You might also like
- Bitcoin Manifesto - Satoshi NakamotoDocument9 pagesBitcoin Manifesto - Satoshi NakamotoJessica Vu100% (1)
- Bitcoin Manifesto - Satoshi NakamotoDocument9 pagesBitcoin Manifesto - Satoshi NakamotoJessica Vu100% (1)
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- Thread and Thread CuttingDocument9 pagesThread and Thread Cuttinglyk zNo ratings yet
- Threads Design in SolidWorksDocument12 pagesThreads Design in SolidWorksRicky TerryNo ratings yet
- Threads and FastenersDocument89 pagesThreads and Fastenerstheleovn0% (1)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Screw Thread CalculationsDocument4 pagesScrew Thread CalculationsKelvin TsoiNo ratings yet
- ST 36Document4 pagesST 36ray72roNo ratings yet
- Screw Thread CalculationsDocument4 pagesScrew Thread Calculationsyauction50% (2)
- 169 PD0192ThreadsStandardReferenceGuiderev4Document21 pages169 PD0192ThreadsStandardReferenceGuiderev4Coman ovidiuNo ratings yet
- Filete ASMEDocument28 pagesFilete ASMEMarcel MaresNo ratings yet
- ThreadingDocument8 pagesThreadingVivek SDNo ratings yet
- Lecture Prepared By: GP Capt Dr. Hamid Ullah Khan NiaziDocument30 pagesLecture Prepared By: GP Capt Dr. Hamid Ullah Khan NiaziAkulNo ratings yet
- A PresentationDocument57 pagesA Presentationmadan023No ratings yet
- Sch3u Exam Review Ws s2018 PDFDocument4 pagesSch3u Exam Review Ws s2018 PDFwdsfNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Threads and Threaded FastenersDocument12 pagesThreads and Threaded FastenersPalaNo ratings yet
- Thread DetailsDocument27 pagesThread DetailsN.PalaniappanNo ratings yet
- Report - IvatanDocument28 pagesReport - IvatanJohara Winel PerezNo ratings yet
- ISO Metric Screw ThreadDocument18 pagesISO Metric Screw ThreadKalai KjNo ratings yet
- Bolts TheoryDocument30 pagesBolts TheoryIbrahim Mesfin100% (1)
- 459-475 Hose AssembliesDocument17 pages459-475 Hose Assembliesrobertito101No ratings yet
- The Joy Luck Club Book 1Document12 pagesThe Joy Luck Club Book 1loronalicelNo ratings yet
- Roller Chain GuideDocument5 pagesRoller Chain GuidechikoopandaNo ratings yet
- Din 7500 enDocument10 pagesDin 7500 enCălin Bălăiţă100% (1)
- Metric STD ThreadDocument4 pagesMetric STD ThreadmayurNo ratings yet
- Action Analysis For Animators by Chris WebsterDocument409 pagesAction Analysis For Animators by Chris WebsterThomas Yandex100% (8)
- Chapter - 3 L-1 Bolt DesignDocument34 pagesChapter - 3 L-1 Bolt DesignBerihunNo ratings yet
- NPT (Asme B1.20.1)Document5 pagesNPT (Asme B1.20.1)Afronie Cepoz D'nextNo ratings yet
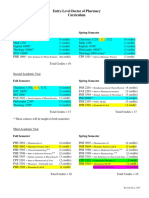
- Pharmd CurriculumDocument18 pagesPharmd Curriculum5377773No ratings yet
- Unified Thread StandardDocument3 pagesUnified Thread Standardeogus9021No ratings yet
- Unified Thread StandardDocument6 pagesUnified Thread Standardmasoud_968370957No ratings yet
- Fastener HandoutDocument31 pagesFastener HandoutpardissNo ratings yet
- Fastener Handouts (Screw)Document34 pagesFastener Handouts (Screw)cluchavezNo ratings yet
- Fastener HandoutDocument32 pagesFastener HandoutamolhwNo ratings yet
- Thread CalloutDocument1 pageThread CalloutAryo WicaksonoNo ratings yet
- British Standard Pipe ThreadDocument3 pagesBritish Standard Pipe ThreaduttampokharkarNo ratings yet
- Screw Thread Series: (Class 2A/2B and Class 3A/3B) UNC UNF Unef UNDocument3 pagesScrew Thread Series: (Class 2A/2B and Class 3A/3B) UNC UNF Unef UNmuditmmittalNo ratings yet
- Engineering Thread DataDocument26 pagesEngineering Thread DataJaveed A. KhanNo ratings yet
- M8 - Thread, Nuts Bolts, ISODocument5 pagesM8 - Thread, Nuts Bolts, ISOachad31No ratings yet
- Screw Thread CalculationsDocument4 pagesScrew Thread CalculationsbagmassNo ratings yet
- DIN ButtDocument1 pageDIN ButtKaung MyatNo ratings yet
- Technical LearningDocument3 pagesTechnical LearningMukesh GuptaNo ratings yet
- Manufacturing Process - Screw ThreadsDocument13 pagesManufacturing Process - Screw Threadsradhiostrokes100% (1)
- Thread DataDocument13 pagesThread DataajujkNo ratings yet
- Material Removal Manufacturing Processes: MACH71685 Dr. Liviu Radulescu, P.EngDocument30 pagesMaterial Removal Manufacturing Processes: MACH71685 Dr. Liviu Radulescu, P.EngEthan StoneNo ratings yet
- EASA Module 6 - NotesDocument10 pagesEASA Module 6 - NotesSteven J. SelcukNo ratings yet
- Aircraft Structurses - Part IIDocument17 pagesAircraft Structurses - Part IIhellenhse1No ratings yet
- Topic Reading 7 - Catalog ComponentsDocument28 pagesTopic Reading 7 - Catalog ComponentsDan StrutheNo ratings yet
- AN BoltsDocument8 pagesAN BoltsAnthony McfayNo ratings yet
- Installing Alloy WheelsDocument10 pagesInstalling Alloy Wheelshassan eijyNo ratings yet
- Mee270 ch12Document51 pagesMee270 ch12Soma GhoshNo ratings yet
- Thread Methos PDFDocument5 pagesThread Methos PDFBharat PrajapatiNo ratings yet
- NPT ThreadsDocument4 pagesNPT ThreadssatphoenixNo ratings yet
- AB EnginData No3 11 PCLDocument35 pagesAB EnginData No3 11 PCLsalamrefighNo ratings yet
- 5chapter Five Thread CuttingDocument5 pages5chapter Five Thread CuttingKenasa JambareNo ratings yet
- ROSCASDocument3 pagesROSCASDilucom EspeciasNo ratings yet
- Free Estimating & Takeoff Software For Estimators, Gcs & PmsDocument4 pagesFree Estimating & Takeoff Software For Estimators, Gcs & PmsDhimas Surya NegaraNo ratings yet
- Screw Thread Systems and Screw Thread DefinitionsDocument1 pageScrew Thread Systems and Screw Thread DefinitionsSuhaib AbualzaitNo ratings yet
- Indian Standard Vacuum FlangesDocument15 pagesIndian Standard Vacuum Flangesmuthurajan_hNo ratings yet
- 00 - Introduction To Mechaical Metallurgy CourseDocument19 pages00 - Introduction To Mechaical Metallurgy Course황석인No ratings yet
- Metal Casting Processes - 1 PDFDocument136 pagesMetal Casting Processes - 1 PDFRamkrishna SonavaneNo ratings yet
- 2 c1Document7 pages2 c1skluxNo ratings yet
- Ceramics Processing BookDocument8 pagesCeramics Processing Bookeiribooks100% (1)
- Effect of Collg Rate in Solidfn Micro - WeldDocument3 pagesEffect of Collg Rate in Solidfn Micro - WeldskluxNo ratings yet
- Critical Review of The LiteratureDocument2 pagesCritical Review of The LiteratureskluxNo ratings yet
- Induction Furnace SparesDocument3 pagesInduction Furnace SparesskluxNo ratings yet
- NMI at A GlanceDocument10 pagesNMI at A GlanceskluxNo ratings yet
- Tailored To YourDocument18 pagesTailored To YourskluxNo ratings yet
- Thermal/ Ceramic Insulations - WOOL: CerablanketsDocument1 pageThermal/ Ceramic Insulations - WOOL: CerablanketsskluxNo ratings yet
- Thermal Ceramic WOOLDocument1 pageThermal Ceramic WOOLskluxNo ratings yet
- European Steel Names and DesignationsDocument2 pagesEuropean Steel Names and DesignationsskluxNo ratings yet
- Clean Cast SteelDocument2 pagesClean Cast SteelskluxNo ratings yet
- Lesson 1 - Basics of Arc WeldingDocument5 pagesLesson 1 - Basics of Arc WeldingskluxNo ratings yet
- Technology 1008Document3 pagesTechnology 1008skluxNo ratings yet
- Mac AtlasDocument2 pagesMac AtlasskluxNo ratings yet
- Duco Cement: Technical Data SheetDocument2 pagesDuco Cement: Technical Data SheetskluxNo ratings yet
- Carta Maestra de Soldadura y CortDocument7 pagesCarta Maestra de Soldadura y CortAlejandro Del Valle TovarNo ratings yet
- About Non Met Inclusions Software enDocument7 pagesAbout Non Met Inclusions Software enskluxNo ratings yet
- AAS IndWeldTechDocument2 pagesAAS IndWeldTechskluxNo ratings yet
- Thermal Ceramic WOOLDocument1 pageThermal Ceramic WOOLskluxNo ratings yet
- Steel HT - SimulationDocument16 pagesSteel HT - SimulationskluxNo ratings yet
- Learn How To Continuously Cast Steel On The Internet At: D.J. Naylor, C. Bernhard, A.M. Green and T. SjökvistDocument7 pagesLearn How To Continuously Cast Steel On The Internet At: D.J. Naylor, C. Bernhard, A.M. Green and T. SjökvistskluxNo ratings yet
- Synthetic Slags PrepnDocument7 pagesSynthetic Slags PrepnskluxNo ratings yet
- Hsss2 Cylinder Design STDDocument29 pagesHsss2 Cylinder Design STDdazzamoNo ratings yet
- Solubility of C & N in Slag - Rs Art - ULDocument10 pagesSolubility of C & N in Slag - Rs Art - ULskluxNo ratings yet
- Microbiology Part 3Document74 pagesMicrobiology Part 3Authentic IdiotNo ratings yet
- Typical Section SC 10: Kerajaan MalaysiaDocument1 pageTypical Section SC 10: Kerajaan MalaysiaAisyah Atiqah KhalidNo ratings yet
- Maha Shivratri: (Shiv Avtaran, Incarnation of God)Document4 pagesMaha Shivratri: (Shiv Avtaran, Incarnation of God)Varsha RoyNo ratings yet
- Mini-Case 1 Ppe AnswerDocument11 pagesMini-Case 1 Ppe Answeryu choong100% (2)
- Imbinari Teava Fibra de Sticla PDFDocument1 pageImbinari Teava Fibra de Sticla PDFplex015No ratings yet
- History of Flash Part - 2Document7 pagesHistory of Flash Part - 2YOGESHWER NATH SINGHNo ratings yet
- VTA28-G5: Fuel OptimizedDocument3 pagesVTA28-G5: Fuel OptimizedIslam HemdanNo ratings yet
- Texto CuritibaDocument1 pageTexto CuritibaMargarida GuimaraesNo ratings yet
- Updated SAP Cards Requirement JalchdDocument51 pagesUpdated SAP Cards Requirement Jalchdapi-3804296No ratings yet
- AD1 Elements of Architectural Composition For Placemaking PDFDocument4 pagesAD1 Elements of Architectural Composition For Placemaking PDFAndre Yap100% (1)
- Tuesday, 16 November 2021 - Afternoon Discovering ElectronicsDocument20 pagesTuesday, 16 November 2021 - Afternoon Discovering Electronicsnvmalt070No ratings yet
- Bio (RocessDocument14 pagesBio (RocessVijay SansanwalNo ratings yet
- Statistics and Probability Module 3Document3 pagesStatistics and Probability Module 3Eftychia LeegleeNo ratings yet
- Smoldering Combustion: Guillermo ReinDocument20 pagesSmoldering Combustion: Guillermo ReinAhmed HussainNo ratings yet
- Communication Models in Internet of Things: A SurveyDocument5 pagesCommunication Models in Internet of Things: A SurveyIJSTENo ratings yet
- Energy Transfer in Cell During Exercise and Oxygen Metabolism and Transport - PalakDocument85 pagesEnergy Transfer in Cell During Exercise and Oxygen Metabolism and Transport - Palakpalooo4No ratings yet
- A Tired BrainDocument3 pagesA Tired BrainSivasonNo ratings yet
- 10th ORLIAC Scientific Program As of 26 Jan 2018Document6 pages10th ORLIAC Scientific Program As of 26 Jan 2018AyuAnatrieraNo ratings yet
- Convection Concentric Annulus Vertical Cylinders Filling Porous MediaDocument17 pagesConvection Concentric Annulus Vertical Cylinders Filling Porous MediakarthikeyanNo ratings yet
- Inform LetterDocument2 pagesInform LetterMc Suan75% (4)
- Design Documentation ChecklistDocument8 pagesDesign Documentation ChecklistGlenn Stanton100% (1)
- Rankine-Hugoniot Curve: CJ: Chapman JouguetDocument6 pagesRankine-Hugoniot Curve: CJ: Chapman Jouguetrattan5No ratings yet