You might also like
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Economize RsDocument2 pagesEconomize RsRyan PerezNo ratings yet
- Understand Boiler Performance CharacteristicsDocument5 pagesUnderstand Boiler Performance CharacteristicsdeerajksNo ratings yet
- Boilers, Boiler Fuel andDocument7 pagesBoilers, Boiler Fuel andVivek RamnohurNo ratings yet
- Steam Generator PerformanceDocument7 pagesSteam Generator Performancervkumar61No ratings yet
- Boiler BurnerDocument12 pagesBoiler BurnerSumeet SawantNo ratings yet
- Boiler Optimization PDFDocument6 pagesBoiler Optimization PDFvijayk1968No ratings yet
- Designing Steam Reformers For Hydrogen Production: Keep These Important Factors in Mind When Designing, Revamping or TroubleshootingDocument7 pagesDesigning Steam Reformers For Hydrogen Production: Keep These Important Factors in Mind When Designing, Revamping or TroubleshootingdjinxdNo ratings yet
- End CorrosionDocument4 pagesEnd Corrosiondafteri11No ratings yet
- Economizers: Plant Engineer's Reference Book (Second Edition)Document11 pagesEconomizers: Plant Engineer's Reference Book (Second Edition)Khurram ShahzadNo ratings yet
- Crown Capital Eco Management Environmental NewsDocument9 pagesCrown Capital Eco Management Environmental Newsmariangriffin012No ratings yet
- Comb CycleDocument13 pagesComb Cyclerain55555No ratings yet
- fb030 en COMDocument12 pagesfb030 en COMFaraj AlferjaniNo ratings yet
- Esl Ie 85 05 120Document10 pagesEsl Ie 85 05 120losmoscasbrNo ratings yet
- Packaged steam generators: Custom designs have advantages over standard onesDocument90 pagesPackaged steam generators: Custom designs have advantages over standard onespinenamuNo ratings yet
- Encon in BoilerDocument51 pagesEncon in BoilerSatish JajooNo ratings yet
- ENVIRONMENT/HEAT TRANSFER - Waste Heat RecoveryDocument4 pagesENVIRONMENT/HEAT TRANSFER - Waste Heat Recoverycvolkan1100% (1)
- Recovering Heat When Generating PowerDocument8 pagesRecovering Heat When Generating Poweraliscribd46No ratings yet
- Trends in Packaged Boiler Design PDFDocument10 pagesTrends in Packaged Boiler Design PDFpertspyNo ratings yet
- Boiler RatingDocument5 pagesBoiler RatingEdy Suprayitno0% (1)
- A New Method For Co2 CaptureDocument6 pagesA New Method For Co2 CaptureAbul HassanNo ratings yet
- Improving Steam Generation and Utilization EfficiencyDocument31 pagesImproving Steam Generation and Utilization EfficiencyEzhil Vendhan PalanisamyNo ratings yet
- PTQ Q2 - Spirax PT 1Document6 pagesPTQ Q2 - Spirax PT 1Pop-Coman Simion100% (1)
- Industry and TechnologyDocument2 pagesIndustry and TechnologyDinushika SandamaliNo ratings yet
- Advanced Gas Turbine Cycles For Power GenerationDocument10 pagesAdvanced Gas Turbine Cycles For Power GenerationRenzo Alexander RestrepoNo ratings yet
- Q A BoilerDocument19 pagesQ A Boilerlavpandey8719No ratings yet
- NEW ASPECTS of FLUID MECHANICS, HEAT TRANSFER and ENVIRONMENT To optimise economiser design for better performanceDocument9 pagesNEW ASPECTS of FLUID MECHANICS, HEAT TRANSFER and ENVIRONMENT To optimise economiser design for better performanceMartin CorkeryNo ratings yet
- Block 3 Module 1Document8 pagesBlock 3 Module 1Sandra FerrellNo ratings yet
- Advantages of Ultra Super - FINALDocument6 pagesAdvantages of Ultra Super - FINALAmar N. MauryaNo ratings yet
- Surface Condensers PDFDocument7 pagesSurface Condensers PDFing_julio_siviraNo ratings yet
- Firetube Heaters: FIG. 8-31 Convection HeaterDocument7 pagesFiretube Heaters: FIG. 8-31 Convection Heatery149487No ratings yet
- Natural Resources Canada: Fundamentals of Combustion and Heat LossesDocument27 pagesNatural Resources Canada: Fundamentals of Combustion and Heat LossesMohamad EshraNo ratings yet
- Design Co2 EvaporatorsDocument7 pagesDesign Co2 EvaporatorsYutt Watt100% (1)
- O 040894100Document7 pagesO 040894100IJERDNo ratings yet
- Boiler EfficiencyDocument32 pagesBoiler Efficiencyइंजी. महेन्द्र प्रताप सिंह100% (2)
- Boiler Efficiency and CombustionDocument12 pagesBoiler Efficiency and Combustionhafidhrahadiyan2No ratings yet
- Choudhari Et Al. (2012) - Distilation Optimization by Vapor RecompressionDocument7 pagesChoudhari Et Al. (2012) - Distilation Optimization by Vapor Recompressionvazzoleralex6884No ratings yet
- Overview of Gas-Handling FacilitiesDocument6 pagesOverview of Gas-Handling FacilitiesMatthew AdeyinkaNo ratings yet
- Bengal Energy Boiler Report AnalysisDocument31 pagesBengal Energy Boiler Report Analysisparthi20065768No ratings yet
- Deaerators in Industrial Steam Systems: Additional BenefitsDocument5 pagesDeaerators in Industrial Steam Systems: Additional BenefitsNaNo ratings yet
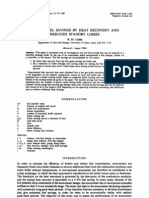
- Boiler Fuel Savings Achieved Through Heat Recovery and Reduced Standby LossesDocument7 pagesBoiler Fuel Savings Achieved Through Heat Recovery and Reduced Standby LossesPhilip ShihNo ratings yet
- Boilers and Fired SystemsDocument20 pagesBoilers and Fired Systemssham javedNo ratings yet
- BOILER EFFICIENCY IMPROVEMENT BY CONTROLLING DRY FLUE GAS HEAT LOSSESDocument9 pagesBOILER EFFICIENCY IMPROVEMENT BY CONTROLLING DRY FLUE GAS HEAT LOSSESpriyajit sahooNo ratings yet
- Boiler Heat Transfer Theory-02Document18 pagesBoiler Heat Transfer Theory-02Sai SwaroopNo ratings yet
- The Heating of Liquids in TanksDocument25 pagesThe Heating of Liquids in Tanksaleksandar_djordjic100% (1)
- Dew Point Od Acid GasDocument4 pagesDew Point Od Acid GassrshahNo ratings yet
- Less Emissions Through Waste Heat RecoveryDocument10 pagesLess Emissions Through Waste Heat Recoveryhpss77No ratings yet
- Effectively Design ACHE'sDocument22 pagesEffectively Design ACHE'sSeshu BulusuNo ratings yet
- Heat Losses in BoilersDocument5 pagesHeat Losses in Boilersgad480No ratings yet
- Easy Way To Improve Steam Boiler EfficiencyDocument4 pagesEasy Way To Improve Steam Boiler EfficiencyidigitiNo ratings yet
- Air Cooler Design SheikoDocument22 pagesAir Cooler Design Sheikojayhuacat7743100% (1)
- Process Heating: Boiler OperationDocument12 pagesProcess Heating: Boiler Operationagrocel_bhv5591No ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Underground Gas Storage Facilities: Design and ImplementationFrom EverandUnderground Gas Storage Facilities: Design and ImplementationNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Bearing BasicsDocument14 pagesBearing BasicssatheshNo ratings yet
- TITLE TITLE20 # 20 steel pipe materialDocument2 pagesTITLE TITLE20 # 20 steel pipe materialsatheshNo ratings yet
- Water Chemistry of High Pressure BoilersDocument17 pagesWater Chemistry of High Pressure BoilerssatheshNo ratings yet
- Mechanical Seal PresentationDocument48 pagesMechanical Seal Presentationsathesh100% (6)
- L I F T SDocument14 pagesL I F T SsatheshNo ratings yet
- Thermal Design of Heat ExchangersDocument24 pagesThermal Design of Heat ExchangersWira NugrohoNo ratings yet
- Investigation BOILER TUBESDocument11 pagesInvestigation BOILER TUBESsathesh100% (1)
- EconomiserDocument15 pagesEconomisersatheshNo ratings yet
- Unit 1 APH StatusDocument1 pageUnit 1 APH StatussatheshNo ratings yet
- Design, Construction, and Commissioning of the Nos. 1 and 2 Units of the Ratchaburi Thermal Power PlantDocument6 pagesDesign, Construction, and Commissioning of the Nos. 1 and 2 Units of the Ratchaburi Thermal Power Plantsathesh100% (1)
- High Voltage Electrical Safety ProgramDocument12 pagesHigh Voltage Electrical Safety Programsathesh0% (2)
- Boiler ComponentsDocument2 pagesBoiler ComponentssatheshNo ratings yet
- Creep Behavior in Reformer Tubes: March 2004Document8 pagesCreep Behavior in Reformer Tubes: March 2004AnsarNo ratings yet
- Class IX Chemistry Chapter 06Document4 pagesClass IX Chemistry Chapter 06Sam FisherNo ratings yet
- EuroClaus - Sulfur Recovery Further ImprovedDocument17 pagesEuroClaus - Sulfur Recovery Further Improvedgeorgiadisg100% (1)
- Ifs ElbowDocument105 pagesIfs ElbowHeru YuliantoNo ratings yet
- CH 6701 Cre IiDocument230 pagesCH 6701 Cre IiVaibhav Gupta100% (1)
- Catalog CofloorDocument108 pagesCatalog CofloorAndreiNo ratings yet
- Evaporator EfficiencyDocument15 pagesEvaporator EfficiencySanjaySinghAdhikariNo ratings yet
- Progression Toward Sustainable Refrigeration Products: Pressure (Psig) Temperature ChartDocument1 pageProgression Toward Sustainable Refrigeration Products: Pressure (Psig) Temperature Chartgeoryi castroNo ratings yet
- Correlations For Convective Heat Transfer - CheresourcesDocument12 pagesCorrelations For Convective Heat Transfer - Cheresourcesjesus_manrique2753No ratings yet
- Re27518 0203 - (WWW - Isva.co)Document6 pagesRe27518 0203 - (WWW - Isva.co)AdrianaNo ratings yet
- Guide To Registration Rev 9 - February 2014Document5 pagesGuide To Registration Rev 9 - February 2014Anton WelgemoedNo ratings yet
- Boiler Hydro TestDocument35 pagesBoiler Hydro TestMoez HamoudiNo ratings yet
- SAES-L-150 PDF Download - Pressure Testing of Plant Pipelines - PDFYARDocument7 pagesSAES-L-150 PDF Download - Pressure Testing of Plant Pipelines - PDFYARZahidRafiqueNo ratings yet
- © 2009 ANSYS, Inc. All Rights Reserved. ANSYS, Inc. ProprietaryDocument16 pages© 2009 ANSYS, Inc. All Rights Reserved. ANSYS, Inc. ProprietaryiitdvivNo ratings yet
- Calculating Friction Loss in Fire HoseDocument3 pagesCalculating Friction Loss in Fire HoseRicky SimangunsongNo ratings yet
- Viscosity: Lab #FDocument8 pagesViscosity: Lab #FNurul Aini Zainol AbidinNo ratings yet
- Energypack Thermic Fluid HeaterDocument4 pagesEnergypack Thermic Fluid HeaterutechprojectsNo ratings yet
- Rheology Handbook Guide to Viscosity Testing and PropertiesDocument6 pagesRheology Handbook Guide to Viscosity Testing and PropertiesCereliaNo ratings yet
- Microsoft Word - Festo Rain Water Harvesting Flow ChartDocument5 pagesMicrosoft Word - Festo Rain Water Harvesting Flow Chartjeykumar.BalannairNo ratings yet
- Mechanical Isolation Methods and ProceduresDocument13 pagesMechanical Isolation Methods and ProceduresHse RiyazNo ratings yet
- Chemical Oxygen Demand (Cod) Test: 1.0 Learning OutcomesDocument5 pagesChemical Oxygen Demand (Cod) Test: 1.0 Learning OutcomesAnis NurdiniNo ratings yet
- Ethylene Glycol Heat-Transfer FluidDocument4 pagesEthylene Glycol Heat-Transfer Fluidashif28No ratings yet
- Turbine StatorDocument18 pagesTurbine StatorAli KamranNo ratings yet
- HEAT TRANSFER STUDIES IN LAMINAR FLOWDocument7 pagesHEAT TRANSFER STUDIES IN LAMINAR FLOWvinodNo ratings yet
- Pompe GasoilDocument2 pagesPompe Gasoilday rachidNo ratings yet
- FERTIGATIONDocument96 pagesFERTIGATIONNohaAbdulWarthNo ratings yet
- Charles R. O'Neill: 1. Thin Airfoil TheoryDocument8 pagesCharles R. O'Neill: 1. Thin Airfoil TheoryBalram MandalNo ratings yet
- Anderson, Modern Compressible Flow SolutionDocument135 pagesAnderson, Modern Compressible Flow SolutionSerkan Demirhan16% (43)
- Lecture 1 SeriesDocument43 pagesLecture 1 SerieschetsNo ratings yet
- International Journal of Modern Trends in Engineering and ResearchDocument15 pagesInternational Journal of Modern Trends in Engineering and ResearchIJMTERNo ratings yet