You might also like
- Design of Fillet and Butt WeldsDocument29 pagesDesign of Fillet and Butt WeldsDarsHan MoHanNo ratings yet
- Lecture 14.4: Crane Runway Girders: Objective/ScopeDocument22 pagesLecture 14.4: Crane Runway Girders: Objective/ScopeScooby DooNo ratings yet
- Stiffened Plates PDFDocument16 pagesStiffened Plates PDFfarhadmrt6923No ratings yet
- Shear Strength of High-Strength BoltsDocument61 pagesShear Strength of High-Strength Boltsloox600No ratings yet
- Bottom LugDocument7 pagesBottom LugAjiri IvoviNo ratings yet
- Typical Anchor BoltsDocument33 pagesTypical Anchor BoltslucianduNo ratings yet
- Truss DesignDocument16 pagesTruss DesignRabindraUpretiNo ratings yet
- Bolted Moment ConnectionDocument18 pagesBolted Moment ConnectionAlpha50% (2)
- Steel Structural Design Bolted & Welded Connections RevisedDocument115 pagesSteel Structural Design Bolted & Welded Connections RevisedPratikto WibowoNo ratings yet
- COLUMN EFFECTIVE LENGTH - Yura1971q2Document6 pagesCOLUMN EFFECTIVE LENGTH - Yura1971q2ellisbl100% (1)
- Girder Stressing CalculationsDocument11 pagesGirder Stressing CalculationsSarmad WaqasNo ratings yet
- Pull Out StrengthDocument2 pagesPull Out Strengthambryx2001100% (2)
- Connections-I Bolted ConnectionsDocument21 pagesConnections-I Bolted ConnectionsA.k.MandalNo ratings yet
- Weld CalcDocument8 pagesWeld CalcOmil RastogiNo ratings yet
- Moment Connection HSS Top Plate 9-27-2014Document36 pagesMoment Connection HSS Top Plate 9-27-2014Jesus Rafael Curiel PensoNo ratings yet
- Design of Simple WeldDocument1 pageDesign of Simple Weldshantanu chowdhuryNo ratings yet
- Bolted Connections LectureDocument65 pagesBolted Connections Lecturerghazzaoui1793100% (1)
- Steel Beam To Column-Welded ConnectionDocument2 pagesSteel Beam To Column-Welded ConnectionAbukalam MullaNo ratings yet
- Eccentric and Moment Connections (Fillet Weld) : DATE: 24-SEP-2020 Gurram Vinay (L&T Wet Ic (CMPC)Document6 pagesEccentric and Moment Connections (Fillet Weld) : DATE: 24-SEP-2020 Gurram Vinay (L&T Wet Ic (CMPC)vinayNo ratings yet
- Anchors For Anchoring To ConcreteDocument4 pagesAnchors For Anchoring To ConcretejafeelnmNo ratings yet
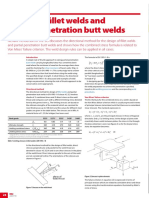
- Fillet Weld and Partial Penetration Butt WeldDocument3 pagesFillet Weld and Partial Penetration Butt Weldsusan87No ratings yet
- Eurocode 3 - Design of JointsDocument18 pagesEurocode 3 - Design of JointsdineshNo ratings yet
- Base Plate For Thickness CalculationsDocument7 pagesBase Plate For Thickness CalculationsyunuswsaNo ratings yet
- Anchor Calculation - Case 2Document10 pagesAnchor Calculation - Case 2MdShahbazAhmedNo ratings yet
- Monorail - Aisc 2005 - Bs2853-Rev-11 1ton CapacityDocument74 pagesMonorail - Aisc 2005 - Bs2853-Rev-11 1ton CapacityRAMSINGH CHAUHANNo ratings yet
- Idea - Wheel CalculationDocument35 pagesIdea - Wheel Calculationbambang satryojatiNo ratings yet
- Design of Grating For PlatformDocument5 pagesDesign of Grating For Platformvj8584100% (2)
- Bridge Bearing Main - 2 Design Calculation (R-0)Document27 pagesBridge Bearing Main - 2 Design Calculation (R-0)mohan1441No ratings yet
- Shear Connection I-SecDocument36 pagesShear Connection I-SecRaveendra Babu CherukuriNo ratings yet
- Method of Calculating Plate and Shell ReinforcementDocument5 pagesMethod of Calculating Plate and Shell ReinforcementeloyrodoNo ratings yet
- Gusset Plates DesignDocument5 pagesGusset Plates Designperundingtsteohgmailcom100% (1)
- ER-5861 SSDA Slotted Web Beam-To-Column Steel Moment Frame ConnectionDocument6 pagesER-5861 SSDA Slotted Web Beam-To-Column Steel Moment Frame Connectioncancery0707No ratings yet
- Design of Lifting LugsDocument3 pagesDesign of Lifting LugsSaravan KumarNo ratings yet
- Thin Plate Bending and BucklingDocument61 pagesThin Plate Bending and BucklingJawad KhawarNo ratings yet
- Lifting Beam CalculationDocument2 pagesLifting Beam CalculationAvish ShahNo ratings yet
- Column SpliceDocument2 pagesColumn SpliceMdShahbazAhmedNo ratings yet
- bALUMcvEMnJWIIl0GnYUGiNDcCw5RhPTIqDktZO6coSKW5Kthy PDFDocument8 pagesbALUMcvEMnJWIIl0GnYUGiNDcCw5RhPTIqDktZO6coSKW5Kthy PDFSudharsana PrayogaNo ratings yet
- Connection Types: Simple (Shear) ConnectionsDocument5 pagesConnection Types: Simple (Shear) Connectionsmahhor82_635643838No ratings yet
- Web Bearing and Buck1ling To BS en 1993Document3 pagesWeb Bearing and Buck1ling To BS en 1993antoninoNo ratings yet
- Ly and LZ Concept DiscussedDocument2 pagesLy and LZ Concept DiscussedalayshahNo ratings yet
- Bearing DesignDocument5 pagesBearing DesignAnde BhanuNo ratings yet
- Anchor Bolt For ShearDocument22 pagesAnchor Bolt For ShearAnonymous P73cUg73LNo ratings yet
- Roark's FormulasDocument14 pagesRoark's FormulasDavide FerrareseNo ratings yet
- Beam Column ConnectionDocument2 pagesBeam Column ConnectionHAZIRACFS SURATNo ratings yet
- Pullout Strength of Anchor in TensionDocument3 pagesPullout Strength of Anchor in TensionYadi PermadiNo ratings yet
- 3.2 Design of Welded JointsDocument41 pages3.2 Design of Welded Jointsssn MLNo ratings yet
- Jacking Pad DesignDocument3 pagesJacking Pad DesignAmarjit KulkarniNo ratings yet
- Steel Members DesignDocument195 pagesSteel Members DesignStephen JamesNo ratings yet
- E26.To2 Steel PDFDocument10 pagesE26.To2 Steel PDFAmolsingh100No ratings yet
- AISC 13th Slip Critical Bolt Capacity ASDDocument1 pageAISC 13th Slip Critical Bolt Capacity ASDdantevariasNo ratings yet
- Renumbering JointsDocument4 pagesRenumbering JointsAnonymous OnzJpzNo ratings yet
- Consider Direction of Loading When Sizing Fillet Welds: Design FileDocument2 pagesConsider Direction of Loading When Sizing Fillet Welds: Design FileFabrícioNo ratings yet
- RCD ObjectivesDocument3 pagesRCD ObjectivesiamcerbzjrNo ratings yet
- CISC Steel Design Series: Beam Load Tables - Rectangular HSSDocument20 pagesCISC Steel Design Series: Beam Load Tables - Rectangular HSSTony ParkNo ratings yet
- Steel Interchange: Stability of Beams During Erection Fire Rating of Concrete-Filled HSS MembersDocument2 pagesSteel Interchange: Stability of Beams During Erection Fire Rating of Concrete-Filled HSS Membershector diazNo ratings yet
- HSS Article DesignFilletWelds RectangularHSS 0615 060120Document4 pagesHSS Article DesignFilletWelds RectangularHSS 0615 060120John Cesar NacionalesNo ratings yet
- Chapter 1 - FLEXURE - SP-17 - 09-07 PDFDocument36 pagesChapter 1 - FLEXURE - SP-17 - 09-07 PDFYel DGNo ratings yet
- Bearing Capacity of Connected Parts With Slotted HolesDocument50 pagesBearing Capacity of Connected Parts With Slotted Holesaomareltayeb100% (1)
- 1 - C.J. Carter, C.J. Duncan - Recent Changes in U.S. Connection Design PracticeDocument8 pages1 - C.J. Carter, C.J. Duncan - Recent Changes in U.S. Connection Design Practiceb52raleighNo ratings yet
- Wortabet'sDocument816 pagesWortabet'sapi-27076851No ratings yet
- Pressure TransmitterDocument11 pagesPressure Transmittersaj0205037No ratings yet
- Editing and PublicationDocument445 pagesEditing and Publicationsaj0205037100% (1)
- EnergyVision ReportDocument52 pagesEnergyVision Reportsaj0205037No ratings yet
- The Sealed Nectar PDFDocument324 pagesThe Sealed Nectar PDFPrasanna Prabhakar100% (6)
- Required PapersDocument1 pageRequired Paperssaj0205037No ratings yet
- Production ManagementDocument14 pagesProduction Managementavinasss1963_3707255No ratings yet
- Cutting - in - Practice - Blades IndicationsDocument24 pagesCutting - in - Practice - Blades IndicationsHector Elias Mercedes HazimNo ratings yet
- Aphing Systemsof Linear Inequalities PR5Document3 pagesAphing Systemsof Linear Inequalities PR5Panagiotis SotiropoulosNo ratings yet
- Unit - I Dynamics of Electric Drives: Electrical Power Transmission SystemsDocument4 pagesUnit - I Dynamics of Electric Drives: Electrical Power Transmission Systemsyemane gebremichalNo ratings yet
- Ansys ManualDocument124 pagesAnsys ManualUdamanNo ratings yet
- Desai, Park - 2005 - Recent Developments in Microencapsulation of Food Ingredients PDFDocument36 pagesDesai, Park - 2005 - Recent Developments in Microencapsulation of Food Ingredients PDFIoanaCarlanNo ratings yet
- RHE07 07c 08 Data SheetDocument7 pagesRHE07 07c 08 Data SheetAnkitNo ratings yet
- C100-F Installation ManualDocument55 pagesC100-F Installation ManualpvfcqrtqcrNo ratings yet
- CSBS Syllabus Book 01 11 2021 1Document117 pagesCSBS Syllabus Book 01 11 2021 1PRITHVI P. K SEC 2020No ratings yet
- Rough Surfaces in ANSYSDocument17 pagesRough Surfaces in ANSYSIgor BlanariNo ratings yet
- rc218 CDW Jenkins Workflow PDFDocument8 pagesrc218 CDW Jenkins Workflow PDFVictor SantiagoNo ratings yet
- Research On RosesDocument6 pagesResearch On RoseskirilkatzNo ratings yet
- Polymer-Plastics Technology and EngineeringDocument6 pagesPolymer-Plastics Technology and Engineeringsamuelben87No ratings yet
- Offshore Riser CalculationDocument10 pagesOffshore Riser CalculationSergio MuñozNo ratings yet
- Understanding Water Discounts and Lye Solution in SoapmakingDocument7 pagesUnderstanding Water Discounts and Lye Solution in SoapmakingIoanaNo ratings yet
- Math Ed 04: TrigonometryDocument5 pagesMath Ed 04: TrigonometryCharles SilerioNo ratings yet
- Important Notes of 10th Class Math Exercise 3.2Document12 pagesImportant Notes of 10th Class Math Exercise 3.2Tayyabah ShahNo ratings yet
- On The Molecular Theories of Liquid Crystals by C. ZannoniDocument221 pagesOn The Molecular Theories of Liquid Crystals by C. ZannoniclaudiozannoniNo ratings yet
- Assignment 5 With Answer KeyDocument2 pagesAssignment 5 With Answer KeyAbhishek MohiteNo ratings yet
- Design Calculation of PavementDocument4 pagesDesign Calculation of Pavementorode franklyn100% (1)
- SP485Document10 pagesSP485DmitriyNo ratings yet
- Astm D698Document13 pagesAstm D698Jorge CarrascoNo ratings yet
- RFID Adoption by Supply Chain Organizations in MalaysiaDocument5 pagesRFID Adoption by Supply Chain Organizations in MalaysiaWalid GradaNo ratings yet
- Brake Disc ProposalDocument12 pagesBrake Disc ProposalNiko KoNo ratings yet
- Traffic Accidents - Balai Polis Trafik Jalan Tun H.SDocument3 pagesTraffic Accidents - Balai Polis Trafik Jalan Tun H.SsimoniaNo ratings yet
- LN 10.5 Ttdomug En-UsDocument82 pagesLN 10.5 Ttdomug En-UstomactinNo ratings yet
- Oxyacids of SulphurDocument29 pagesOxyacids of SulphurSumaira Yasmeen100% (1)
- Math PerformanceDocument2 pagesMath PerformanceMytz PalatinoNo ratings yet
- Ecs448 Chapter 5a ArchDocument28 pagesEcs448 Chapter 5a Archdixn__No ratings yet
- Rational Algebraic Expressions: ObjectivesDocument11 pagesRational Algebraic Expressions: ObjectivesSonny ArgolidaNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresFrom EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresRating: 1 out of 5 stars1/5 (2)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- A Welder’s Handbook to Robotic ProgrammingFrom EverandA Welder’s Handbook to Robotic ProgrammingRating: 5 out of 5 stars5/5 (3)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (138)
- Advanced Modelling Techniques in Structural DesignFrom EverandAdvanced Modelling Techniques in Structural DesignRating: 5 out of 5 stars5/5 (3)
- Marine Structural Design CalculationsFrom EverandMarine Structural Design CalculationsRating: 4.5 out of 5 stars4.5/5 (13)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Artificial Intelligence: From Medieval Robots to Neural NetworksFrom EverandArtificial Intelligence: From Medieval Robots to Neural NetworksRating: 4 out of 5 stars4/5 (4)
- Structural Cross Sections: Analysis and DesignFrom EverandStructural Cross Sections: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (19)
- Arduino: The complete guide to Arduino for beginners, including projects, tips, tricks, and programming!From EverandArduino: The complete guide to Arduino for beginners, including projects, tips, tricks, and programming!Rating: 4 out of 5 stars4/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Evil Robots, Killer Computers, and Other Myths: The Truth About AI and the Future of HumanityFrom EverandEvil Robots, Killer Computers, and Other Myths: The Truth About AI and the Future of HumanityRating: 4.5 out of 5 stars4.5/5 (3)
- The Fourth Age: Smart Robots, Conscious Computers, and the Future of HumanityFrom EverandThe Fourth Age: Smart Robots, Conscious Computers, and the Future of HumanityRating: 3.5 out of 5 stars3.5/5 (22)
- Artificial Intelligence: Learning about Chatbots, Robotics, and Other Business ApplicationsFrom EverandArtificial Intelligence: Learning about Chatbots, Robotics, and Other Business ApplicationsRating: 5 out of 5 stars5/5 (3)
- SAM: One Robot, a Dozen Engineers, and the Race to Revolutionize the Way We BuildFrom EverandSAM: One Robot, a Dozen Engineers, and the Race to Revolutionize the Way We BuildRating: 5 out of 5 stars5/5 (5)