You might also like
- Expedient Homemade Firearms - BSP 9mm SMG - P.A LutyDocument46 pagesExpedient Homemade Firearms - BSP 9mm SMG - P.A Lutybanjovy100% (5)
- (GUNSMITHING) The .22 PistolDocument18 pages(GUNSMITHING) The .22 PistolMago Invisivel88% (25)
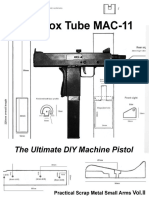
- 9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)Document24 pages9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)jkruise81% (16)
- Build-A-Borz (Practical Scrap Metal Small Arms Vol.9) PDFDocument23 pagesBuild-A-Borz (Practical Scrap Metal Small Arms Vol.9) PDFknockelflies86% (21)
- Square Tube Pistol Build PDFDocument6 pagesSquare Tube Pistol Build PDFJacob79% (28)
- Single-Shot Bolt Pistol or RifleDocument9 pagesSingle-Shot Bolt Pistol or RifleJai Davidson81% (31)
- Automatic and Concealable Firearms Design Book VOL.2Document71 pagesAutomatic and Concealable Firearms Design Book VOL.2esporadico12380% (64)
- The Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)Document16 pagesThe Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)BangBoomBang91% (68)
- PitbullDocument22 pagesPitbullcrbspoa93% (27)
- DIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)Document21 pagesDIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)fritzthecat5295% (22)
- UC Foldable SMGDocument37 pagesUC Foldable SMGfranlopal97% (32)
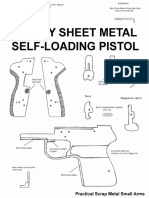
- Sheet Metal Self-Loading PistolDocument15 pagesSheet Metal Self-Loading Pistoljkruise100% (5)
- 22 Caliber Revolver Plan 2012Document24 pages22 Caliber Revolver Plan 2012Brock Potts87% (68)
- The Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2) PDFDocument22 pagesThe Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2) PDFBangBoomBang90% (125)
- DIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!From EverandDIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!Rating: 4 out of 5 stars4/5 (4)
- Building a Home Defense Remington 870 ShotgunFrom EverandBuilding a Home Defense Remington 870 ShotgunRating: 3.5 out of 5 stars3.5/5 (5)
- Improvised Weapons & Munitions – U.S. Army Ultimate Handbook: How to Create Explosive Devices & Weapons from Available Materials: Propellants, Mines, Grenades, Mortars and Rockets, Small Arms Weapons and Ammunition, Fuses, Detonators and Delay MechanismsFrom EverandImprovised Weapons & Munitions – U.S. Army Ultimate Handbook: How to Create Explosive Devices & Weapons from Available Materials: Propellants, Mines, Grenades, Mortars and Rockets, Small Arms Weapons and Ammunition, Fuses, Detonators and Delay MechanismsRating: 4.5 out of 5 stars4.5/5 (5)
- Practical Guide to the Operational Use of the PPS-43 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunNo ratings yet
- Professional Gunsmithing - A Textbook on the Repair and Alteration of Firearms - With Detailed Notes and Suggestions Relative to the Equipment and Operation of a Commercial Gun ShopFrom EverandProfessional Gunsmithing - A Textbook on the Repair and Alteration of Firearms - With Detailed Notes and Suggestions Relative to the Equipment and Operation of a Commercial Gun ShopRating: 5 out of 5 stars5/5 (3)
- Advanced Gunsmithing: A Manual of Instruction in the Manufacture, Alteration, and Repair of Firearms (75th Anniversary Edition)From EverandAdvanced Gunsmithing: A Manual of Instruction in the Manufacture, Alteration, and Repair of Firearms (75th Anniversary Edition)Rating: 3.5 out of 5 stars3.5/5 (2)
- Gunsmithing Made Easy: Projects for the Home GunsmithFrom EverandGunsmithing Made Easy: Projects for the Home GunsmithRating: 3 out of 5 stars3/5 (2)
- Improvised Munitions Handbook – Learn How to Make Explosive Devices & Weapons from Scratch (Warfare Skills Series): Illustrated & With Clear InstructionsFrom EverandImprovised Munitions Handbook – Learn How to Make Explosive Devices & Weapons from Scratch (Warfare Skills Series): Illustrated & With Clear InstructionsRating: 3.5 out of 5 stars3.5/5 (7)
- Come and Take It: The Gun Printer's Guide to Thinking FreeFrom EverandCome and Take It: The Gun Printer's Guide to Thinking FreeRating: 3.5 out of 5 stars3.5/5 (6)
- Gun Digest Book of Automatic Pistols Assembly/DisassemblyFrom EverandGun Digest Book of Automatic Pistols Assembly/DisassemblyRating: 3 out of 5 stars3/5 (3)
- The Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsFrom EverandThe Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsRating: 5 out of 5 stars5/5 (3)
- The Gunsmith's Manual: Practical Guide to All Branches of the TradeFrom EverandThe Gunsmith's Manual: Practical Guide to All Branches of the TradeNo ratings yet
- The Practical Guide to Man-Powered Weapons and Ammunition: Experiments with Catapults, Musketballs, Stonebows, Blowpipes, Big Airguns, and Bullet BowsFrom EverandThe Practical Guide to Man-Powered Weapons and Ammunition: Experiments with Catapults, Musketballs, Stonebows, Blowpipes, Big Airguns, and Bullet BowsRating: 5 out of 5 stars5/5 (1)
- Gunsmithing Modern Firearms: A Gun Guy's Guide to Making Good Guns Even BetterFrom EverandGunsmithing Modern Firearms: A Gun Guy's Guide to Making Good Guns Even BetterRating: 5 out of 5 stars5/5 (1)
- Building or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsFrom EverandBuilding or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsNo ratings yet
- Practical Guide to the Operational Use of the UZI Submachine GunFrom EverandPractical Guide to the Operational Use of the UZI Submachine GunNo ratings yet
- Gunsmithing the AR-15, Vol. 3: The Bench ManualFrom EverandGunsmithing the AR-15, Vol. 3: The Bench ManualRating: 2.5 out of 5 stars2.5/5 (4)
- The Complete Guide to Gunsmithing: Gun Care and RepairFrom EverandThe Complete Guide to Gunsmithing: Gun Care and RepairRating: 3 out of 5 stars3/5 (6)
- Custom Gunsmithing for Self-Defense FirearmsFrom EverandCustom Gunsmithing for Self-Defense FirearmsRating: 5 out of 5 stars5/5 (3)
- Practical Guide to the Operational Use of the PPSh-41 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPSh-41 Submachine GunRating: 5 out of 5 stars5/5 (2)
- Elementary Gunsmithing: A Manual of Instruction for Amateurs in the Alteration and Repair of FirearmsFrom EverandElementary Gunsmithing: A Manual of Instruction for Amateurs in the Alteration and Repair of FirearmsNo ratings yet
- Gunsmithing the AR-15, Vol. 1: How to Maintain, Repair, and AccessorizeFrom EverandGunsmithing the AR-15, Vol. 1: How to Maintain, Repair, and AccessorizeRating: 4.5 out of 5 stars4.5/5 (2)
- Practical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRFrom EverandPractical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRNo ratings yet
- Expedient .22 W. SilencerDocument18 pagesExpedient .22 W. Silencerjohn doe67% (3)
- 12g Shot PistolDocument23 pages12g Shot Pistolabhungry100% (1)
- The DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFDocument15 pagesThe DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFgunpdfs93% (122)
- 22 PistolDocument17 pages22 PistolLambourghini100% (4)
- The Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2)Document21 pagesThe Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2)K Scott Wyatt86% (7)
- The MAC-10 Construction Guide - Practical Scrap Metal Small Arms Vol.6Document23 pagesThe MAC-10 Construction Guide - Practical Scrap Metal Small Arms Vol.6Fisherman35787% (255)
- The Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)Document37 pagesThe Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)xan94% (18)
- PM 01 CarbineDocument9 pagesPM 01 CarbineK Scott Wyatt100% (2)
- 22lr Single Shot PistolDocument20 pages22lr Single Shot PistolMike Nichlos71% (7)
- Step by Step DIY Windmill PlansDocument10 pagesStep by Step DIY Windmill Planskeratoconos100% (2)
- Rifle and Pistol 101Document3 pagesRifle and Pistol 101bovine splendor100% (2)
- Restore Banner 3Document1 pageRestore Banner 3bovine splendorNo ratings yet
- US Army Ranger Handbook 2011 EditionDocument357 pagesUS Army Ranger Handbook 2011 Editionbovine splendor100% (10)
- MCO 3574.2K USMC Rifle Range OrderDocument93 pagesMCO 3574.2K USMC Rifle Range OrderGene EstradaNo ratings yet
- Communism Sticker - From Georgia FreedomDocument1 pageCommunism Sticker - From Georgia Freedombovine splendorNo ratings yet
- OIG ReportDocument63 pagesOIG ReportdcodreaNo ratings yet
- NuevoLaredoCartelGunBattle7 16 2010Document21 pagesNuevoLaredoCartelGunBattle7 16 2010bovine splendorNo ratings yet
- Western RTC FlyerDocument1 pageWestern RTC Flyerbovine splendorNo ratings yet
- OIG ReportDocument63 pagesOIG ReportdcodreaNo ratings yet
- MCWP 3-11.2 Marine Rifle SquadDocument351 pagesMCWP 3-11.2 Marine Rifle Squadbovine splendor100% (3)
- Sword 4 BoydDocument46 pagesSword 4 Boydbovine splendor100% (4)
- 4GW and Grand StrategyDocument112 pages4GW and Grand Strategybovine splendor100% (1)
- Usmc Scouting and PatrollingDocument121 pagesUsmc Scouting and Patrollingbovine splendor100% (2)
- Constant Propagation: CS 701 Fall 2007Document18 pagesConstant Propagation: CS 701 Fall 2007SahilNo ratings yet
- Ed13 NDocument16 pagesEd13 NsergioNo ratings yet
- (En) TS 9200BDADocument2 pages(En) TS 9200BDAijundiNo ratings yet
- L13-L16 Digital Logic FamiliesDocument35 pagesL13-L16 Digital Logic FamiliesMudit ShivendraNo ratings yet
- CS3001 U-Deck Parts Manual - John Deere Version PDFDocument116 pagesCS3001 U-Deck Parts Manual - John Deere Version PDFYuri Sanderson100% (3)
- Computer Systems Servicing NC II: Unit of Competency 1Document7 pagesComputer Systems Servicing NC II: Unit of Competency 1rap leeNo ratings yet
- ASUS Product GuideDocument43 pagesASUS Product GuidePauri AdiNo ratings yet
- Release Notes For Zebra Android Nougat 02-07-08.00-NG-U00-STD Release (GMS)Document14 pagesRelease Notes For Zebra Android Nougat 02-07-08.00-NG-U00-STD Release (GMS)paola espinozaNo ratings yet
- LG 32PC5R Service ManualDocument16 pagesLG 32PC5R Service ManualThomas OldburyNo ratings yet
- DE2i-150 FPGA System Manual 3Document110 pagesDE2i-150 FPGA System Manual 3Jean Carlos Obada DelgadoNo ratings yet
- OK4U 100W Grid Tie Inverter ManualDocument4 pagesOK4U 100W Grid Tie Inverter Manualdavidmc6375No ratings yet
- Lisa ToolKit 3 0 SourcesDocument1,012 pagesLisa ToolKit 3 0 Sourcesi336No ratings yet
- CS4000 Service and Maintenance Manual PDFDocument72 pagesCS4000 Service and Maintenance Manual PDFAthul Tuttu100% (1)
- Cognitive Dashboards With SAP UI5Document11 pagesCognitive Dashboards With SAP UI5deepnan12No ratings yet
- Ict 7 - Q1 ExamDocument3 pagesIct 7 - Q1 ExamdodongmakattigbasNo ratings yet
- Zeppelin ManualDocument18 pagesZeppelin Manualcharlotte_pNo ratings yet
- KHX1866C9D3 4GDocument2 pagesKHX1866C9D3 4GdcubasfNo ratings yet
- Kelly H PM User ManualDocument20 pagesKelly H PM User ManualmanmonbhaNo ratings yet
- BulkExpertBWSR Case BlueScopeSteel enDocument4 pagesBulkExpertBWSR Case BlueScopeSteel enDarduron .darduronNo ratings yet
- 3 Embedded Systems - Raj KamalDocument37 pages3 Embedded Systems - Raj KamalAshokkumar ManickamNo ratings yet
- 08 TIA-Portal PracticalDocument3 pages08 TIA-Portal PracticalAnkitNo ratings yet
- DVR Dahua 3108 8chDocument2 pagesDVR Dahua 3108 8chJavi KatzNo ratings yet
- Candy Perilica Rublja Error CodesDocument2 pagesCandy Perilica Rublja Error CodesterranohrNo ratings yet
- BBC TVP What Is IptvDocument32 pagesBBC TVP What Is IptvMukhlis YuliantoNo ratings yet
- SONY KDL-46W950A Service Manuals PDFDocument237 pagesSONY KDL-46W950A Service Manuals PDFboroda241050% (2)
- Access Control Lists (Acls) : Case StudyDocument20 pagesAccess Control Lists (Acls) : Case Studykevin142No ratings yet
- DCS System CabinetDocument20 pagesDCS System CabinetAhmad RabieNo ratings yet
- Travelstar 25GS, 18GT, & 12GN: Quick Installation GuideDocument2 pagesTravelstar 25GS, 18GT, & 12GN: Quick Installation Guidebim2009No ratings yet
- Assignment 1 SolDocument13 pagesAssignment 1 SolkshamblNo ratings yet
- Instrumentasi Industri: PendahuluanDocument30 pagesInstrumentasi Industri: PendahuluanrifqiriadhyNo ratings yet