You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 01 - Pressure Reducing ValveDocument132 pages01 - Pressure Reducing ValveHydro NguyenNo ratings yet
- Siphon CalcDocument2 pagesSiphon CalcfaridhassaniNo ratings yet
- Automatic Tank GaugingDocument4 pagesAutomatic Tank Gaugingvishnunair27No ratings yet
- API MPMS Ch. 6.4A - COLM Ballot Draft - FINALDocument34 pagesAPI MPMS Ch. 6.4A - COLM Ballot Draft - FINALCésar Alfonso MartínezNo ratings yet
- Introduction To Different Types of Strainers PDFDocument7 pagesIntroduction To Different Types of Strainers PDFRalyn BasisNo ratings yet
- Process Modelling, Simulation and Control For Chemical Engineering. Solved Problems. Chapter 5: Simulation Ex-AmplesDocument12 pagesProcess Modelling, Simulation and Control For Chemical Engineering. Solved Problems. Chapter 5: Simulation Ex-AmplesJohn100% (2)
- Millipore Catalogue - Integrity Testing MethodsDocument16 pagesMillipore Catalogue - Integrity Testing Methodsapi-3739176100% (1)
- Zhong 91 PDFDocument279 pagesZhong 91 PDFPhạmHuyThắngNo ratings yet
- Weymouth and Panhandle Equations For Gas PipelinesDocument4 pagesWeymouth and Panhandle Equations For Gas PipelinessgrsthNo ratings yet
- Condensate Line SizingDocument2 pagesCondensate Line Sizingemmanuilmoulos6339100% (1)
- LTJ Ins 002 - (Ifb)Document11 pagesLTJ Ins 002 - (Ifb)sswahyudiNo ratings yet
- User's Manual: AXF Magnetic Flowmeter Integral Flowmeter/ Remote Flowtube (Hardware Edition)Document120 pagesUser's Manual: AXF Magnetic Flowmeter Integral Flowmeter/ Remote Flowtube (Hardware Edition)Raphael PalaciosNo ratings yet
- Eja Hart Im 08Document31 pagesEja Hart Im 08vishnunair27No ratings yet
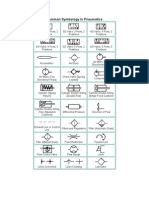
- Common Symbology in PneumaticsDocument3 pagesCommon Symbology in Pneumaticsvishnunair27No ratings yet
- DSSV SDMDocument6 pagesDSSV SDMvishnunair27No ratings yet
- Control Valve DatasheetDocument1 pageControl Valve Datasheetvishnunair27No ratings yet
- Case Stydy 1Document2 pagesCase Stydy 1vishnunair27No ratings yet
- Manual Modular Compact Inline Flow Meter KmeDocument28 pagesManual Modular Compact Inline Flow Meter Kmegerardo floresNo ratings yet
- Flow Control May 2019Document39 pagesFlow Control May 2019Alberto Fernández MarínNo ratings yet
- Instruction: Installation, Configuration, Troubleshooting, and MaintenanceDocument72 pagesInstruction: Installation, Configuration, Troubleshooting, and MaintenanceMichael DouglasNo ratings yet
- Spray Scrubber Simulation Setup and Static Pressure Measurement LocationsDocument14 pagesSpray Scrubber Simulation Setup and Static Pressure Measurement LocationsAhmad Anas Nagoor GunnyNo ratings yet
- Flow of Gas in PipelinesDocument11 pagesFlow of Gas in PipelineskamelkolsiNo ratings yet
- Fluid Mechanics 203 Tutorial No.2 Applications of BernoulliDocument37 pagesFluid Mechanics 203 Tutorial No.2 Applications of BernoulliGeorge Opar100% (1)
- Optiflux 2000Document8 pagesOptiflux 2000Sudipto MajumderNo ratings yet
- Electromagnetic Catalog ENDocument19 pagesElectromagnetic Catalog ENphuc nguyenNo ratings yet
- Multi-Channel Infusion Device Analyzer (IDA)Document2 pagesMulti-Channel Infusion Device Analyzer (IDA)MariaaaNo ratings yet
- XTS, GSC, CST Fathom ModulesDocument2 pagesXTS, GSC, CST Fathom ModuleserjainrachitNo ratings yet
- Airflow Management in Automotive Engine Cooling SystemDocument8 pagesAirflow Management in Automotive Engine Cooling SystemJulien LoisyNo ratings yet
- EMEC Catalogo Generale ENG NEWDocument54 pagesEMEC Catalogo Generale ENG NEWJIGNESH PRAJAPATINo ratings yet
- Accuload IIDocument151 pagesAccuload IICarlos Jhoel Puchoc ReyesNo ratings yet
- Fluxus F/G722: Non-Intrusive Ultrasonic Flow Meter For Highly Dynamic FlowsDocument2 pagesFluxus F/G722: Non-Intrusive Ultrasonic Flow Meter For Highly Dynamic FlowslossaladosNo ratings yet
- Lec7 PDFDocument32 pagesLec7 PDFNic LeeNo ratings yet
- Endress-Hauser Promag 50H PTDocument4 pagesEndress-Hauser Promag 50H PTIgor Silva LopesNo ratings yet
- Manual Lufft Handheld XA1000 XP200 XP400 enDocument44 pagesManual Lufft Handheld XA1000 XP200 XP400 enGonzaloNo ratings yet
- P8 WildenDocument32 pagesP8 WildenWalter LrNo ratings yet
- Accusonic 7510 ManualDocument78 pagesAccusonic 7510 Manualchris75726No ratings yet