You might also like
- RheniumDocument1 pageRheniumbarghNo ratings yet
- Gold ReviewDocument21 pagesGold ReviewVladimir ZhukovNo ratings yet
- Harle2003A Simple Method For Determination of SolubilityDocument1 pageHarle2003A Simple Method For Determination of Solubilityivan estevesNo ratings yet
- Analytical Chemistry of Zirconium and Hafnium: International Series of Monographs in Analytical ChemistryFrom EverandAnalytical Chemistry of Zirconium and Hafnium: International Series of Monographs in Analytical ChemistryNo ratings yet
- A New Spot Test For Cerium (IV)Document4 pagesA New Spot Test For Cerium (IV)manisha beheraNo ratings yet
- Separation and Preconcentration by A Cloud Point ExtractionDocument24 pagesSeparation and Preconcentration by A Cloud Point ExtractionWi FuentesNo ratings yet
- 1Document12 pages1SYnn TESTNo ratings yet
- The Riches of UraniumDocument1 pageThe Riches of Uraniumpepe_nabasNo ratings yet
- Phosphorus-Nitrogen Compounds: Cyclic, Linear, and High Polymeric SystemsFrom EverandPhosphorus-Nitrogen Compounds: Cyclic, Linear, and High Polymeric SystemsNo ratings yet
- Uranium PDFDocument735 pagesUranium PDFJojo75000No ratings yet
- Structure and Properties of Inorganic Solids: International Series of Monographs in Solid State PhysicsFrom EverandStructure and Properties of Inorganic Solids: International Series of Monographs in Solid State PhysicsNo ratings yet
- Result Page: Description of EP2309028 Print Copy Contact Us CloseDocument26 pagesResult Page: Description of EP2309028 Print Copy Contact Us CloseKaveri JainNo ratings yet
- European Commission On Multi-Level Marketing and Pyramid Schemes. Part 2Document239 pagesEuropean Commission On Multi-Level Marketing and Pyramid Schemes. Part 2Ravi IndianNo ratings yet
- Churchills Mauser C96: Notes on -The blow-up in Sydney Street- from the London DecameroneFrom EverandChurchills Mauser C96: Notes on -The blow-up in Sydney Street- from the London DecameroneNo ratings yet
- Zinc Phosphating Cold Vs HotDocument2 pagesZinc Phosphating Cold Vs HotNaveen Kanchi100% (1)
- The Chemistry of UraniumDocument5 pagesThe Chemistry of UraniumJojo75000No ratings yet
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationFrom EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNo ratings yet
- Surface Physics of Materials: Materials Science and TechnologyFrom EverandSurface Physics of Materials: Materials Science and TechnologyNo ratings yet
- Overall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsFrom EverandOverall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsNo ratings yet
- Platinum Electroplating BathsDocument9 pagesPlatinum Electroplating Bathsm_f_deathNo ratings yet
- Design and Modelling of ECM Rifling ToolDocument5 pagesDesign and Modelling of ECM Rifling Tooldavid2404100% (2)
- Jay Holland DetailedDocument5 pagesJay Holland DetailedJay NovaNo ratings yet
- TungstenDocument49 pagesTungstenahmed samyNo ratings yet
- Aluminum 2024 T6Document4 pagesAluminum 2024 T6Thiru Kumaran0% (1)
- Aluminizing Nickel Foam by A Slurry Coating ProcessDocument3 pagesAluminizing Nickel Foam by A Slurry Coating ProcessFatih BozkurtNo ratings yet
- Development and Ballistic Testing of A Functionally Gradient Ceramic Metal AppliqueDocument12 pagesDevelopment and Ballistic Testing of A Functionally Gradient Ceramic Metal Appliquegrindormh53No ratings yet
- Kevlar: What Is It Properties UsesDocument7 pagesKevlar: What Is It Properties UsesShukla PalitNo ratings yet
- US3779883 PentaDocument6 pagesUS3779883 PentaRuchita Poilkar100% (1)
- Priming Systems For Centerfire Cartridge in Use TodayDocument3 pagesPriming Systems For Centerfire Cartridge in Use Todayranger9013100% (1)
- Staining Carbonates2Document15 pagesStaining Carbonates2eddie_f22No ratings yet
- Materials and Design: X.F. Zhang, Y.C. LiDocument8 pagesMaterials and Design: X.F. Zhang, Y.C. LivenkatesanjsNo ratings yet
- Ybco Superconductor Characterization Under Shear StrainDocument4 pagesYbco Superconductor Characterization Under Shear StrainRiddhesh PatelNo ratings yet
- Fabbricazione Parti MetallicheDocument57 pagesFabbricazione Parti MetallichegattiantonioNo ratings yet
- Dragon Egg StudyDocument4 pagesDragon Egg StudyisraelNo ratings yet
- Revision B - 1982 PDFDocument34 pagesRevision B - 1982 PDFdududadamikeNo ratings yet
- Navy MIC PrimerDocument29 pagesNavy MIC PrimerDANIEL RONTEYNo ratings yet
- A, Krohn, Bohn - 1972 - Electrodeposition and Surface TreatmentDocument13 pagesA, Krohn, Bohn - 1972 - Electrodeposition and Surface TreatmentDhanapal PalNo ratings yet
- Waveguide To Coax AdaptersDocument2 pagesWaveguide To Coax AdaptersJoão RodriguesNo ratings yet
- Plasma and DC Bias PDFDocument45 pagesPlasma and DC Bias PDFMaureen Kae Atractivo SubalaNo ratings yet
- Danes HM A Nesh 2003Document6 pagesDanes HM A Nesh 2003Rina OktapianiNo ratings yet
- FX Black Powder PDFDocument18 pagesFX Black Powder PDFPijush SarkarNo ratings yet
- Corrosion Science and Engineering - Course Material PDFDocument481 pagesCorrosion Science and Engineering - Course Material PDFDeepak UpadhyayNo ratings yet
- Koch-2008-Propellants, Explosives, Pyrotechnics PDFDocument12 pagesKoch-2008-Propellants, Explosives, Pyrotechnics PDFmien nam100% (1)
- Allsop PopelinskyDocument10 pagesAllsop PopelinskyeventnowNo ratings yet
- Atmosphere Reentry of A Hydrazine TankDocument11 pagesAtmosphere Reentry of A Hydrazine TankdroberNo ratings yet
- AAMI New 04.2012 Presentation Eng Rev 1Document30 pagesAAMI New 04.2012 Presentation Eng Rev 1César SantacruzNo ratings yet
- High Explosives Technology and Applications PDFDocument94 pagesHigh Explosives Technology and Applications PDFwarrior_2008No ratings yet
- Heat Treatment and Hardness of Tool SteelDocument14 pagesHeat Treatment and Hardness of Tool SteelStephen MirdoNo ratings yet
- Bezzera BB003 Coffee Grinder Parts ManualDocument9 pagesBezzera BB003 Coffee Grinder Parts ManualKeetykatNo ratings yet
- Nickle Based SuperalloyDocument25 pagesNickle Based SuperalloyLavesh Kumar100% (1)
- MIL-C-26074D StandardDocument11 pagesMIL-C-26074D StandardfidoruckNo ratings yet
- Process Aspects of RegenerationDocument42 pagesProcess Aspects of RegenerationvijaymwaghNo ratings yet
- Cooling TowersDocument6 pagesCooling TowersvijaymwaghNo ratings yet
- Us 8221710Document20 pagesUs 8221710vijaymwaghNo ratings yet
- Vacuum Pump SelectionDocument17 pagesVacuum Pump SelectionAyman Mohammed Ibrahim AbdouNo ratings yet
- Ubc - 1991 - A7 G73 PDFDocument0 pagesUbc - 1991 - A7 G73 PDFvijaymwaghNo ratings yet
- Cooling TowersDocument6 pagesCooling TowersvijaymwaghNo ratings yet
- TMS2002 HGDocument12 pagesTMS2002 HGvijaymwaghNo ratings yet
- Us 4102784Document7 pagesUs 4102784vijaymwaghNo ratings yet
- DMR-2505 DMR-2505Document44 pagesDMR-2505 DMR-2505vijaymwaghNo ratings yet
- Us 4102784Document7 pagesUs 4102784vijaymwaghNo ratings yet
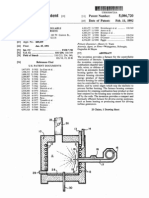
- Us 5086720Document6 pagesUs 5086720vijaymwaghNo ratings yet
- Us 7132386Document43 pagesUs 7132386vijaymwaghNo ratings yet
- Us 8221710Document20 pagesUs 8221710vijaymwaghNo ratings yet
- Heavy Metal Ion Extraction Using Organic Solvents An Application of The Equilibrium Slope MethodDocument13 pagesHeavy Metal Ion Extraction Using Organic Solvents An Application of The Equilibrium Slope MethodvijaymwaghNo ratings yet
- Us 3455677Document5 pagesUs 3455677vijaymwaghNo ratings yet
- Us 4057423Document18 pagesUs 4057423vijaymwaghNo ratings yet
- Bakır Ergitmede Çevre Kirliligi SorunuDocument5 pagesBakır Ergitmede Çevre Kirliligi SorunuBulent TopalNo ratings yet
- Us 3798306Document5 pagesUs 3798306vijaymwaghNo ratings yet
- 1 Ghoniem 1198Document17 pages1 Ghoniem 1198vijaymwaghNo ratings yet
- 2011-Ferromolybdenum Slag As Valuable Resource Material For The Production of Concrete Blocks BoehmeDocument16 pages2011-Ferromolybdenum Slag As Valuable Resource Material For The Production of Concrete Blocks BoehmevijaymwaghNo ratings yet
- Us 3224874Document3 pagesUs 3224874vijaymwaghNo ratings yet
- US4437884Document7 pagesUS4437884vijaymwaghNo ratings yet
- Us 3891521Document4 pagesUs 3891521vijaymwaghNo ratings yet
- 27 - 3-4 - Kansas City - 09-82 - 0071Document7 pages27 - 3-4 - Kansas City - 09-82 - 0071vijaymwaghNo ratings yet
- Us 3772047Document4 pagesUs 3772047vijaymwaghNo ratings yet
- United States Patent (10) Patent N0.: US 6,994,037 B2Document9 pagesUnited States Patent (10) Patent N0.: US 6,994,037 B2vijaymwaghNo ratings yet
- Us 7132386Document43 pagesUs 7132386vijaymwaghNo ratings yet
- Process For Recovering Copper and MolybdDocument6 pagesProcess For Recovering Copper and MolybdvijaymwaghNo ratings yet
- Us 4579721Document12 pagesUs 4579721vijaymwaghNo ratings yet
- Us 3755104Document4 pagesUs 3755104vijaymwaghNo ratings yet
- UFO Yukon Spring 2010Document8 pagesUFO Yukon Spring 2010Joy SimsNo ratings yet
- At The Origins of Music AnalysisDocument228 pagesAt The Origins of Music Analysismmmahod100% (1)
- Spring 2010 - CS604 - 1 - SolutionDocument2 pagesSpring 2010 - CS604 - 1 - SolutionPower GirlsNo ratings yet
- A2Document4 pagesA2Akshay KumarNo ratings yet
- Xtype Power Train DTC SummariesDocument53 pagesXtype Power Train DTC Summariescardude45750No ratings yet
- Computer System Servicing 1 NC-II MODULE 8A (Second Semester: Week 6 - 7)Document19 pagesComputer System Servicing 1 NC-II MODULE 8A (Second Semester: Week 6 - 7)Carl John GomezNo ratings yet
- SecurityFund PPT 1.1Document13 pagesSecurityFund PPT 1.1Fmunoz MunozNo ratings yet
- 2023 Teacher Email ListDocument5 pages2023 Teacher Email ListmunazamfbsNo ratings yet
- What You Need To Know About Your Drive TestDocument12 pagesWhat You Need To Know About Your Drive TestMorley MuseNo ratings yet
- Web-Based Attendance Management System Using Bimodal Authentication TechniquesDocument61 pagesWeb-Based Attendance Management System Using Bimodal Authentication TechniquesajextopeNo ratings yet
- GCP Vol 2 PDF (2022 Edition)Document548 pagesGCP Vol 2 PDF (2022 Edition)Sergio AlvaradoNo ratings yet
- Essentials: Week by WeekDocument18 pagesEssentials: Week by WeekHirenkumar ShahNo ratings yet
- 35 Electrical Safety SamanDocument32 pages35 Electrical Safety SamanSaman Sri Ananda RajapaksaNo ratings yet
- Test Bank For The Psychology of Health and Health Care A Canadian Perspective 5th EditionDocument36 pagesTest Bank For The Psychology of Health and Health Care A Canadian Perspective 5th Editionload.notablewp0oz100% (37)
- STS Module 11Document64 pagesSTS Module 11Desiree GalletoNo ratings yet
- Oceanarium: Welcome To The Museum Press ReleaseDocument2 pagesOceanarium: Welcome To The Museum Press ReleaseCandlewick PressNo ratings yet
- LFF MGDocument260 pagesLFF MGRivo RoberalimananaNo ratings yet
- Albert Roussel, Paul LandormyDocument18 pagesAlbert Roussel, Paul Landormymmarriuss7No ratings yet
- Introduction To HDLDocument28 pagesIntroduction To HDLBack UpNo ratings yet
- How To Add Attachment Using JAVA MappingDocument4 pagesHow To Add Attachment Using JAVA MappingmvrooyenNo ratings yet
- LLM Letter Short LogoDocument1 pageLLM Letter Short LogoKidMonkey2299No ratings yet
- DN102-R0-GPJ-Design of Substructure & Foundation 28m+28m Span, 19.6m Width, 22m Height PDFDocument64 pagesDN102-R0-GPJ-Design of Substructure & Foundation 28m+28m Span, 19.6m Width, 22m Height PDFravichandraNo ratings yet
- Lenovo NotebooksDocument6 pagesLenovo NotebooksKamlendran BaradidathanNo ratings yet
- Low Speed Aerators PDFDocument13 pagesLow Speed Aerators PDFDgk RajuNo ratings yet
- DCN Dte-Dce and ModemsDocument5 pagesDCN Dte-Dce and ModemsSathish BabuNo ratings yet
- Sermon Manuscript Galatians 5:16-26Document9 pagesSermon Manuscript Galatians 5:16-26Nathaniel ParkerNo ratings yet
- Chief Complaint: History TakingDocument9 pagesChief Complaint: History TakingMohamad ZulfikarNo ratings yet
- B. Pengenalan Kepada Pengawal Mikro 1. Mengenali Sistem Yang Berasaskan Pengawal MikroDocument4 pagesB. Pengenalan Kepada Pengawal Mikro 1. Mengenali Sistem Yang Berasaskan Pengawal MikroSyamsul IsmailNo ratings yet
- I Pmtea 2020 HandoutDocument94 pagesI Pmtea 2020 HandoutAbhijeet Dutta100% (1)
- Spectacle Blinds - Closed Blinds Open Blinds (Ring Spacer)Document2 pagesSpectacle Blinds - Closed Blinds Open Blinds (Ring Spacer)Widiyanto WiwidNo ratings yet