You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
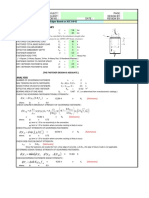
- Single Tension Fastener Away From Edges Based On ACI 318-02Document2 pagesSingle Tension Fastener Away From Edges Based On ACI 318-02civixxNo ratings yet
- Astm e 90Document15 pagesAstm e 90Ginneth_Millan_0No ratings yet
- Jack Sarfatti - Hologram UniverseDocument9 pagesJack Sarfatti - Hologram UniverseFrankOfTomorrowNo ratings yet
- Merchant's Circle NotsDocument5 pagesMerchant's Circle NotsSaravanan MathiNo ratings yet
- Chemistry Final Exam Review KEY: Practice ProblemsDocument7 pagesChemistry Final Exam Review KEY: Practice ProblemsZetrix JensenNo ratings yet
- Preliminary Steel Composite Bridge Design ExampleDocument11 pagesPreliminary Steel Composite Bridge Design Examplemamad66No ratings yet
- Ch2QM PDFDocument26 pagesCh2QM PDFfractalgeoNo ratings yet
- Formwork DesignDocument2 pagesFormwork DesignBilal Ahmed Barbhuiya67% (3)
- Ejercicios Calor ExamenDocument4 pagesEjercicios Calor ExamenAlexander Yauri Gomez50% (2)
- 09 Science Notes Ch10 GravitationDocument4 pages09 Science Notes Ch10 Gravitationdvrao_chowdaryNo ratings yet
- 151 0548 FS2017 K3 Introduction To Polymer MaterialsDocument49 pages151 0548 FS2017 K3 Introduction To Polymer MaterialsLu HkarrNo ratings yet
- Coupled PendulumDocument5 pagesCoupled PendulumSubhasis PandaNo ratings yet
- Photolysis Study by FtirDocument8 pagesPhotolysis Study by FtirrakibhossainNo ratings yet
- Strength of Materials (S.O.M.) Model Question Paper (Q.P.) SolutionDocument16 pagesStrength of Materials (S.O.M.) Model Question Paper (Q.P.) SolutionProf. P. H. Jain92% (13)
- Hubungan Antara Ilmu Dan TeknologiDocument38 pagesHubungan Antara Ilmu Dan Teknologiyoga prasetyaNo ratings yet
- Chapter 3c X Ray DiffractionDocument51 pagesChapter 3c X Ray DiffractionDeependra Kumar Ban100% (1)
- 4e3 A Maths Prelim Exam Paper 2Document4 pages4e3 A Maths Prelim Exam Paper 2ahmedzaki1234No ratings yet
- AmpereDocument28 pagesAmpereJaneth de JuanNo ratings yet
- Radial Equation For Spherically Symmetric PotentialDocument7 pagesRadial Equation For Spherically Symmetric PotentialOliver58No ratings yet
- Inverted Pendulum ControlDocument2 pagesInverted Pendulum ControlShwethaNo ratings yet
- Laboratory Manual: FOR Physics Laboratory - IDocument71 pagesLaboratory Manual: FOR Physics Laboratory - IAmy PetersNo ratings yet
- Chem ch3Document20 pagesChem ch3ChandlerNo ratings yet
- BD 2101Document77 pagesBD 2101babarkhattakNo ratings yet
- Chapter 2Document40 pagesChapter 2IntanLeeyanaNo ratings yet
- Crushed Ore Agglomeration and Its Control For Heap Leach OperationsDocument18 pagesCrushed Ore Agglomeration and Its Control For Heap Leach Operationsmehra222100% (3)
- 1525950185module-2 Unit5 COM-IDocument8 pages1525950185module-2 Unit5 COM-ISimranNo ratings yet
- Class 11 Chemistry Chapter 2 Atomic StructureDocument44 pagesClass 11 Chemistry Chapter 2 Atomic StructureamirbadshahNo ratings yet
- Uganda Advanced Certificate of Education Resource Mock X Physics Paper 1 2 Hours 30 MinutesDocument9 pagesUganda Advanced Certificate of Education Resource Mock X Physics Paper 1 2 Hours 30 Minutesssempijja jamesNo ratings yet
- Physics NotesDocument10 pagesPhysics NotesWavyBaconNo ratings yet
- Optimizing Materials Cost and MechanicalDocument8 pagesOptimizing Materials Cost and MechanicalKaleem UllahNo ratings yet