You might also like
- Processes: Utilization of Pyrolytic Carbon Black Waste For The Development of Sustainable MaterialsDocument16 pagesProcesses: Utilization of Pyrolytic Carbon Black Waste For The Development of Sustainable MaterialsЮрий КостенкоNo ratings yet
- AISC ExamI1&2&3Document11 pagesAISC ExamI1&2&3Dhurai KesavanNo ratings yet
- Calculation of The Plastic Section Modulus Using The ComputerDocument4 pagesCalculation of The Plastic Section Modulus Using The ComputerAnonymous 7MdZQn1No ratings yet
- Nueva Medicina Germanica Folleto PresentacionDocument54 pagesNueva Medicina Germanica Folleto PresentacionAnii QuirosNo ratings yet
- Astm-D751 06Document19 pagesAstm-D751 06Jeff Gaje100% (1)
- Catalog Profile PDFDocument57 pagesCatalog Profile PDFTănase FlorianNo ratings yet
- Acceptance Criteriafor Concreteand Reinforcedand Unreinforced Masonry Strengtheningusing FRPDocument13 pagesAcceptance Criteriafor Concreteand Reinforcedand Unreinforced Masonry Strengtheningusing FRPmy09No ratings yet
- IMPERSEAL 7000XL waterproofing membraneDocument2 pagesIMPERSEAL 7000XL waterproofing membraneJeff GajeNo ratings yet
- Testing Calibration Fees 2019Document10 pagesTesting Calibration Fees 2019alyanna aysonNo ratings yet
- Chap 11 5 Bar SpliceDocument3 pagesChap 11 5 Bar SpliceLleiLleiNo ratings yet
- Specification For Spring SupportsDocument22 pagesSpecification For Spring SupportsJeff GajeNo ratings yet
- Leading Fastener Companies in ChinaDocument7 pagesLeading Fastener Companies in ChinaJeff GajeNo ratings yet
- Publications FroschDocument7 pagesPublications FroschJeff GajeNo ratings yet
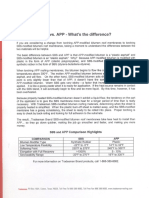
- SBS Vs APP PDFDocument1 pageSBS Vs APP PDFJeff GajeNo ratings yet
- EN1991 8 CalgaroDocument38 pagesEN1991 8 CalgaroNicu LucanNo ratings yet
- WRN STD 015Document1 pageWRN STD 015Jeff GajeNo ratings yet
- Astm D4434 04Document4 pagesAstm D4434 04Jeff GajeNo ratings yet
- Tunnel Engineering-1 25042016 084008AMDocument82 pagesTunnel Engineering-1 25042016 084008AMJacky LeongNo ratings yet
- Quick Anchor: Users ManualDocument21 pagesQuick Anchor: Users ManualJeff GajeNo ratings yet
- Seismic Design and Analysis of Underground StructuDocument48 pagesSeismic Design and Analysis of Underground StructuJeff GajeNo ratings yet
- Wood and Armer Slab Design Method for Twisting MomentsDocument2 pagesWood and Armer Slab Design Method for Twisting MomentsBalaji VenkateswaranNo ratings yet
- TM 5-809-1 AFMAN 88-3 Chap-1 C1Document97 pagesTM 5-809-1 AFMAN 88-3 Chap-1 C1Jeff GajeNo ratings yet
- Dynamic TableDocument27 pagesDynamic Tablepinksp5No ratings yet
- Spez OpenSide Cargo ContainerDocument19 pagesSpez OpenSide Cargo ContainerJeff GajeNo ratings yet
- Safety Factors - For Pile TestingDocument7 pagesSafety Factors - For Pile TestingJeff GajeNo ratings yet
- Manhole Cover Slab Reinforcement ArrangementDocument1 pageManhole Cover Slab Reinforcement ArrangementMesfin DerbewNo ratings yet
- Dynamic TableDocument27 pagesDynamic Tablepinksp5No ratings yet
- Driven Pile Specs - Sec700Document154 pagesDriven Pile Specs - Sec700Jeff GajeNo ratings yet
- WRN STD 007aDocument1 pageWRN STD 007aJeff GajeNo ratings yet
- Dirty Ice Cream Cart 100..Document1 pageDirty Ice Cream Cart 100..Jeff GajeNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Re Factoring and Design PatternsDocument783 pagesRe Factoring and Design PatternsEvans Krypton Sowah100% (5)
- 66 67wvh8m8dall BLL-2936104Document50 pages66 67wvh8m8dall BLL-2936104ManunoghiNo ratings yet
- Zero Energy Architecture-2Document45 pagesZero Energy Architecture-2Avjeet SinghNo ratings yet
- Why Geomechanical Reservoir KpiDocument43 pagesWhy Geomechanical Reservoir KpiKevin MusterNo ratings yet
- 1 s2.0 S0950061822007966 MainDocument20 pages1 s2.0 S0950061822007966 MainmohammadNo ratings yet
- MastertigACDC 2000 2500 2500W 3500W Om enDocument33 pagesMastertigACDC 2000 2500 2500W 3500W Om enkhairy2013No ratings yet
- IECDocument52 pagesIECM.r. Munish100% (2)
- Motor Protection Principles: Arijit Banerjee, Arvind Tiwari-GE Global Research Jakov Vico, Craig Wester - GE MultilinDocument35 pagesMotor Protection Principles: Arijit Banerjee, Arvind Tiwari-GE Global Research Jakov Vico, Craig Wester - GE Multilinvaradarajanrengasamy100% (1)
- Experiment 1 Phy 360Document14 pagesExperiment 1 Phy 360Mohd Khairul0% (2)
- Resume Mithun UpdatedDocument7 pagesResume Mithun UpdatedmithunNo ratings yet
- BASH Shell Scripting SyllabusDocument4 pagesBASH Shell Scripting SyllabusAdzmely Mansor100% (1)
- Value Chain Engineering Assignemnt IIDocument22 pagesValue Chain Engineering Assignemnt IImaria50% (2)
- Section 3.3.4 Neutral Earthing Resistors R1Document7 pagesSection 3.3.4 Neutral Earthing Resistors R1waelabouelelaNo ratings yet
- Watershed & Four Water ConceptDocument31 pagesWatershed & Four Water ConceptNarendra SinghNo ratings yet
- DehumidificationDocument9 pagesDehumidificationRafael Echano AcederaNo ratings yet
- Strategic Human Resource Development I SlidesDocument26 pagesStrategic Human Resource Development I SlidesAbhiman Behera50% (2)
- PF0060 KR QUANTEC Pro en PDFDocument2 pagesPF0060 KR QUANTEC Pro en PDFdanipopa_scribdNo ratings yet
- Exam 1 With SolutionsDocument11 pagesExam 1 With SolutionsSsebass PozzoNo ratings yet
- Chain-On-Edge Spindle Conveyor Coating Systems: Processes & EquipmentDocument1 pageChain-On-Edge Spindle Conveyor Coating Systems: Processes & EquipmentRavindra MahadeokarNo ratings yet
- Cross-Cultural Issues in Business Ethics: John Hooker Carnegie Mellon University June 2007Document28 pagesCross-Cultural Issues in Business Ethics: John Hooker Carnegie Mellon University June 2007modaloves1242100% (2)
- What Is A Project in Project ManagementDocument3 pagesWhat Is A Project in Project ManagementSamuel AntobamNo ratings yet
- Bhopal Gas Tragedy Case StudyDocument10 pagesBhopal Gas Tragedy Case StudyAbhijith MadabhushiNo ratings yet
- Usb Modem 2Document4 pagesUsb Modem 2emadNo ratings yet
- KTS Quotation Meidan Building Plumbing Works PDFDocument1 pageKTS Quotation Meidan Building Plumbing Works PDFShakeel Ahmad100% (1)
- Jinal Black BookDocument7 pagesJinal Black Bookhardik patel0% (1)
- Action Stories Lesson 2Document2 pagesAction Stories Lesson 2api-296427690No ratings yet
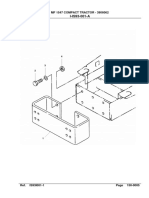
- MF1547Front Linkage - Seat PDFDocument18 pagesMF1547Front Linkage - Seat PDFAhmad Ali NursahidinNo ratings yet
- Cl60 Rooftop Iom 0213 eDocument94 pagesCl60 Rooftop Iom 0213 emikexiiNo ratings yet
- Fiat 4061 PDFDocument6 pagesFiat 4061 PDFSamir YehyaNo ratings yet
- Honda General Pursone Engine Gx120k1Document215 pagesHonda General Pursone Engine Gx120k1Ricky VilNo ratings yet