You might also like
- Conditioning and Distribution of Compressed AirDocument19 pagesConditioning and Distribution of Compressed AirKCNo ratings yet
- Solid-Liquid Filtration: A User’s Guide to Minimizing Cost and Environmental Impact, Maximizing Quality and ProductivityFrom EverandSolid-Liquid Filtration: A User’s Guide to Minimizing Cost and Environmental Impact, Maximizing Quality and ProductivityRating: 5 out of 5 stars5/5 (2)
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisFrom EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisRating: 5 out of 5 stars5/5 (1)
- Jotaprime Mastic 80 AGDocument8 pagesJotaprime Mastic 80 AGMuthu Sivarama Krishnan Nallaiah100% (2)
- RAF Baghouse Filter MikropulDocument4 pagesRAF Baghouse Filter MikropulCharik JainNo ratings yet
- Du PFS Eco Paintshop en LowDocument8 pagesDu PFS Eco Paintshop en LowsandikshaNo ratings yet
- Atlas Copco MD Dryer Brochure 2Document12 pagesAtlas Copco MD Dryer Brochure 2MistysParts100% (1)
- Horizontal and High-Efficiency CycloneDocument6 pagesHorizontal and High-Efficiency Cyclonemshah222No ratings yet
- Брошюра - Осушители BdDocument12 pagesБрошюра - Осушители Bdairpart100% (1)
- Atlas CopcoDocument9 pagesAtlas Copcojrsdve100% (1)
- Fluid Bed ProcessorDocument16 pagesFluid Bed ProcessorjavierbravoantonNo ratings yet
- Air Drying ProcessDocument2 pagesAir Drying Processmarcoo8No ratings yet
- Nordin Air Filters For TurbinesDocument12 pagesNordin Air Filters For TurbinesJorge Cuadros BlasNo ratings yet
- The ECO Applicator Less Moisture, Faster Drying! - Monforts - DocumentDocument3 pagesThe ECO Applicator Less Moisture, Faster Drying! - Monforts - DocumentEng Mohamed Elsharkawy100% (1)
- Giotto Water Sludge DriersDocument8 pagesGiotto Water Sludge DriersmuhammedNo ratings yet
- Deduster® Anthology - : The Complete GuideDocument16 pagesDeduster® Anthology - : The Complete GuidePetros IosifidisNo ratings yet
- Air Pollution and ControlDocument16 pagesAir Pollution and Controlgovica0702No ratings yet
- BD+ CD+ XD+ - tcm833-3534072Document20 pagesBD+ CD+ XD+ - tcm833-3534072MisterMMNo ratings yet
- CeramicsDocument31 pagesCeramicsMuhammad FakhruddinNo ratings yet
- Hankinson PDFDocument8 pagesHankinson PDFJuan GalvesNo ratings yet
- Chapter C5: Air Handling UnitsDocument16 pagesChapter C5: Air Handling UnitsAli AimranNo ratings yet
- Latest Fabric Filter Technology For Power IndustryDocument47 pagesLatest Fabric Filter Technology For Power IndustrysimplyammarNo ratings yet
- Biotower 001 PDFDocument3 pagesBiotower 001 PDFIsmael KhalilNo ratings yet
- Munters Desiccant WheelsDocument8 pagesMunters Desiccant WheelsSerban AlexandraNo ratings yet
- Lecture No.7 (Air Filtration)Document10 pagesLecture No.7 (Air Filtration)Mohsen HassanNo ratings yet
- Filtros PurolatorDocument2 pagesFiltros PurolatorDiego RomeroNo ratings yet
- CAGI Article Types of Compressed Air DryersDocument5 pagesCAGI Article Types of Compressed Air DryersHalima LAARARINo ratings yet
- IICRCDocument14 pagesIICRCmilkah mwauraNo ratings yet
- Adsorption Dryer CatalogueDocument8 pagesAdsorption Dryer CatalogueAmirArmanNo ratings yet
- Marco Osvaldo Vigueras ZunigaDocument8 pagesMarco Osvaldo Vigueras ZunigaAnonymous PkeI8e84RsNo ratings yet
- Air Pollution Treatment MethodsDocument64 pagesAir Pollution Treatment Methodssagbvn100% (1)
- Gravitational Settling ChambersDocument6 pagesGravitational Settling ChambersVinod KumarNo ratings yet
- Air Pollution Prevention and ControlDocument48 pagesAir Pollution Prevention and Controlmuhammad usman HaiderNo ratings yet
- SUPCON Solution For Waste IncineratorDocument11 pagesSUPCON Solution For Waste IncineratorJKKNo ratings yet
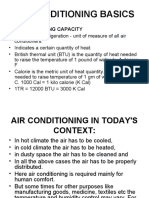
- Airconditioning Basics: Air-Conditioning CapacityDocument61 pagesAirconditioning Basics: Air-Conditioning CapacitySaba ArifNo ratings yet
- Wet Scrubber: - Blog - Oureducation.In (Sakshi Soni)Document13 pagesWet Scrubber: - Blog - Oureducation.In (Sakshi Soni)Mgn SanNo ratings yet
- At ThermostarDocument8 pagesAt ThermostarLam Ch100% (1)
- And Climate Change MitigationDocument3 pagesAnd Climate Change MitigationSalim Akhtar KhanNo ratings yet
- Hankison HF FiltrosDocument8 pagesHankison HF FiltrosOswaldoNo ratings yet
- Magix: All-Purpose Exhaust Air Washer For Pig and Poultry HousesDocument4 pagesMagix: All-Purpose Exhaust Air Washer For Pig and Poultry Housessrdjan013No ratings yet
- Prevention and Control of Air PollutionDocument48 pagesPrevention and Control of Air PollutionmikramNo ratings yet
- Prevention and Control of Air PollutionDocument48 pagesPrevention and Control of Air PollutionmikramNo ratings yet
- Manual de Filtros CeramicosDocument16 pagesManual de Filtros CeramicosAnonymous KbM6WrPzNo ratings yet
- Air TreatmentDocument7 pagesAir TreatmentmishraenggNo ratings yet
- Drypoint M BrochureDocument4 pagesDrypoint M BrochurejuandajdjNo ratings yet
- Compair Line FiltersDocument8 pagesCompair Line FiltersmuppetscrapNo ratings yet
- Compressed Air Filters PDFDocument70 pagesCompressed Air Filters PDFdj22500No ratings yet
- Compressed Air Treatment, Drier and StorageDocument24 pagesCompressed Air Treatment, Drier and StorageAna PrisacariuNo ratings yet
- Condensation and BiofiltrationDocument19 pagesCondensation and BiofiltrationTHABILE MUSWEDENo ratings yet
- Air DryerDocument21 pagesAir DryerGeorgiNo ratings yet
- Boge Compressed Air TreatmentDocument36 pagesBoge Compressed Air TreatmentAir Repair, LLCNo ratings yet
- Compressed Air Interchangeable Elements: Engineering SuccessDocument66 pagesCompressed Air Interchangeable Elements: Engineering SuccesscarlosNo ratings yet
- A DEH PR-5652-001-GB MultiAirPremium BR R6!10!2017 150dpiDocument12 pagesA DEH PR-5652-001-GB MultiAirPremium BR R6!10!2017 150dpitrutleptNo ratings yet
- Air Pollution Prevention and Control: Dr. Wesam Al MadhounDocument52 pagesAir Pollution Prevention and Control: Dr. Wesam Al MadhounAIZAZ SHAIKHNo ratings yet
- Petrogas Filtration CatalogueDocument12 pagesPetrogas Filtration Catalogueleandroperao5374No ratings yet
- Bodor Topsinn Filter Todc-4b Tehnicki PodaciDocument18 pagesBodor Topsinn Filter Todc-4b Tehnicki PodaciBodor Serbia Filos (Bodor Serbia)No ratings yet
- Dce Unimaster Manual DonaldsonDocument4 pagesDce Unimaster Manual DonaldsonAntonio CamachoNo ratings yet
- Air Pollution Control TechnologyDocument71 pagesAir Pollution Control TechnologyAhmad TarmiziNo ratings yet
- Constructed Wetlands for Industrial Wastewater TreatmentFrom EverandConstructed Wetlands for Industrial Wastewater TreatmentAlexandros I. StefanakisNo ratings yet
- Inside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryFrom EverandInside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryNo ratings yet
- Best Size For Refinery and TankersDocument2 pagesBest Size For Refinery and TankersKiran KrishnanNo ratings yet
- To Automate Where No Plant Has Automated Before: Acid Washing of Packed-Tower Chemical ScrubbersDocument11 pagesTo Automate Where No Plant Has Automated Before: Acid Washing of Packed-Tower Chemical ScrubbersKiran KrishnanNo ratings yet
- Chemical Industry ReleasesDocument152 pagesChemical Industry ReleasesKiran KrishnanNo ratings yet
- Material and Energy Balance in Industrial PlantDocument26 pagesMaterial and Energy Balance in Industrial Plantconan45No ratings yet
- 2012 Hindu CalendarDocument38 pages2012 Hindu CalendarNiranjanShahNo ratings yet
- Miacalcin NasalDocument17 pagesMiacalcin NasalKiran KrishnanNo ratings yet
- Intercrete 4840 - AG - Rev1 - Eng PDFDocument10 pagesIntercrete 4840 - AG - Rev1 - Eng PDFLinnie McleodNo ratings yet
- 1476280769ps3851 Ritver Acrylic 2k Topcoat - HB - 2012Document3 pages1476280769ps3851 Ritver Acrylic 2k Topcoat - HB - 2012Zia Ur RehmanNo ratings yet
- Price List RetailsDocument16 pagesPrice List RetailsKishan AhirNo ratings yet
- Naffco-Psv-Pc Application ProcedureDocument5 pagesNaffco-Psv-Pc Application Procedureimad qaissouniNo ratings yet
- Duffy AutoBodyDocument18 pagesDuffy AutoBodyHarshitNo ratings yet
- MP10 MP12 PDFDocument148 pagesMP10 MP12 PDFBakiNo ratings yet
- Technical Data Propan - Gemini SyntheticDocument2 pagesTechnical Data Propan - Gemini SyntheticErwin MalmsteinNo ratings yet
- Accela CotaDocument5 pagesAccela CotaHassan HaniNo ratings yet
- Protectosil ANTIGRAFFITI PDFDocument3 pagesProtectosil ANTIGRAFFITI PDFFrancois-No ratings yet
- Coshh Assessment 2 15 March 2018 New Recent EventDocument4 pagesCoshh Assessment 2 15 March 2018 New Recent EventMohamed AtefNo ratings yet
- Technical Data Sheet: Easicoat Professional Refinish SystemDocument24 pagesTechnical Data Sheet: Easicoat Professional Refinish System'Jeiami Verano CaramayNo ratings yet
- Instructions-Parts List: Air Spray GunDocument20 pagesInstructions-Parts List: Air Spray GunDan AyalaNo ratings yet
- VP 500 S - ManualDocument16 pagesVP 500 S - Manualapi-3731827No ratings yet
- Latest Airless Paint Sprayers From Wagner Project ProDocument8 pagesLatest Airless Paint Sprayers From Wagner Project ProwagnerSpraypaintingNo ratings yet
- SPT International Automatic Spray Painting SystemsDocument2 pagesSPT International Automatic Spray Painting SystemsChris PerryNo ratings yet
- Spray Booth Design EnglishDocument7 pagesSpray Booth Design EnglishGanesh.MahendraNo ratings yet
- Car Spray PaintingDocument16 pagesCar Spray PaintingFabricio100% (2)
- 14E / 14E-H / 14E-P Spray Gun Wire Combustion: Product Manual MAN 41606 EN 06Document60 pages14E / 14E-H / 14E-P Spray Gun Wire Combustion: Product Manual MAN 41606 EN 06Syauqi RamadhanNo ratings yet
- HD Karcher 10 25 4 S PlusDocument16 pagesHD Karcher 10 25 4 S PlusCere_CericNo ratings yet
- Carboguard 193: Selection & Specification DataDocument4 pagesCarboguard 193: Selection & Specification DataGraciele SantosNo ratings yet
- Sika BitumenDocument2 pagesSika BitumenMilan BojicNo ratings yet
- Automation of Field Application of Plural Component Coatings To Improve Accuracy, Productivity, and Provide Documentation of The Coating OperationDocument8 pagesAutomation of Field Application of Plural Component Coatings To Improve Accuracy, Productivity, and Provide Documentation of The Coating Operationargentino_ar01No ratings yet
- Military Aerospace Coating: MIL-PRF-85285E, Type I and IV, Class H F94 Colors (844 Series)Document2 pagesMilitary Aerospace Coating: MIL-PRF-85285E, Type I and IV, Class H F94 Colors (844 Series)Carlos Alberto Rozo R.No ratings yet
- FINALDocument16 pagesFINALKowsalya ChandrasekarNo ratings yet
- Method Satment For Outher Tank Painting WorksDocument7 pagesMethod Satment For Outher Tank Painting WorksTri Aji100% (1)
- PowrLiner 3100Document28 pagesPowrLiner 3100Vitor FreitasNo ratings yet
- Instructions For Use: Mh5MeDocument23 pagesInstructions For Use: Mh5MetataminNo ratings yet
- Technical Data Sheet: Desothane HS CA8200 Military and Defense TopcoatsDocument8 pagesTechnical Data Sheet: Desothane HS CA8200 Military and Defense TopcoatsAbhinandan JainNo ratings yet
- Clear 923-155 GlasuritDocument1 pageClear 923-155 GlasuritJumadi AlkutsNo ratings yet