicio49hotmailNo ratings yet
- 501-19 Bumper PICKUP JMCDocument5 pages501-19 Bumper PICKUP JMCRusonegroNo ratings yet
- Tech Tips: Service CallDocument6 pagesTech Tips: Service CallAnthony David Martínez VallejoNo ratings yet
- Floor Harness - Schematic DiagramsDocument9 pagesFloor Harness - Schematic DiagramsVo Duy KhanhNo ratings yet
- Sl. No. Item Description Remarks Details of Specification Part No. Require D QtyDocument14 pagesSl. No. Item Description Remarks Details of Specification Part No. Require D QtySandeep NikhilNo ratings yet
- Electronic Parts Catalog - Option Detail Option Group Graphic Film Card DateDocument2 pagesElectronic Parts Catalog - Option Detail Option Group Graphic Film Card DatenurdinzaiNo ratings yet
- Installation and Service Manual For The Series 500 Fan: (Hydraulic Control)Document11 pagesInstallation and Service Manual For The Series 500 Fan: (Hydraulic Control)Валентин ДимитровNo ratings yet
- ZF 4HP20 Automatic Transmission Repair Manual PDFDocument140 pagesZF 4HP20 Automatic Transmission Repair Manual PDFprueba1No ratings yet
- 2008 Line-Up ChartDocument33 pages2008 Line-Up ChartgvmarianoNo ratings yet
- AT 402 - IPM 5 Power - Plant - 01 20 PDFDocument19 pagesAT 402 - IPM 5 Power - Plant - 01 20 PDFJef Avionica LtdaNo ratings yet
- Home Gardener: Outdoor Power EquipmentDocument5 pagesHome Gardener: Outdoor Power EquipmentjamesNo ratings yet
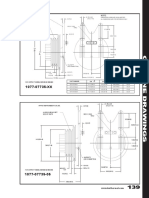
- Borg Warner Outline Drawings 1077-07 SeriesDocument41 pagesBorg Warner Outline Drawings 1077-07 SeriesalbertoNo ratings yet
- 2018 Global Tire Company RankingsDocument10 pages2018 Global Tire Company RankingsRazvan Razvi Nedelcu100% (1)
- Fuse Box Opel Astra FDocument5 pagesFuse Box Opel Astra Fjoao100% (1)
- Eje de Levas Emd645Document21 pagesEje de Levas Emd645Terah PioNo ratings yet
- 83-85 Honda VF750F-VF700F Shop ManualDocument310 pages83-85 Honda VF750F-VF700F Shop ManualJosh McQueenNo ratings yet
- Pratt & Whitney Canada: Maintenance Manual MANUAL PART NO. 3034342Document24 pagesPratt & Whitney Canada: Maintenance Manual MANUAL PART NO. 3034342EstebanNo ratings yet
- Gear Group (Front) - Remove: Desarmado y ArmadoDocument3 pagesGear Group (Front) - Remove: Desarmado y ArmadoJulio MezaNo ratings yet
- F01 Sliding Tilting SunroofDocument21 pagesF01 Sliding Tilting SunroofPhan VănNo ratings yet
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Ageing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityFrom EverandAgeing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityNo ratings yet
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionFrom EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNo ratings yet
- Bulk Material Handling: Practical Guidance for Mechanical EngineersFrom EverandBulk Material Handling: Practical Guidance for Mechanical EngineersRating: 5 out of 5 stars5/5 (1)
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Basic Digital Signal Processing: Butterworths Basic SeriesFrom EverandBasic Digital Signal Processing: Butterworths Basic SeriesRating: 5 out of 5 stars5/5 (1)
- Mechanical Vibrations and Condition MonitoringFrom EverandMechanical Vibrations and Condition MonitoringRating: 5 out of 5 stars5/5 (1)
- Airplane Flying Handbook: FAA-H-8083-3C (2024)From EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Rating: 4 out of 5 stars4/5 (12)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataFrom EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- The Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionFrom EverandThe Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionNo ratings yet
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItFrom EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItRating: 4 out of 5 stars4/5 (25)
- Cyber-Physical Systems: Foundations, Principles and ApplicationsFrom EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongNo ratings yet